橢圓管狀鉚釘自沖鉚接工藝研究*
2013-09-04 05:06:54黃志超劉偉燕薛曙光
汽車技術 2013年6期
黃志超 劉偉燕 薛曙光
(華東交通大學)
1 前言
目前,輕量化已成為發展節能汽車的必然趨勢[1~3]。在車身制造過程中,使用鋁合金、鎂合金和高強度鋼等輕型材料是減輕汽車車身質量最有效的途徑。由于輕質材料難以點焊,而自沖鉚接作為一種新型、高效的冷沖壓成型技術成為輕型材料及復合材料的有效連接方法。
橢圓管狀鉚釘自沖鉚接是一種新型板料連接工藝,板料連接后能獲得光潔的鉚接表面,并能得到良好的靜強度和疲勞強度,是鋁合金車身連接的重要方式。本文利用正交試驗方法[4],研究橢圓管狀鉚釘的壁厚、高度、向心率、放置型式、端面角度和板料厚度組合等因素對自沖鉚接接頭性能的影響,并采用方差分析法分析不不同鉚接參數對接頭剖面質量和失效形式的影響,得到最優工藝參數組合,為橢圓管狀鉚釘工藝優化提供借鑒。
2 試驗方案設計
橢圓管狀鉚釘自沖鉚接工藝原理如圖1所示。首先將橢圓管狀鉚釘放置于2層金屬板料之間,確保鉚釘的中心軸與沖頭的中心軸同軸,沖頭向下移動,鉚釘上、下兩端分別刺入上下板料,在上、下模具的擠壓下,鉚釘在兩端倒角引導下擴張彎曲成喇叭狀形成機械自鎖,從而實現連接的目的。
基于車身市場中鋁合金用材及相關文獻,試驗中板材選用鋁合金6063,鉚釘選用不銹鋼SUS304,切削加工成符合要求的端部不同倒角鉚釘,如圖2所示。
通過正交試驗設計方法安排試驗,進行鉚接件搭接、對接和十字搭接3種接頭型式(圖3)的強度試驗,并分析鉚接接頭的失效形式及影響鉚接強度的顯著因素。
自沖鉚接質量受鉚釘的放置型式、壁厚、向心率、高度、端面角度及板料厚度組合等多因素影響[5],如表1所列。由于所考慮和研究的因素很多,所以采用正交試驗設計DOE(design of orthogonal experiment)分析上述各參數對鉚接接頭強度和性能的影響。各因素的水平采用混合水平正交表L18(21×37),如表 2 所列。

表1 影響因素及水平

表2 正交設計表
3 拉伸試驗結果與分析
3.1 行程-載荷曲線
按照正交試驗設計方案進行鉚接接頭的拉伸試驗,采用日本島津制造的AG-250KNX精密萬能拉伸試驗機。3種鉚接型式的拉伸試驗裝置如圖4所示。因十字接頭試樣不能直接利用試驗機上的夾具進行試驗,所以設計了專用夾具對十字接頭試樣進行夾持。
為消除試驗誤差,每種接頭型式均采用3個試樣進行試驗,然后取試驗結果的平均值。圖5分別為連接雙層3 mm鋁合金6063板料的3種接頭型式的行程-載荷曲線。由圖5可看出,3種接頭的行程-載荷曲線變化趨勢基本相同,均隨行程的增加載荷逐漸增大;當達到峰值后,隨行程的繼續增加接頭的載荷逐漸下降,直至試件失效。
從行程-載荷曲線可知,搭接接頭的剪脫強度大于對接接頭的撕裂強度和十字接頭的剝離強度,其強度是對接接頭的5~6倍,是十字接頭的3倍左右,這也是實際中搭接接頭比較常用的重要原因。對接接頭撕裂試驗和十字接頭剝離試驗的完全失效位移大于搭接接頭,這說明對接接頭和十字接頭在失效的過程中能有效地吸收動能,具有較大的位移變形量,可防止鉚接點在短時間內徹底斷開[6]。
3.2 接頭強度分析
3.2.1 搭接接頭強度分析
將各影響因素水平作為橫坐標,搭接接頭拉伸試驗的峰值載荷的平均值為縱坐標,繪出主效應圖,見圖6。主效應圖可直觀地反映試驗結果隨各因素不同水平的變化趨勢,根據趨勢圖的平坦或陡峭程度即可判斷因素的主次[7]。
由圖6可看出,各因素對試驗結果的影響程度為:鉚釘橫向放置時的搭接接頭的剪切強度大于縱向放置時的強度;鉚釘壁厚對搭接接頭的剪切強度影響較大,因為壁厚影響鉚接的彎曲度,當壁厚小時容易被壓扁,而壁厚太厚則鉚釘不易彎曲,壁厚為水平1和2(即0.8 mm和1.0 mm)時剪切強度較高;隨鉚釘向心率的增加,剪切強度成增加趨勢;隨鉚釘高度的增大,剪切強度先增大后減小,當鉚釘高度為水平2(4.5 mm)時剪切強度達到最大值,這是因為鉚釘高度較小時鉚接深度小,彎曲度也較小,隨鉚釘高度的增加彎曲度相應增加,刺入上、下板料的部分也增加,可獲得較好的鉚接性能,但是鉚釘高度太高會使板料表面凸起明顯甚至鉚穿板料,因此鉚釘高度應根據鉚接板料厚度組合的情況而定;端面角度對搭接接頭的剪切強度影響較小,隨端面角度的增大剪切強度略增大;板料厚度組合對搭接接頭的剪切強度影響較大,隨板料組合厚度的增大,接頭強度相應增大。
對搭接接頭剪切強度進行正交試驗多因素方差分析。首先計算各因素和誤差的離差平方和SS,然后求出自由度df、均方MS和F值,最后進行F值檢驗。搭接接頭的方差分析表如表3所列。表3中,P表示組內平均值相等的假設成立的概率,P越小說明因素對拉伸強度的影響越顯著。
根據表3中P值可知,影響搭接接頭剪切強度的因素從大到小的排列順序為:F(板料厚度組合)、B(壁厚)、C(向心率)、A(放置型式)、D(高度)、E(端面角度),這與直觀分析的結果一致。其中因素F的P值為0.046,因素B的P值為0.067,因素C的P值為0.075,這說明板料厚度組合、鉚釘的壁厚和向心率對搭接接頭的剪切強度影響非常顯著。對于搭接接頭,剪切強度越高越好,因此選擇參數A1B2C3D2E3F1為最優參數水平組合,即,橢圓管狀鉚釘橫向放置,壁厚為1 mm,向心率為0.8,高度為4.5 mm,端面角度為60°,2層3 mm板料厚度。

表3 搭接接頭的方差分析表
3.2.2 對接接頭強度分析
對接接頭的撕裂強度試驗與搭接接頭的剪切強度試驗類似,通過拉伸試驗機進行單向拉伸測得靜態撕裂強度。
將各影響因素水平作為橫坐標,對接接頭拉伸試驗的峰值載荷的平均值為縱坐標,繪出主效應圖,見圖7。
由圖7可看出,各因素對靜態撕裂強度的影響大小順序依次為:F(板料厚度組合)、B(壁厚)、D(高度),C(向心率)、E(端面角度)、A(放置型式)。 鉚釘的放置型式對對接頭的撕裂強度影響較小;鉚釘壁厚對對接接頭的撕裂強度影響較大,在水平1和2(壁厚為0.8 mm和1.0 mm)時對接接頭的撕裂強度較高,鉚釘壁厚為1.2mm時,因鉚釘不易彎曲變形,對接接頭的撕裂強度急劇下降;鉚釘向心率越大,對接接頭的撕裂強度越低,因對接接頭主要利用鉚釘與上、下板料間的機械互鎖作用承受拉伸過程中的撕裂,鉚釘向心率越小,鉚釘的長軸與短軸之間的差值越大,抵抗變形的能力越強,相應地對接接頭的撕裂強度越大;鉚釘高度越大,對接接頭的強度越大;鉚釘端面角度對對接接頭的撕裂強度影響較小;板料厚度組合對對接接頭的撕裂強度有較大影響,板料組合厚度應大于鉚釘高度。
對對接接頭試驗結果進行正交試驗多因素方差分析,對接接頭的方差分析表見表4。

表4 對接接頭的方差分析表
由表4中P值可知,各因素對對接接頭撕裂強度的影響從大到小排列順序為:F(板料厚度組合)、B(壁厚)、E(端面角度)、D(高度)、C(向心率)、A(放置型式),這與圖7直觀分析的結果一致。由P值也可知, 因素 F、B、E、D 的 P 值分別為 0.014、0.014、0.035、0.052,遠小于1,對試驗結果有較顯著的影響。對接接頭試驗的最優方案為A1B1C1D3E3F3,即橢圓管狀鉚釘選擇橫向放置,壁厚為0.8 mm,向心率為0.4,高度為5 mm,斷面角度為 60°,板料厚度組合為2.5 mm、3 mm鋁合金板料。
3.2.3 十字接頭強度分析
十字接頭拉伸試驗主要研究鉚接試樣的剝離能力,與搭接接頭和對接接頭相比,十字接頭在拉伸過程中主要承受徑向載荷,無橫向載荷或彎矩。將各影響因素水平作為橫坐標,十字接頭拉伸試驗的峰值載荷的平均值為縱坐標,繪出主效應圖,見圖8。
由圖8可看出,各因素對試驗結果的影響程度為:鉚釘橫向放置時十字接頭的剝離強度稍大于縱向放置時的強度;隨鉚釘壁厚的增加,十字接頭的剝離強度下降,在水平3(壁厚為1.2 mm)時,峰值載荷最小,這是因為鉚釘壁厚太大時不易擴張變形,也不易彎曲,所以剝離強度較低;鉚釘向心率對十字接頭的剝離強度影響較小;隨鉚釘高度的增加,十字接頭的剝離強度呈增長趨勢;鉚釘端面角度在45°~60°時對十字接頭的剝離強度影響較小;板料厚度組合對十字接頭的剝離強度影響較小。
通過進一步的方差分析得到十字搭接接頭的方差分析表,見表5。
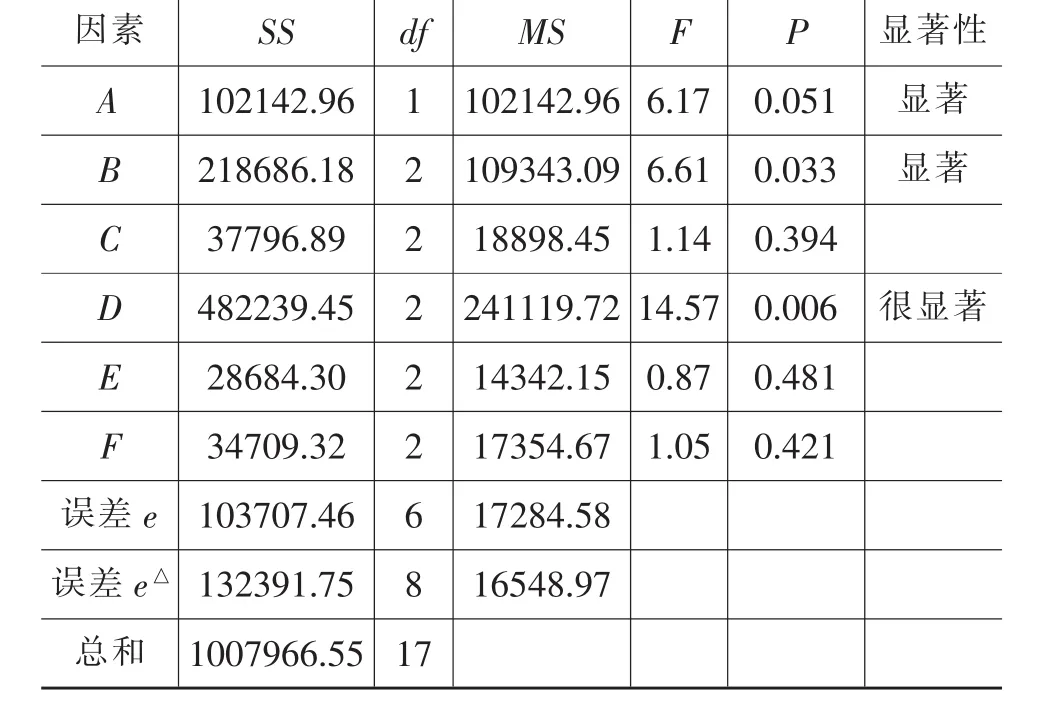
表5 十字搭接接頭的方差分析表
根據表5中P值可知,各因素對十字接頭剝離強度影響程度由大到小排列順序為:D(高度)、B(壁厚)、A(放置型式)、C(向心率)、F(板料厚度組合)、E(端面角度)。因素D的P值為0.006,B的P值為0.033,A的P值為0.051,都遠小于1,這說明因素D、B、A對十字接頭的剝離強度影響較顯著,其它因素的P值為0.394~0.481,對十字接頭的剝離強度影響較小。
4 剖面質量分析
鉚接件剖面質量直接決定鉚接件性能的優劣,鉚接件剖面圖能很好地反映出鉚釘各參數對鉚接性能的影響,找出這些因素對鉚接件接頭性能影響的原因,并通過優化鉚釘參數可使鉚接性能更佳[8]。根據正交試驗設計表,在不同工藝參數(表2的ER1~ER18)下進行自沖鉚接,得到接頭剖面圖如圖9所示,圖9中的編號1~18為表2中參數ER1~ER18對應的鉚接剖面圖。
結合表2和圖9可知,橢圓管狀鉚釘橫向放置時的鉚接件接頭剖面比縱向放置時的剖面質量好。鉚釘壁厚為0.8 mm的剖面質量總體上比壁厚為1 mm和1.2 mm的剖面質量好。正交試驗中鉚釘壁厚為0.8 mm的鉚接件接頭剖面圖編號為 1、2、3、10、11、12,這些剖面圖有較好的彎曲變形和鉚接深度,剖面中上、下板料的間隙較小。隨鉚釘壁厚的增加,鉚接彎曲度減小,剖面中上、下板料的間隙增大。這是因為當鉚接壓力一定時,鉚釘壁厚越大,鉚釘越難變形,鉚釘擴張變形相對越小。由圖9還可看出,不同端面角度和不同高度的鉚釘在2層板料中的擴張程度不同,剖面質量也不同。
5 接頭典型失效形式
圖10為不銹鋼SUS304橢圓管狀鉚釘鉚接鋁合金6063板料的主要失效模式。由圖10可看出,當鉚接的機械自鎖強度較低時,鉚釘直接從鉚接接頭處被拉出,出現接頭剝離失效[9],見圖10a;當上層板料較薄時,拉伸過程中容易出現上板料撕裂失效 (圖10b),這種失效形式主要是由于下板料比上板料厚,且板料厚度比鉚釘高度大0.5 mm左右,拉伸過程中受到剪切力矩的作用,鉚接深度不一,致使比較薄的上板料發生翹起,被拉伸力撕裂;圖10c所示為上、下板料都被撕裂,下板料出現鉚接洞現象,這主要由于橢圓管狀鉚釘的向心率較小,長短直徑之差太大,受力矩的作用而使鉚釘偏轉并將板料撕破刺出洞。
6 結束語
以橢圓管狀鉚釘為研究對象,研究了鉚釘各因素對自沖鉚接接頭性能的影響。
a.分析了不同鉚接接頭型式的載荷-行程曲線變化趨勢,可知搭接接頭的強度為對接接頭的5~6倍,是十字接頭的3倍左右。
b.采用方差分析法對鉚接靜強度進行了分析,當鉚釘高度與鉚接板料厚度組合相近時鉚接強度最高;鉚釘的壁厚和向心率對鉚接靜強度影響較顯著;鉚釘的放置型式和端面角度對拉伸試驗結果有一定影響。
c.鉚接接頭主要存在剝離失效和板料撕裂失效2種失效形式。自沖鉚接工藝優化要綜合考慮鉚接接頭的剖面質量、失效形式和靜強度等評價指標。
1 劉瑞軍,李雙義.自沖鉚接技術在汽車車身輕量化中的應用.汽車技術,2004(11):32~36.
2 黃志超.板料連接技術進展.鍛壓技術,2006,32(4):119~121.
3 Abe Y,Kato T,Mori K. (2009)Self-piercing riveting of high tensile strength steel and aluminum alloy sheets using conventional rivet and die.Journal of Materials Processing Technology, (209):3914~3922.
4 金鑫,李永兵,樓銘.基于正交試驗的鋁合金-高強鋼異種金屬自沖鉚接工藝優化.汽車工程學報,2011,1(3):185~191.
5 李曉靜,李雙義.半空心鉚釘自沖鉚接工藝的試驗研究.汽車技術,2004(5):21~24.
6 李永利.鋁板件自沖鉚接的試驗分析.內蒙古工業大學學報, 2009, 28(3):204~208.
7 黃舒彥.鋁鋼異種金屬自沖鉚接工藝與質量評價研究:[學位論文].上海:上海交通大學,2011.
8 Wang J W, Liu Z X.(2011) Self-piercing riveting of wrought magnesium AZ31 sheets.Manufacturing Science and Engineering, (133):0310091-0310099.
9 鐘毅,林鍵.自沖鉚接接頭拉剪強度的數值模擬研究.材料工程,2011(11):18~22.
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
今日農業(2021年17期)2021-11-26 23:38:44
食品安全導刊(2021年21期)2021-08-30 08:21:30
當代陜西(2021年12期)2021-08-05 07:45:46
當代陜西(2021年2期)2021-03-29 07:41:24
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
冰雪運動(2016年4期)2016-04-16 05:54:56
通信電源技術(2016年3期)2016-03-26 07:13:38
