發動機鋁合金缸蓋加工面損傷控制措施
2013-08-31 02:32:10杜廣友
裝備制造技術 2013年4期
關鍵詞:分析
杜廣友,陳 翥
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
隨著汽車工業的不斷發展,不但對零件的尺寸有著嚴格的要求,而且對零件的表面品質要求也越來越高。然而,由于發動機缸蓋多采用的是鋁合金材料,硬度低,在生產過程中容易產生表面損傷。本文將結合上汽通用五菱發動機制造部機加工車間的實際情況,研究影響缸蓋表面質量最基本、最常見的缺陷——缸蓋表面損傷,通過研究分析損傷的類型及影響的主要因素,并提出在實際生產中的預防和改善的控制措施。
1 缸蓋鋁合金表面損傷的形成及現狀分析
在缸蓋生產或搬運的過程中,缸蓋的表面由于生產過程或搬運過程中存在碰撞、擠壓、跌落或機床加工時定位不好等原因,導到缸蓋表面形成壓傷、劃傷、凹坑、凸起、變形等品質缺陷。在實際生產中,如果不及時發現并進行處理此類缺陷,則會給生產和質量帶來很大的影響,甚至會造成批量報廢。從每月工廢統計的數據分析看,每月缸蓋表面損傷報廢占了整個工廢數的60%左右。所以,缸蓋零件表面損傷已是困攏缸蓋生產線的一個難題,要降低零件的工廢率必須要從減少零件表面損傷方面下手。
2 常見的鋁合金缸蓋表面損傷形式及控制方法
缸蓋的損傷形式主要有:缸蓋頂面損傷、缸蓋底面損傷、缸蓋前后端面損傷、缸蓋進排氣面損傷以及缸蓋油封平臺損傷。
根據缸蓋表面損傷的形式,下面我們對缸蓋的幾種損傷缺陷進行分析并制定相關的整改措施。
2.1 缸蓋頂面損傷的原因分析及控制方法
(1)原因分析
缸蓋零件頂面在OP80加工中心精加工之后,頂面的粗糙度要求為小于Ra1.6,如果表面存在輕微的碰撞,將影響零件的表面粗糙度,嚴重的情況下將會造成缸蓋頂面與缸蓋罩密封不嚴導致缸蓋泄漏的現象。
(2)控制方法
經過分析,缸蓋頂面損傷主要有兩個方面,其產生原因及改進措施如表1所示。
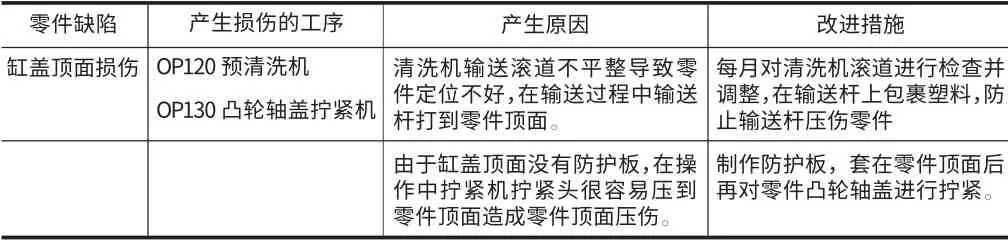
表1 缸蓋頂面損傷產生原因及改進措施
2.2 缸蓋底面損傷的原因分析及控制方法
(1)原因分析
缸蓋零件底面在經過精加工之后,底面的粗糙度要求小于Ra0.8。即使表面存在輕微的損傷,都將會影響缸蓋與缸體的密封性,嚴重明會影響發動動機的性能。
缸蓋底面損傷主要有以下幾方面原因:
一是,缸蓋零件在運輸過程中底面與滾道接觸,而滾道存在不平,滾道貼有鋁屑、滾道卡料等,所以在運輸過程中極易造成底面壓傷。
二是,由于缸蓋在最終清洗時需要經過翻轉清洗,橫移清洗吹干等工序,在清洗過程中清洗機的運動部件極易對缸蓋底面導致損傷,零件定位面貼有鋁屑等原因也很容易造成損傷。
三是,零件在清洗完后還要進行最終試漏,如果零件清洗不干凈,鋁屑便會掉到工裝上與零件的底面接觸,在試漏過程中,設備頂起缸蓋,并在工裝與缸蓋之間施加一個很大的力,導致夾在工裝與零件這間的鋁屑壓入零件底面中造成較大的凹坑。
(2)控制方法
綜上所述,我們把缸蓋底面壓傷的原因和措施具體列表如表2所示。
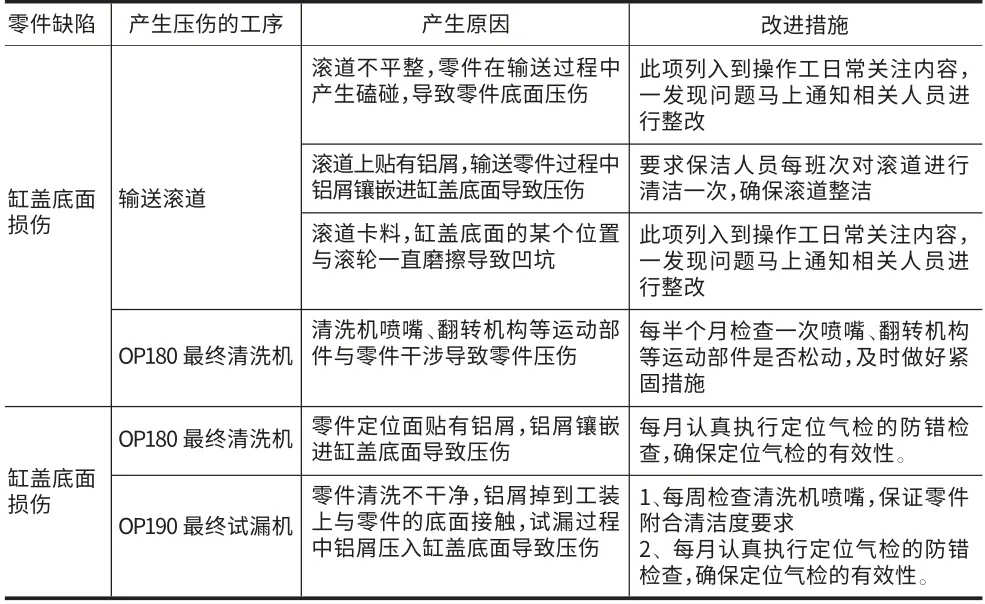
表2 缸蓋底面壓傷產生原因及改進措施
2.3 缸蓋前后端面損傷的原因分析及控制方法
(1)原因分析
缸蓋零件前后端面加工的位置為OP90加工中心,前后端面的粗糙度要求為小于Ra1.6。其中,前端面安裝出水口支座,此處要求較高,如果此部位有壓傷則會造成發動機冷卻水泄漏,將嚴重影響發動機運行。后端面則安裝正時鏈輪。
導致缸蓋前后端面壓傷有幾方面的原因:
一是,員工在操作過程中過于用力,導致缸蓋的前后端面與設備工裝或手動輸送滾道的導條接口處產生碰撞。
二是,設備的上料工裝限位塊過于銳利,缸蓋在進出設備工裝時很容易產生碰傷、劃痕。
三是,滾道導向條接口不平,零件在拉過接口時容易引起零件前后端面與導向條接口碰撞產生撞傷。
綜上所述,我們把缸蓋前后端面壓傷的原因和措施具體列表,如表3所示。
(2)控制方法
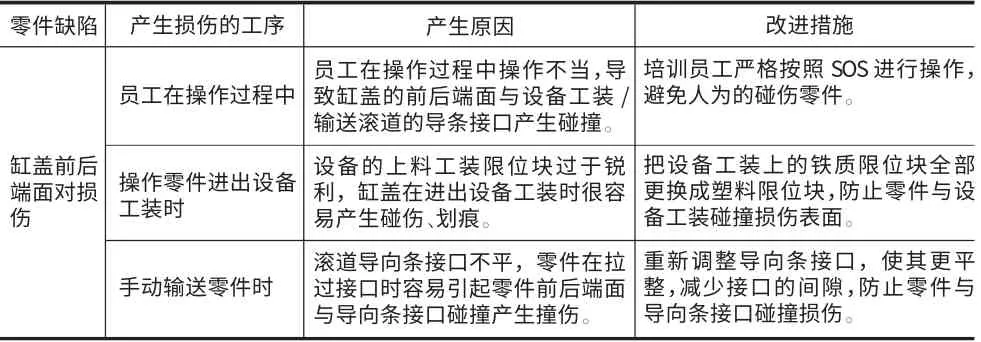
表3 缸蓋前后端面壓傷產生原因及改進措施
2.4 缸蓋進排氣面損傷的原因分析及控制方法
(1)原因分析
缸蓋進排氣面的粗糙度要求較高,一般為小于Ra1.6。排氣側在工作過程中經受高溫考驗,排氣側表面有損傷會嚴重影響發動機的氣密性。進氣表面有損傷,則可能會導到燃油泄漏,發動機性能不足的情況。
產生缸蓋進排氣面損傷的原因有兩種:一種是員工在生產操作過程中過于粗魯,缸蓋與設備/滾道邊角產生碰撞而產生壓痕;另一種是零件在過滾道旋轉臺時,滾道系統故障,導致缸蓋被旋轉的轉臺夾傷零件進排氣面。
(2)控制方法
下面我們通過圖表方式對此問題進行分析,分析如表4所示。
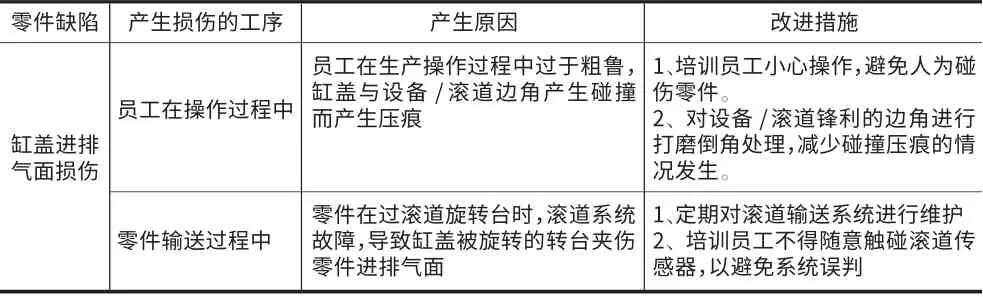
表4 缸蓋前進排氣面損傷產生原因及改進措施
2.5 缸蓋油封平臺損傷的原因分析及控制方法
(1)原因分析
在生產過程中,缸蓋線導管座圈壓裝機壓裝工件時,經常出現因油封平臺面貼有鋁屑而導致油封平臺壓傷,設備在對缸蓋進行壓裝導管時導管與零件壓裝密封性不好而造成缸蓋燃燒室泄漏不合格。
經檢查,貼在油封平臺的鋁屑較大,而且呈半圓狀。圈狀鋁屑殘留在缸蓋油封平臺底部,因顆粒大被卡在工件內清洗機無法清除,導致缸蓋在OP70導管座圈壓裝時,缸蓋油封平臺面因壓傷而報廢。究其原因,此問題主是要因為缸蓋零件鋁屑過大,清洗機清洗不干凈造成。
通過檢查發現此鋁屑為加工挺桿孔時產生。由此說明了加工挺桿孔的刀具斷屑不好,需要對此刀具進行改進。同時我們也需要對清洗機的清洗能力進一步提高。
(2)控制方法
針對問題,制定以下方案,如表5所示。
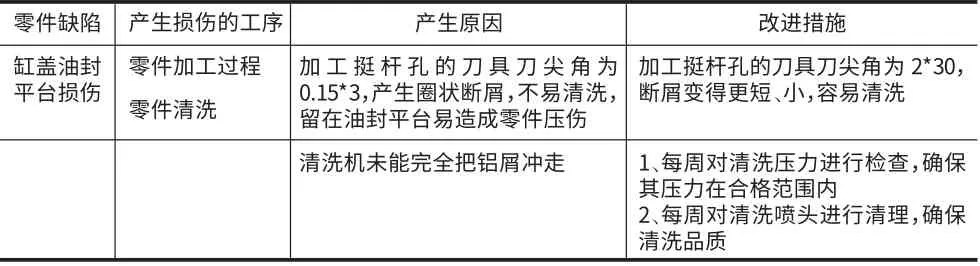
表5 缸蓋油封平臺損傷產生原因及改進措施
3 結束語
鋁合金缸蓋制造工藝比較復雜,要想觖決缸蓋表面損傷的問題,就必須從加工工藝、刀具、設備工裝夾具,滾道系統,人員操作等方面入手,通過加強對加工工藝/刀具的優化,設備工裝夾具/滾道系統的維護改造以及不斷提高員工的技能,在實際生產中一旦出現零件表面損傷的情況,要做到多方結合,及時調整,只有這樣才能有效地預防和改善零件表面損傷的現象,提高零件品質。
[1]達世亮.汽車制造切削加工系統工程及應用[M].上海:機械工業出版社,2009.
[2]毛平淮.互換性與測量技術基礎[M].北京:機械工業出版社,2006.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
