換擋指成形模具中的跑粉槽設計及應用
2013-08-29 08:17:32鄭惠魏偉
汽車零部件 2013年8期
鄭惠,魏偉
(魯銀投資集團禹城粉末冶金制品有限公司,山東禹城251200)
0 引言
在汽車零件中,鐵基粉末冶金結構件占有很大的比例,特別是變速箱里的變速機構,還有一些鎖件也改成了粉末冶金材料,如換擋指、控制爪、換擋擺桿、互鎖塊、換擋軸套、同步器齒轂等。性能好、精度高、形狀復雜的結構零件對模具的要求也越來越高,傳統的模具設計與制造方法已不能適應工業產品及時更新換代和提高質量的要求,因此必須對粉末冶金結構件模具進行創新。以換擋指結構件 (如圖1所示)的研發和生產為例,需要組合模沖才能壓制的產品,采用跑粉的方式,用整體模沖壓制。
圖1為汽車粉末冶金結構件換擋指,它是變速箱中重要的組成件之一,它直接影響著汽車擋位變換。根據其形狀為異形件,而且又屬于端面不等高壓坯,采用跑粉的方式壓制該結構件有很大的優勢。首先根據其形狀設計出上模沖、陰模、下模沖的尺寸;其次,計算出成形過程中有多少粉末溢出,確定跑粉槽的大小以及深度;最后,根據液壓設備以及成形方式設計出該模具。
1 產品分析
換擋指的幾何尺寸如圖2所示。換擋指的密度要求大于6.8 g/cm3。
根據圖2和表1所示的要求,對產品零件進行全面的技術分析[1]。為了達到零件的性能要求,使用赫格拉斯ABC100.30霧化粉末,其粉末性能穩定,采用模壓成形工藝方法能夠滿足產品尺寸、形狀、精度、表面粗糙度、密度及有關硬度、強度等使用性能的要求。但從工藝上來看,產品有些尺寸、形狀部位不適宜模壓成形,而需要采用后續輔助機械加工的辦法使之達到用戶對產品尺寸形狀及精度的要求。因此采用模壓成形后再機加工的方式進行生產,這樣就能滿足產品大批量生產的需求。
鐵基金屬粉末作為一種非連續體,具有流動性。在成形過程中,壓力經上模沖傳向粉末時,粉末在某種程度上就表現出與液體相似的性質——力圖向各個方向運動。傳統的成形方式是將陰模中的粉末全部壓制成壓坯,然而對于不等高壓坯,尤其是壓坯上下皆有臺階時,壓制過程中必須有移粉動作。否則,成形壓坯密度分布不均勻,致使沖頭受力不均勻,就會造成裂紋的產生和沖頭被壓彎并且與陰模壁摩擦,這樣就會使產品表面拉傷,嚴重時陰模失效。采用跑粉的方式,將比較矮的臺階上多余粉末跑出,壓坯受力均勻,這樣整體模沖就會取代組合模沖。
在原上二下二組合模沖的基礎上,在陰模成形腔上端加工用于溢出多余粉末的開口,即跑粉槽。根據粉末流動性特點,由壓制過程中陰模腔中不同地方跑粉量計算出跑粉槽尺寸,并且將其改進為上一下一整體模沖,從而滿足了不等高壓坯在成形時壓制速率、壓縮比、裝填系數一致的要求。整體模沖在成形過程中不用進行移粉動作,脫模時間也會降低,大大地提高了生產效率。在壓制過程中調整陰模板的主動浮動向下移動的起始時間,可以調節不等高壓坯高度差;再次調整主動浮動向下移動距離,調節產品自上而下的密度分布,這樣就實現了不等高壓坯各個臺階的密度均勻。
2 研制方法
2.1 成型模的設計
根據換擋指的形狀,設計零件的壓坯圖,如圖3所示。
該零件由右邊圓筒和左邊塊條組成,在這里分別稱之為筒部與指部。指部的兩個臺階由于h3上下為半圓狀,且h2與h1的高度差較大,所以采用整體模沖壓制燒結后再機加工,車削出多余部分。根據赫格拉斯ABC100.30粉末的成形、燒結經驗,將壓坯筒部和指部臺階的高度分別設計為h3=35 mm,h2=27 mm,h1再通過計算得出。
若h2,h3之間采用整體模沖,按照實際判斷裝粉高度與壓縮比引起的壓坯密度是否在壓坯允許的范圍內 (表1)。
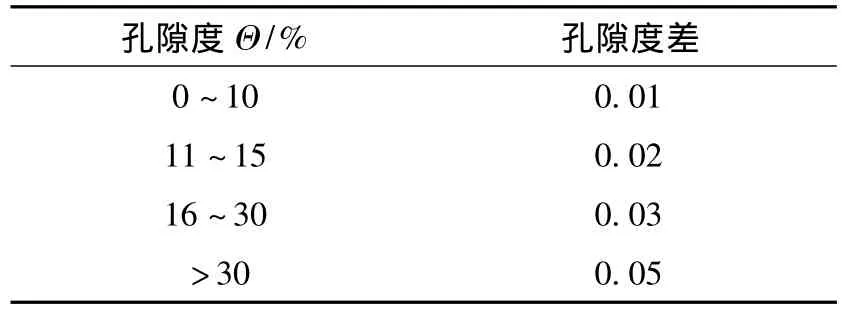
表1 鐵基制品相臨臺階用整體模沖成形時所允許的孔隙度差
ABC100.30粉末松狀密度為ρ松=3.0 g/cm3,根據工藝要求壓坯密度設定為ρ坯=7.0 g/cm3,致密鐵的密度為ρ致=7.8 g/cm3。故理論壓縮比為:
壓坯的孔隙度Θ=1-ρ坯/ρ致=1-7.0/7.8=0.1。查表得孔隙度差為0.01。
從而計算出允許的壓縮比之差:
所以,臺階3的壓縮比是k3=2.33+0.03=2.36,根據壓坯高度、壓縮比以及裝粉高度之間的關系得出h2-h1=1.5.故h1=24。
2.2 跑粉槽尺寸的設計
裝粉時筒部裝粉高度H筒=35×2.33=81 mm,指部裝粉高度分別為H2=27×2.33=62 mm,H1=24×2.36=56 mm,所以h2處要跑掉81-62-3=16 mm的粉;h1位置處要跑掉81-56-4=21 mm的粉,在陰模上打電極做跑粉槽,由于粉末的軸向流動性并不是很好,所以深度要按需要跑掉粉的1.2倍計算,h2處設定為19 mm,h1處設定為25 mm,徑向尺寸按產品尺寸的約1倍即可。如圖4所示。
2.3 模具制備工藝
換擋指模具加工工藝流程如圖5所示[2]。
2.3.1 模具材料的選擇與模具鋼的熱處理
由于模具消耗是構成金屬粉末模壓成形成本的主要因素之一,因此開始的模具材料的選擇及熱處理都影響著模具壽命,選擇模具材料要從使用要求和模具制造成本兩個方面考慮,表2列出了這次模具材料的選擇、熱處理工藝及性能要求。
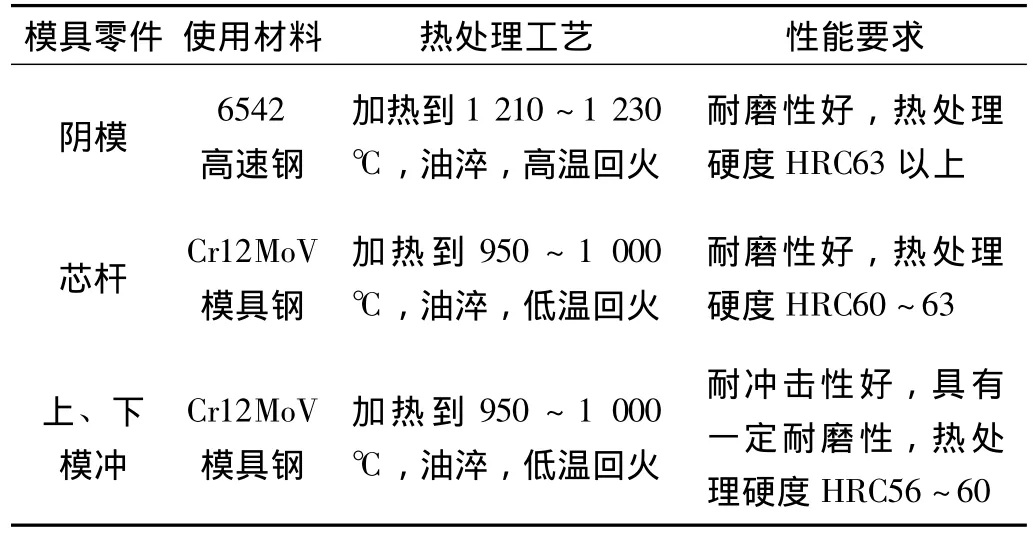
表2 模具材料的選擇與熱處理性能
2.3.2 模具加工
異形陰模的加工:陰模的毛坯是退火的鍛件,經熱處理后硬度在HRC63以上,故采用線切割的方法切出模腔形狀。然后用電火花打出跑粉槽。其工藝步驟為:毛坯→鉆傳絲孔→平磨兩端→數據輸入計算機→線切割→電火花加工→清洗→拋光。
沖頭和芯桿也采用線切割的方式進行加工,加工好模沖后,沖頭座采用經過調質處理的45鋼加工成模沖端面形狀與模沖的插銷緊配,并平磨,加工好的模具要進行裝機實驗,根據成形過程的變化因素對模具尺寸做一定的修整。圖5所示為加工好模具實物圖,其跑粉槽的19、25 mm深度,分別改為19.2、26.3 mm。
2.3.3 檢測結果
通過檢測,采用新型模具成形的產品精度達到工藝要求,并且密度分布均勻。如圖7所示。
3 結束語
任何一副模具都必須經過設計與加工兩個階段,只有設計合理并加工完好的模具才有可能滿足壓制生產的要求,因此,模具生產不僅要考慮壓制需要,還要考慮加工需要。根據粉末性能選擇合適的模具材料進行切削加工;依據粉末成形方式以及成形后壓坯尺寸再次調整模具尺寸,使其精度達到可以標準化生產的要求。
【1】張華誠.粉末冶金實用工藝學[M].北京:冶金工業出版社,2004:132.
【2】印紅羽,張華誠.粉末冶金模具設計手冊[M].北京:機械工業出版社,2002:373 -378.
