汽車熱成型板焊接質量控制
2013-08-29 08:17:28鄧林
汽車零部件 2013年8期
關鍵詞:質量
鄧林
(上海賽科利汽車模具技術應用有限公司,上海201209)
0 前言
熱成型鋼材料屬耐熱合金鋼,有較高的硬化性能,易導致焊核脆化,特別是熱影響區嚴重降低了接頭的韌性和塑性,增加了焊核裂紋和氣孔傾向。同時焊接過程中易產生飛濺和毛刺,由于熱成型鋼的硬度很高,減少飛濺和去毛刺困難,導致制造成本大及焊接質量控制難的問題。因此選擇合適的焊接設備及工藝顯得至關重要。
1 材料及焊接性分析
1.1 材料分析
材料:牌號為GMW14400M-ST-S;等級為HS1300T/950Y;C的質量分數 w1=0.19% ~0.27%、Mn的質量分數 w2=1.00% ~1.50%、Al的質量分數w3=0.010%(min)、Si的質量分數 w4=0.50% (max)、Ph的質量分數 w5=0.030%(max)、S的質量分數w6=0.015%(max)、Cr的質量分數w7=0.35%(max)、Ni的質量分數w8=0.010%(max)(100 ppm)、B的質量分數w9=0.0005% ~0.003%;組織為馬氏體。
1.2 可焊性分析
該材料屬耐熱合金鋼,耐熱合金鋼的主要合金元素都顯著地提高了鋼的淬硬性,鉻在較高的冷卻速度下熱影響區的淬硬性更強[1]。該材料的組織是馬氏體,焊接接頭容易產生冷裂紋和脆化。總之熱成型鋼有較高的硬化性能從而導致焊核脆化,特別是熱影響區嚴重降低了接頭的韌性和塑性,增大了焊核裂紋和氣孔傾向的出現概率。在點焊時由于加熱及迅速冷卻會形成脆性相當大的焊點,同時焊接過程中易產生飛濺和毛刺,從而使焊接質量難以控制。焊前預熱和焊后熱處理可以防止裂紋和消除焊接殘余應力,而且可以改善組織,提高接頭的綜合力學性能。
該材料加入了合金元素 (如 Mn,Si,Cr,Ni,B),通過調質處理可獲得綜合性較好的高強鋼,熱成型鋼的屈服強度可達1 250 MPa,B的加入提高了鋼的熱強性,所以焊接時需要很大的焊接壓力。
1.3 焊接工藝措施
適宜對脆性大的材料焊接的傳統工藝方法有:(1)用弱規范焊接以防止形成裂縫,隨后再對焊接件作全面熱處理;(2)用很弱的規范焊接,之后不作熱處理;(3)用強規范焊接,緊隨之后立即在焊機上進行熱處理。
第一種方法可以保證金屬組織最為一致,但不適宜生產狀況。第二種方法其缺點是生產率低,焊接變形大,焊點區域內晶粒粗大。所以第三種方法焊后立即熱處理是最適用的方法。點焊時最合理的熱處理循環是:焊接→在電極間冷卻→重新加熱。由于迅速冷卻,焊接區內的鋼可能淬火,二次加熱時在焊接區內實現了或多或少的完全回火,因而金屬的硬度降低,塑性增高。短時間的二次加熱對鋼的組織及機械性能大有影響。焊點脆性可用p拉/p剪之比表示,比值越小,焊點的脆性越大。焊點在電極間的熱處理能夠大大提高p拉/p剪之比。為使電極間的熱處理有效,二次加熱時焊點區域內的溫度不要超過鋼的重結晶溫度[2]。
兩種焊后熱處理方式為緩冷雙脈沖規范和回火熱處理雙脈沖規范。
2 某車型B柱焊接實例
圖1為某車型B柱數模截圖。
2.1 焊接材料信息
某車型B柱焊接材料信息如表1所示。
2.2 焊接設備選擇
焊接設備主要是中頻直流焊機、伺服焊槍和焊接方式機器人。
中頻直流焊機。與交流焊機相比,中頻直流焊機產生的焊接電流不經過零點,在焊接脆硬材料時減小了產生裂紋的傾向;中頻直流焊機產生的焊接電流接近完全直流,由于沒有明顯的峰值電流,熔核尺寸穩定,飛濺明顯減少;中頻直流焊機控制線路設計精確,抗干擾能力強,焊接質量穩定,熱效率高。
伺服焊槍。由于熱成型鋼硬度高于普通鋼,所以焊接壓力要大于普通鋼的焊接壓力。采用伺服焊槍焊接,可以達到較高且穩定可控的焊接壓力;由于伺服焊槍的焊接壓力通過伺服電機來控制,因此比氣動焊槍傳動好,且焊接壓力穩定可靠,提高了焊接質量。

表1 某車型B柱焊接材料信息
3 焊接飛濺及毛刺的解決方法
焊點飛濺和毛刺大,由于熱成型材料硬度超高,焊后毛刺打磨困難,造成打磨耗材及人工成本很大,見表2。
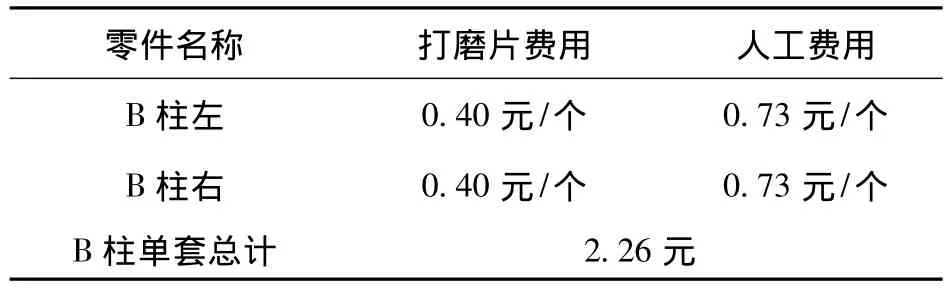
表2 B柱熱成型打磨成本
3.1 焊接缺陷原因
熱成型鋼屬耐熱合金鋼,電阻大,高溫抗拉強度高,可以用較低電流焊接,但必須采用高電極壓力。如果電極壓力太小,焊接過程中由于電極壓力不足而產生飛濺,且飛濺的遺跡便成為氣孔。圖2中顯示的常規壓力焊槍是原來應用在某車型B柱上的伺服焊槍和焊接方式機器人。該焊鉗結構不合理并且材料硬度相對低,存在電極壓力不夠大的缺陷。它在加壓通電時會引起大的變形量,伺服電機設計安裝方式無法發揮最大扭矩,當焊鉗壓力到達4 500N時機器人報警 (伺服電機扭矩超值)。連續焊接時,由于焊鉗冷卻回路較小,焊鉗過熱時會發軟,導致焊鉗壓力無法上升。實際工作時焊鉗壓力持續下降,直到4 000N時機器人才不報警 (伺服電機扭矩不超值)能穩定工作。
表3為改造前現場焊鉗的技術參數。
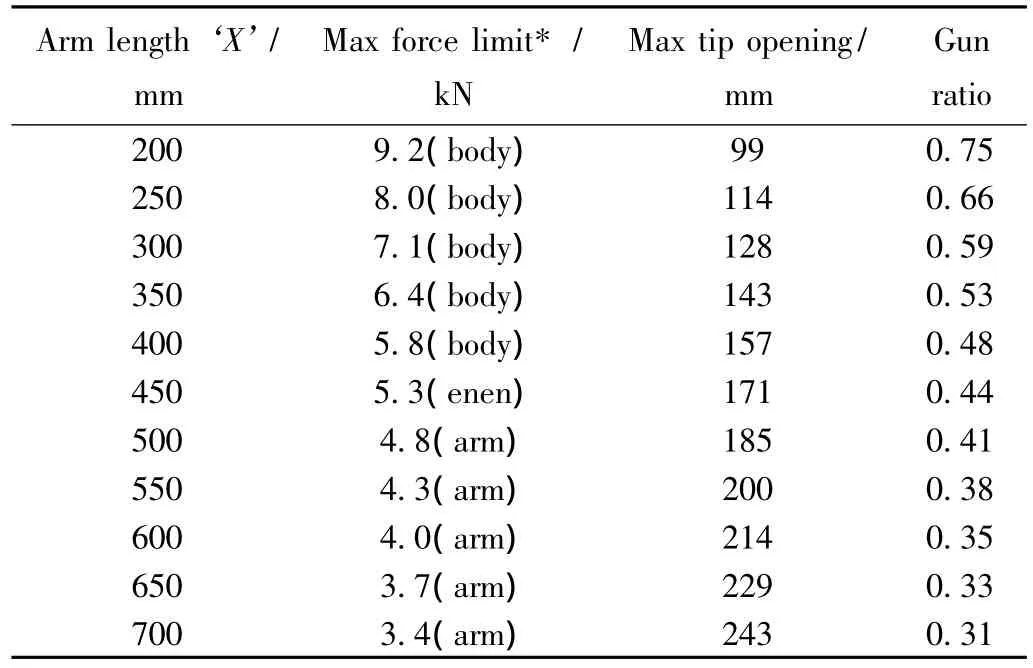
表3 改造前現場焊鉗的技術參數
3.2 解決方法
步驟一:采用模塊化大壓力焊鉗。焊接電極壓力可達6 000N,機器人無報警。
圖3所示為改造后焊鉗示意圖。
步驟二:焊機由三相交流變頻焊機替代中頻直流焊機。
圖4是改造前、后焊接控制原理圖。
圖5—7是三種焊接控制器的二次電流波形比較。
三相交流變頻焊機的工作原理是50/60 Hz電源輸入,經整流、濾波變成平滑的直流電,以IGBT/K1作開關器件產生交替的電壓輸出,通過調整高頻 (5 kHz)工作的IGBT/K2的開通脈沖寬度實現設定的焊接電流輸出。
三相交流變頻焊機特點是:三相電源輸入,用電平衡;功率因數大;對電流的快速響應控制提高了焊點的質量;飛濺少;對相同的焊接工件,焊接時間縮短,節省用電;焊接穩定區加大;電極壽命增長。
與三相交流變頻焊機相比較,中頻直流焊機在焊接過程中無冷卻,持續加熱,使得熱成型零件的高溫耐熱鋼因熱量過大而引起飛濺和毛刺。
4 結論
經過焊接設備改造,某車型熱成型焊接總成件B柱 (左/右)無虛焊及飛濺和毛刺,保證了焊接質量。焊后無需打磨,打磨人工和打磨輔料按E12車型B柱總綱領結算可節省80萬。中頻交流變壓器及中頻交流控制箱設備與中頻直流變壓器及中頻直流控制箱設備費用比較,節省了15萬。零件總成表面鍍層未破壞,保證了零件表面質量。車間無焊接粉塵和打磨粉層,滿足了環保要求。
【1】中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2001.
【2】壓焊工藝與設備[M].中國工業出版社,1961.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
