曼機(jī)F173材質(zhì)活塞銷熱處理工藝
2013-08-28 06:39:50南車玉柴四川發(fā)動機(jī)有限公司四分廠資陽641301李貴智
金屬加工(熱加工) 2013年1期
南車玉柴四川發(fā)動機(jī)有限公司四分廠 (資陽 641301) 李貴智
我公司為專業(yè)生產(chǎn)內(nèi)燃機(jī)車和船用柴油機(jī)企業(yè),先后生產(chǎn)過陜柴、鎮(zhèn)柴、280柴油機(jī)等各類型號的活塞銷。與以前各類活塞銷比較,曼機(jī)32/40型號活塞銷在選材、技術(shù)要求、檢測標(biāo)準(zhǔn)方面都更嚴(yán)格,熱處理技術(shù)難度增大,為此我們進(jìn)行了一系列熱處理工藝試驗。
1.曼機(jī)32/40活塞銷材質(zhì)及技術(shù)要求
活塞銷尺寸φ145mm/ φ40mm×260mm,材質(zhì)原為18CrNiMo7-6,后用F173(本溪鋼鐵公司冶煉,陜柴PC機(jī)活塞銷專用料)代替,化學(xué)成分見表1,并與12CrNi2(鎮(zhèn)柴活塞銷材質(zhì))作比較,冶煉工藝為電弧爐+真空脫氣。
金相試棒φ50mm×50mm,力學(xué)性能試棒φ53mm(活塞內(nèi)外半徑差)×210mm。
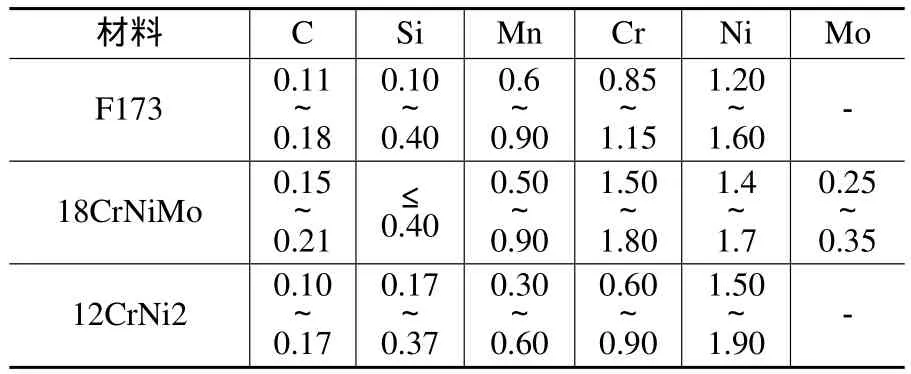
表1 化學(xué)成分 (質(zhì)量分?jǐn)?shù)) (%)
熱處理技術(shù)要求如下:①心部力學(xué)性能要求見表2。②成品表面碳濃度≤0.85%。③滲碳層至心部的組織應(yīng)均勻過渡,殘留奧氏體≤10%,奧氏體晶粒度5~8級。④硬化層表面硬度60~64HRC,表面硬度必須在每件外徑上檢測三個點(右側(cè)、左側(cè)、中部)。⑤成品硬化層深度1.5~2.0mm,硬度極限值為550HV1。

表2 活塞心部力學(xué)性能要求
2.難點分析及工藝試驗方案
(1)滲碳階段 F173的合金元素主要為Cr和Ni,隨著Cr、Ni含量的提高,強(qiáng)烈降低Ms點,從而使殘留奧氏體量較多,獲得表面硬度較低,最大硬度對應(yīng)的表面碳濃度下降,故要求成品表面碳濃度≤0.85%;但滲碳層中適量的細(xì)小且均勻彌散分布的碳化物能保證活塞高耐磨性,綜合考慮,成品表面碳濃度定為0.75%~0.85%。
活塞銷滲碳層至心部的組織應(yīng)均勻過渡,不能有明顯的斷面,要求擴(kuò)散時間要足夠長,同時初始強(qiáng)滲和擴(kuò)散階段的碳勢不能相差太大,以免出現(xiàn)“低頭”情況。滲碳溫度越高,滲碳速度越快,但溫度過高,將導(dǎo)致奧氏體晶粒度長大。
滲碳設(shè)備為RQT-90-9B井式滲碳爐,配備北京培特公司的HT8002A1C控制系統(tǒng),采用自適應(yīng)法控制滲碳工藝過程,其滲碳參數(shù)可在電腦控制系統(tǒng)界面中直接設(shè)定。F173不能在電腦中直接找出,通過計算合金系數(shù),采用相近的12CrNi2代替。
設(shè)定滲碳溫度920℃,允許最高爐氣碳勢1.1%,允許最高表面碳濃度1.0%,最終表面碳濃度0.85%,擴(kuò)散提前系數(shù)(滲碳系統(tǒng)設(shè)定參數(shù))1.4,滲碳層深度2.0mm,參考碳濃度0.36%。
(2)淬火階段 滲碳淬火后,在每件外徑上檢測3點表面硬度,如果爐內(nèi)氣氛循環(huán)不好,或爐溫溫差大,都將導(dǎo)致產(chǎn)品碳濃度不均勻,達(dá)不到技術(shù)要求。由于活塞銷留量僅為0.3mm,因此為減少活塞銷的變形,同時保證淬火后的硬度均勻性,滲碳裝爐將其垂直平放于滲碳筐內(nèi),間隔均勻,同時使φ40mm孔內(nèi)的氣氛能夠流通。淬火用由圓鋼焊接制作的圓形淬火筐,活塞銷垂直放入筐內(nèi),每筐6件,達(dá)到冷卻均勻性。滲碳淬火工藝曲線如圖1所示。
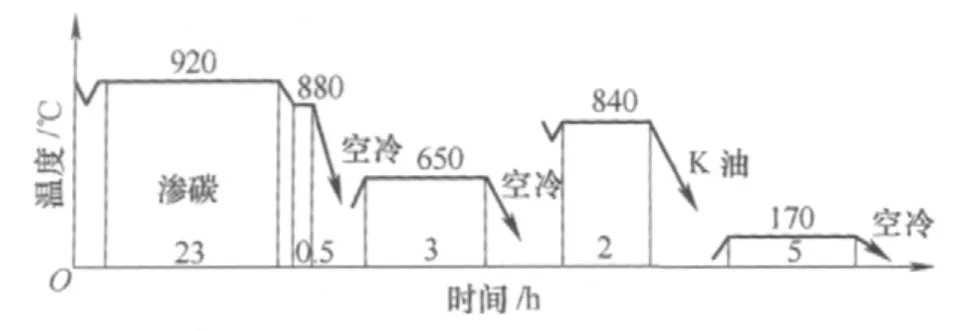
圖1 活塞銷熱處理工藝曲線
3.試驗結(jié)果與主要問題
滲碳完成后抽取上、中、下3筐試棒作表面碳濃度檢測。由于該活塞銷在后序加工中有0.3mm的磨量,因此先將表層去掉0.2mm,依次取0.2mm厚的鐵屑做剝層試驗,碳濃度值如表3所示。
從表3可見,表面碳濃度為0.78%~0.82%,均勻性很好;碳濃度平緩過渡,無驟然變化。以0.36%為參考碳濃度,滲碳層深度約為2.1mm;經(jīng)淬火、回火以550HV1為極限值做硬度法檢測,滲碳層深度為2.2mm。

表3 剝層試驗碳濃度值 (%)
活塞銷心部力學(xué)性能試棒采用φ60mm×210mm,同爐滲碳處理后加工到φ53mm×200mm,840℃K油淬火、170℃回火后,按GB/T2975-1998標(biāo)準(zhǔn)在1/2半徑處取樣進(jìn)行力學(xué)性能試驗,其結(jié)果見表4,不能達(dá)到心部力學(xué)性能要求。表面硬度59~60.5HRC,也略低于技術(shù)要求。
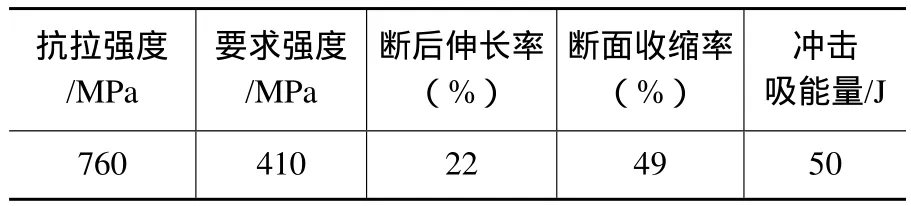
表4 淬K油心部力學(xué)性能試驗值
4.工藝改進(jìn)及結(jié)果
(1)提高心部力學(xué)性能 從合金元素含量分析, F173材質(zhì)淬透性較差,對力學(xué)性能試棒進(jìn)行金相分析,組織中主要為鐵素體+少量板條狀馬氏體。提高淬火溫度,或采用冷卻能力更快的淬火介質(zhì),有望獲得更多的板條狀馬氏體組織,是提高力學(xué)性能的兩種辦法。但提高淬火溫度,更多碳化物溶于奧氏體中,淬火得到較多殘留奧氏體,表面硬度值下降,而不能達(dá)到技術(shù)要求。
試用濃度為13%的AQ251作淬火冷卻介質(zhì),冷卻速度快,淬火變形量較大,且表面易出現(xiàn)淬火裂紋。因此,將淬火溫度下調(diào)為825℃,試驗結(jié)果如表5所示,達(dá)到了心部力學(xué)性能技術(shù)要求。同時,因淬火溫度降低,減少了滲層殘留奧氏體量,表面硬度增加約1.5HRC,達(dá)59~60.5HRC,無損檢測結(jié)果表明無淬火裂紋。

表5 淬AQ251心部力學(xué)性能試驗值
(2)減少變形量 活塞銷原工藝流程為鍛壓→粗車、精車→滲碳、淬火→精加工,熱處理合格的活塞銷轉(zhuǎn)機(jī)加工后變形量較大,約有15%的活塞銷精磨后達(dá)不到成品尺寸而報廢。分析主要原因是鍛件組織不均勻,加之淬火冷卻速度較快,導(dǎo)致變形量較大。為此在鍛壓粗車后增加正火工序,正火溫度稍高于滲碳溫度。增加正火工序后,活塞銷變形量得到很大改善,無變形產(chǎn)生的廢品。
圖2為改進(jìn)后活塞銷熱處理工藝曲線。通過工藝試驗和改進(jìn),曼機(jī)F173材質(zhì)活塞銷完全滿足了技術(shù)要求,生產(chǎn)質(zhì)量穩(wěn)定。
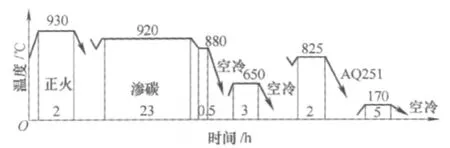
圖2 改進(jìn)后活塞銷熱處理工藝曲線
5.結(jié)語
(1)合金元素主要為Cr、Ni的F173材質(zhì)活塞銷將表面碳濃度控制在0.75%~0.85%,是保證表面硬度和金相組織的基礎(chǔ)。
(2)F173材質(zhì)淬透性較差,采用AQ251淬火冷卻介質(zhì)能很好地達(dá)到活塞銷心部力學(xué)性能要求,表面無淬火裂紋,且能提高表面硬度。
(3)鍛壓粗車后增加正火工序能很好地解決活塞銷滲碳、淬火變形大等問題,活塞生產(chǎn)質(zhì)量穩(wěn)定。
(20120818)
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03