軸承鋼管的熱加工生產(chǎn)工藝
2013-08-28 06:39:46新興鑄管股份有限公司河北邯鄲056300王錦永李仲華田春雷
金屬加工(熱加工) 2013年1期
關(guān)鍵詞:工藝
新興鑄管股份有限公司 (河北邯鄲 056300) 王錦永 王 磊 李仲華 田春雷
軸承鋼管一般采用實(shí)心圓棒鍛坯或軋坯,加熱到1160~1180℃,經(jīng)穿孔生產(chǎn)為熱軋管;或者熱軋管球化退火后,再經(jīng)冷軋、冷拔工藝生產(chǎn)出規(guī)格較小且精度更高的冷軋、冷拔管。
我公司采用離心澆注工藝生產(chǎn)出空心的管坯,然后內(nèi)外壁加工適當(dāng)尺寸后,裝入環(huán)形爐加熱到一定溫度,通過斜軋穿孔機(jī),加工出相應(yīng)規(guī)格的毛管,再通過斜軋軋管機(jī),對(duì)毛管的外徑、壁厚、螺旋道進(jìn)行均整,最后通過微張力定徑機(jī)減小荒管外徑,生產(chǎn)出要求規(guī)格的成品管。一般熱軋的成品管規(guī)格都較大,若要生產(chǎn)規(guī)格較小的鋼管,則可通過對(duì)球化退火態(tài)的熱軋管進(jìn)行冷軋、冷拔加工,擴(kuò)大產(chǎn)品規(guī)格。我廠采用離心澆注方式制備出空心GCr15管坯,然后通過斜軋工藝,成功試驗(yàn)出了合格的軸承無縫鋼管。
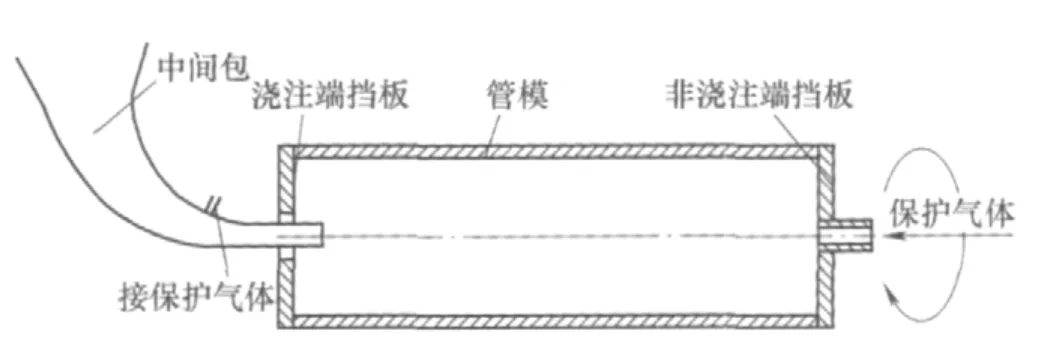
圖1 離心澆注
1.離心坯的制備
離心鑄造流程為合金熔煉→管模加熱→涂料管模→上擋板→鋼液澆注→管模冷卻→拆擋板→拔管→清渣→加工。
離心坯料的制備過程及要點(diǎn):①起動(dòng)離心機(jī),使管模旋轉(zhuǎn)運(yùn)動(dòng)。②用火焰從外壁加熱管模,預(yù)熱至200~260℃。③在管模內(nèi)表面噴涂液態(tài)涂料,涂料厚度1.8~2.2mm。④繼續(xù)對(duì)管模加熱,促使涂料中的水分完全蒸發(fā)。⑤用擋板將管模兩端堵住,形成封閉的環(huán)形型腔。⑥提高管模的旋轉(zhuǎn)速度至750~800r/min。⑦將氬氣吹入管模,清除里面存在的空氣,減小氧化、氣孔傾向。⑧澆注合金液,澆注溫度1530~1560℃,且在整個(gè)澆注過程中,保證型腔內(nèi)時(shí)刻充滿保護(hù)氣體。⑨澆注完成后,待鋼液均勻鋪開,打開冷卻水裝置,促使鋼液快速凝固,形成離心坯,離心澆注過程如圖1所示。
鋼液全部凝固后停止冷卻,并關(guān)閉離心裝置。將管模兩端的擋板打開,將管坯從管模內(nèi)推出,去除管坯內(nèi)表面的渣層,球化退火后,對(duì)管坯內(nèi)外表面進(jìn)行加工,以去除內(nèi)外表面的鑄造缺陷,制備成軋制所需管坯。
2.斜軋工藝
空心坯比實(shí)心坯容易加熱均勻,因此應(yīng)縮短加熱時(shí)間,降低加熱溫度。加熱時(shí)間系數(shù)為0.4~0.6min/mm,加熱溫度為1130~1160℃,若溫度過高、加熱時(shí)間過長(zhǎng),則容易導(dǎo)致晶粒粗大、氧化和脫碳。
實(shí)心鑄造坯在斜軋穿孔時(shí),毛管內(nèi)表面金屬變形劇烈,若其內(nèi)部組織不好,則容易產(chǎn)生裂紋、內(nèi)折等缺陷。采用鍛坯、軋坯可以改善鑄坯內(nèi)部組織,提高塑性,消除穿孔時(shí)內(nèi)表面的缺陷,但是無疑增大了生產(chǎn)成本。采用離心澆注工藝生產(chǎn)出的空心管坯,雖然塑性不及鍛坯優(yōu)良,但內(nèi)部組織致密,性能超過一般的空心鑄造管坯,可根據(jù)離心鑄造空心坯的特點(diǎn),設(shè)定適當(dāng)?shù)墓に嚪桨高M(jìn)行生產(chǎn)。
變形方案采用兩次穿軋定徑流程,第一次穿軋定徑采用較小的變形比,用于改善離心坯鑄態(tài)組織,提高塑性。第二次穿軋定徑采用大的變形比,用于生產(chǎn)出合格的成品管。
空心坯穿孔時(shí)不存在二次咬入的阻力,合適的壓下量不易發(fā)生前卡現(xiàn)象。頂頭位置可以取大些,頂頭前壓下率在5%左右,減小一次咬入到坯料接觸頂頭的距離。同時(shí),采用1.06~1.08mm小橢圓度,12°送進(jìn)角,減少管坯在變形區(qū)的旋轉(zhuǎn)次數(shù),限制金屬的橫向?qū)捳梗档凸芘髦行膮^(qū)的橫向拉應(yīng)力,增大軸向延伸,使毛管承受的交變應(yīng)力大大減小,并且采用較小的軋制速度,一般為0.2~0.3m/s,保證金屬在孔型內(nèi)流動(dòng)的均勻性,杜絕了毛管內(nèi)壁產(chǎn)生裂紋、內(nèi)折缺陷。
生產(chǎn)過程中,必須確保工模具的表面質(zhì)量,隨時(shí)檢查,加強(qiáng)潤滑,確保鋼管表面不會(huì)因工模具粘鋼或凸起導(dǎo)致管子表面劃傷、凹坑等缺陷。定徑機(jī)前開高壓水除鱗,壓力為14~15MPa,消除外壁的氧化皮、麻點(diǎn)。定徑機(jī)各機(jī)架變形量分配要均勻,起始機(jī)架減徑率要小些,工作機(jī)架減徑率最大,均整機(jī)架減徑率從最大值逐漸變小。各機(jī)架間的張力系數(shù)也要合理分配,伴隨機(jī)架減徑量特點(diǎn),從小變大,再從最大變最小,與機(jī)架減徑率變形節(jié)奏類似,確保金屬軸向流動(dòng)和橫向流動(dòng)的均勻穩(wěn)定,預(yù)防壁厚不均。
采用小的變形比,離心鑄造坯料經(jīng)過第一次穿、軋、定后,原始組織狀態(tài)得到改善,晶粒破碎,組織致密性提高,穿軋塑性得到大大改善,隨后進(jìn)行第二次穿軋定徑工序。
3.熱軋正火態(tài)的組織及硬度
GCr15無縫鋼管的終軋溫度為790~840℃。軋制冷卻過程中,二次滲碳體沿著奧氏體晶界首先析出,碳化物呈細(xì)小彌散分布的網(wǎng)狀,隨后奧氏體轉(zhuǎn)變?yōu)闈B碳體和鐵素體片層相間的細(xì)小珠光體。
終軋溫度越低,網(wǎng)狀碳化物被打碎,變形的奧氏體晶粒來不及再結(jié)晶,晶粒越細(xì)小,碳化物分布越彌散細(xì)小,軋后空冷組織為細(xì)小的珠光體+滲碳體+細(xì)小網(wǎng)狀碳化物,熱軋空冷態(tài)的組織如圖2所示。組織決定性能,細(xì)小的珠光體導(dǎo)致熱軋空冷態(tài)軸承鋼具有較高的硬度,較大的脆性,矯直時(shí)管子產(chǎn)生脆性斷裂,硬度值如表1所示,管子矯直斷裂照片如圖3所示。
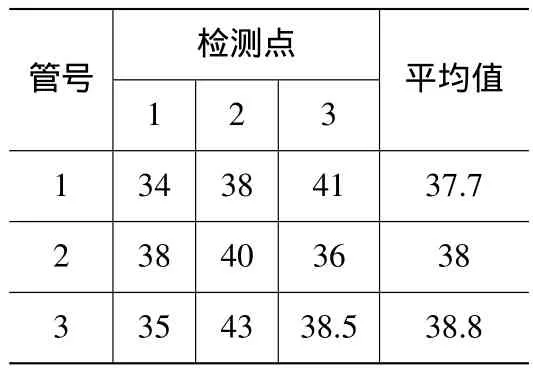
表1 熱軋態(tài)鋼管硬度(HRC)

圖3 GCr15無縫鋼管熱軋態(tài)的矯直裂紋
4.球化退火工藝及球化后的組織、性能
(1)球化退火工藝及組織 軸承鋼的球化退火冷卻采用兩種方式:一類是保溫后隨爐連續(xù)冷卻,冷卻速度30~35℃/h,冷卻到500~600℃,出爐空冷;另一類是保溫后快速冷卻到720℃左右,再保溫2~4h,爐冷到500~600℃,出爐空冷。
本次試驗(yàn)采用第一種冷卻方式,球化退火工藝:加熱到790~810℃,保溫4~5h,然后關(guān)閉爐子,隨爐冷卻到500℃左右,出爐空冷。球化后的顯微組織如圖4所示。
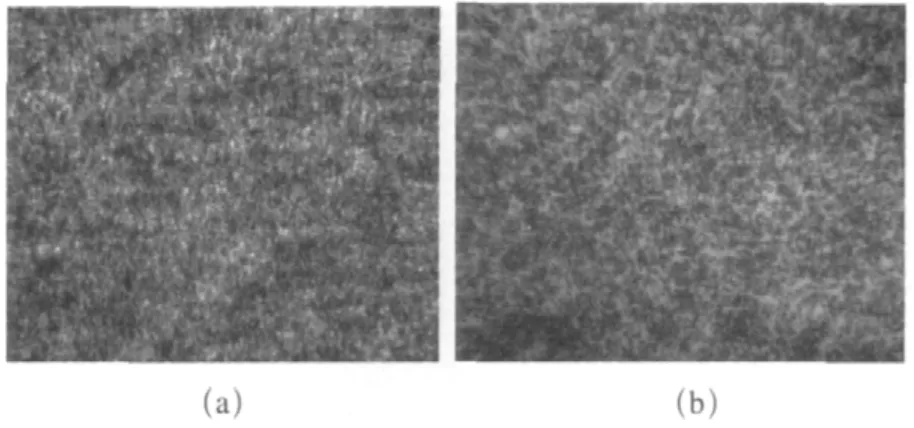
圖4 GCr15無縫鋼管球化退火后的組織

圖2 GCr15無縫鋼管熱軋態(tài)的組織
(2)彎曲、壓扁性能 由圖4可以看出,球形碳化物均勻分布在鐵素體基體上,球化效果良好,為驗(yàn)證球化后的性能,從球化退火態(tài)的管子上進(jìn)行取樣檢測(cè),取全壁厚、寬25mm、長(zhǎng)150mm樣條,置于壓力試驗(yàn)機(jī)上,內(nèi)壁受壓,彎曲角度為90°。彎曲后,沒有出現(xiàn)裂紋,取65mm長(zhǎng)的管環(huán)進(jìn)行壓扁試驗(yàn),壓扁后,樣環(huán)沒有出現(xiàn)裂紋。
(3)球化后硬度 對(duì)球化后的管子進(jìn)行取測(cè)量其布氏硬度,結(jié)果如表2所示。
可以看出,均勻的球化組織大幅降低了硬度,有利于切削加工,提高管子的塑性,有利于成品管的熱處理,淬火時(shí)不易造成過熱現(xiàn)象,利于保證成品管性能的一致性,為淬火組織做準(zhǔn)備。
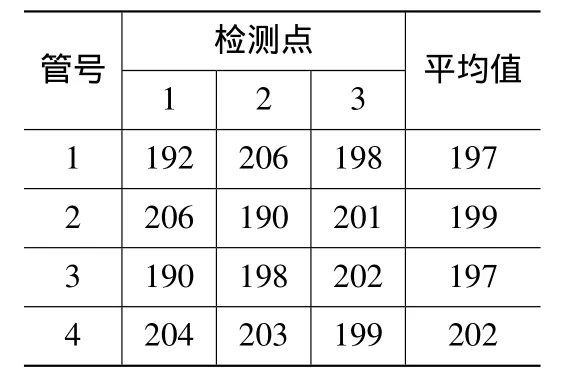
表2 球化處理后鋼管硬度(HBW)
5.淬火回火工藝
(1)淬火工藝 加熱到830~840℃,保溫40min,油淬,淬火組織為馬氏體+顆粒狀碳化物+殘留奧氏體。在富碳、富鉻區(qū),馬氏體轉(zhuǎn)變點(diǎn)較低,形成的馬氏體穩(wěn)定,不易被腐蝕,呈白色分布,針狀。在貧碳、貧鉻區(qū),馬氏體開始轉(zhuǎn)變溫度高,形成的馬氏體易被腐蝕,呈黑色分布。
(2)低溫回火工藝 加熱到165~175℃,保溫3~4h,出爐空冷。經(jīng)過回火的組織,白區(qū)呈團(tuán)絮狀分布,回火后馬氏體發(fā)生分解,隱針馬氏體向回火馬氏體轉(zhuǎn)變。低溫回火組織為回火馬氏體+未溶碳化物+殘留奧氏體,黑區(qū)是板條馬氏體為主的隱晶馬氏體,白區(qū)是以孿晶為主的隱針馬氏體。
淬火后鋼管硬度較高(見表3),具有優(yōu)異的耐磨性。

表3 淬火及回火后鋼管硬度 (HRC)
6.結(jié)語
成品管內(nèi)外表面光潔平整,沒有出現(xiàn)裂紋、折疊、結(jié)疤等缺陷。晶粒細(xì)小,組織致密,碳化物細(xì)小且彌散均勻,內(nèi)外壁脫碳層厚度都小于0.5mm,符合GB/T18254-2002標(biāo)準(zhǔn)要求。經(jīng)彎曲、壓扁試驗(yàn),沒有出現(xiàn)裂紋,符合GB/T246標(biāo)準(zhǔn)。
(20121110)
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52