冠形扇齒疊加式掃描感應淬火工藝
2013-08-28 06:40:28磐吉奧湖南工業有限公司長沙410119范惠章
金屬加工(熱加工) 2013年5期
磐吉奧(湖南)工業有限公司 (長沙 410119) 范惠章
汽車變速器駐車系統冠形扇齒是采用感應淬火的方法對精密沖壓后的零件齒部表面進行強化處理。傳統的感應淬火方式是單件同時淬火,存在生產效率低,零件變形量大,廢品率高,個別齒端硬度不均等問題。本文通過對嵌入式單件同時感應淬火失效模式的分析,并結合連續感應淬火理論,提出了“冠形扇齒疊加式掃描感應淬火”工藝。
1.嵌入式單件感應淬火工藝
冠形扇齒的基體材料為45鋼,加工工藝為:45鋼卷料精密沖壓成形,然后齒面高頻感應淬火,再低溫回火后激光焊接而成。嵌入式單件感應淬火的工藝為:人工單件裝卸工件,感應器不動,工件深入感應器內,齒片上下兩側面感應加熱;工藝參數為直流電壓170V,直流電流160A,加熱時間為3s,噴射水冷卻,冷卻時間3s。
2.嵌入式單件感應淬火失效模式分析
單件同時感應淬火生產效率低,主要是因為零件單件裝夾占用了大量的機內裝卸時間及機內冷卻時間,解決機內等待時間是問題的關鍵。初步認為造成熱處理后尺寸變形量大且尺寸、硬度不均勻,主要是因為工藝方案及感應器設計不合理造成。零件要求齒端面硬化,但工藝方案采取在齒的兩側面加熱,零件受熱區域大,熱處理變形量大;零件深入非仿齒形感應器且伸入深度受機床重復精度影響而致零件之間加熱面積不一致、加熱溫度不均勻;最終導致熱處理變形、硬度不均勻;此外用自來水噴射冷卻方式也會導致變形量大。
3.冠形扇齒疊加式掃描感應淬火工藝
精沖零件無論外形輪廓還是中心孔,尺寸精度非常高,結合軸的連續感應淬火工藝考慮,設想使用專用夾具將單個工件疊加起來并兩端鎖緊,使之成為一個類似“異形軸”裝夾在淬火機床工位,工位在機床控制下上下移動,感應器固定不動,對工件淬火面進行掃描淬火,這樣將會大大減少機內裝卸、冷卻時間。經計算,每個工件厚度為4mm,600mm的頂尖間距可夾裝1~150件扇齒片,每組掃描淬火時間約為5min,那么,每件的淬火時間將由10s降低到2s(成組工件兩端的工件作為工藝工件,不作為合格產品,可循環使用)。
圖1是工件感應加熱示意,感應器在工件周圍產生一個方向垂直于工件的感應磁場,在感應磁場的作用下,工件表面產生感應電動勢,進一步產生如圖1所示方向的感應電流,但對于相鄰兩工件接觸的點,如圖1的A點或B點,其感應電動勢是相等的,所以感應加熱時,理論上在A點或B點不會產生上下方向的感應電流,不會產生打火現象。
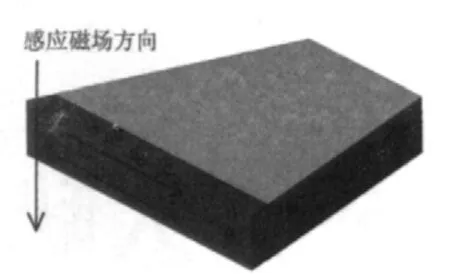
圖1
4.冠形扇齒疊加式掃描感應淬火工藝試驗
(1)試驗目的 ①驗證疊加后加熱過程是否存在放電打火現象。②驗證表面硬度和淬硬層深度。③驗證尺寸變形量。
(2)試驗樣件、設備及零件裝夾方式 樣件100pcs:試驗編碼為6F、7G、8H三組,分別為20、30、50片;生產設備:IGBT固態式高頻電源,箱式回火爐。
(3)試驗工藝 將齒片齊疊成串并固定,用齒形仿形感應器連續掃描加熱,噴射冷卻。參數如表1所示。
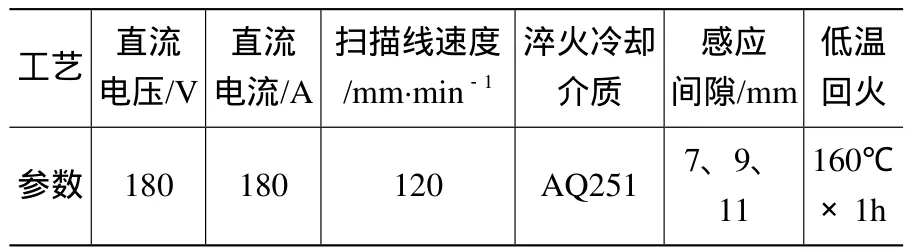
表1 工藝參數表
(4)試驗結果 表面硬度抽樣數9件,每組3件,檢測結果如表2所示。
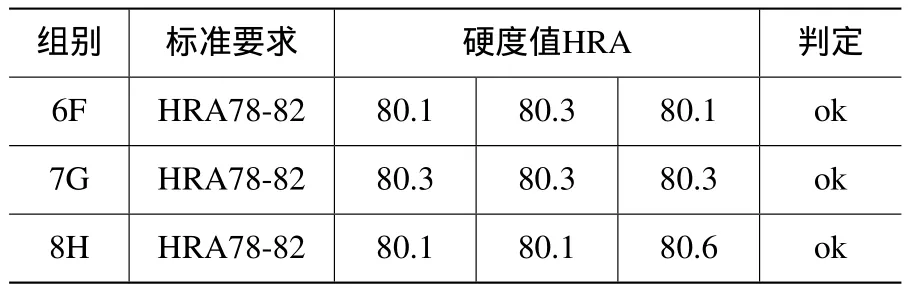
表2 檢測結果
淬硬層深度抽樣數3件,每組1件。檢測至DS450HV1位置的實際淬硬層深度分別為3.11mm、1.4mm、0.55mm,淬硬層深度合格,實測層深曲線見圖2、圖3、圖4。
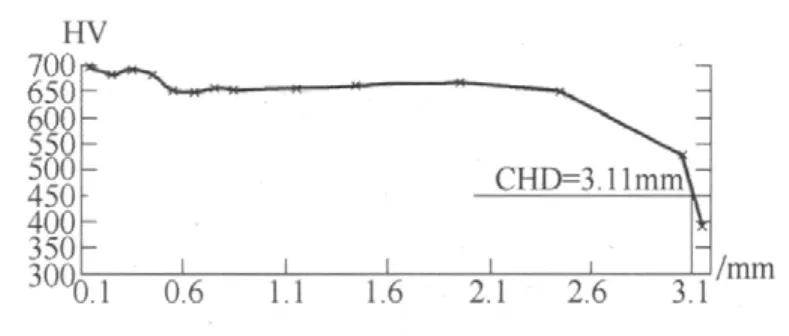
圖2 6F組淬硬層深曲線
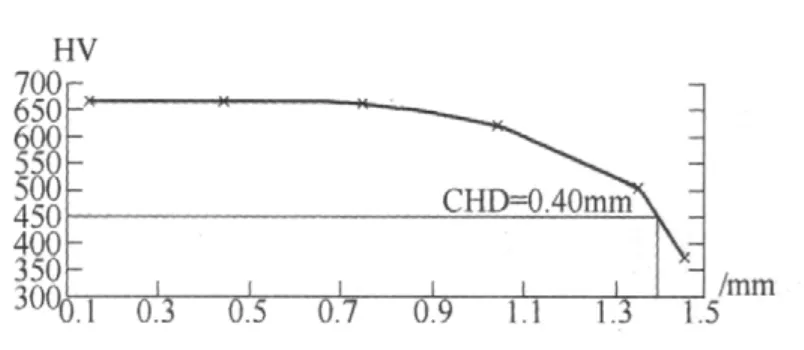
圖3 7G組淬硬層深曲線
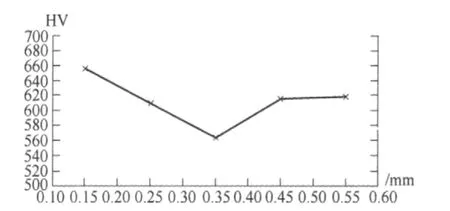
圖4 8H組淬硬層深曲線
變形量:抽樣數18件,每組各6件,檢測數據如表3所示。
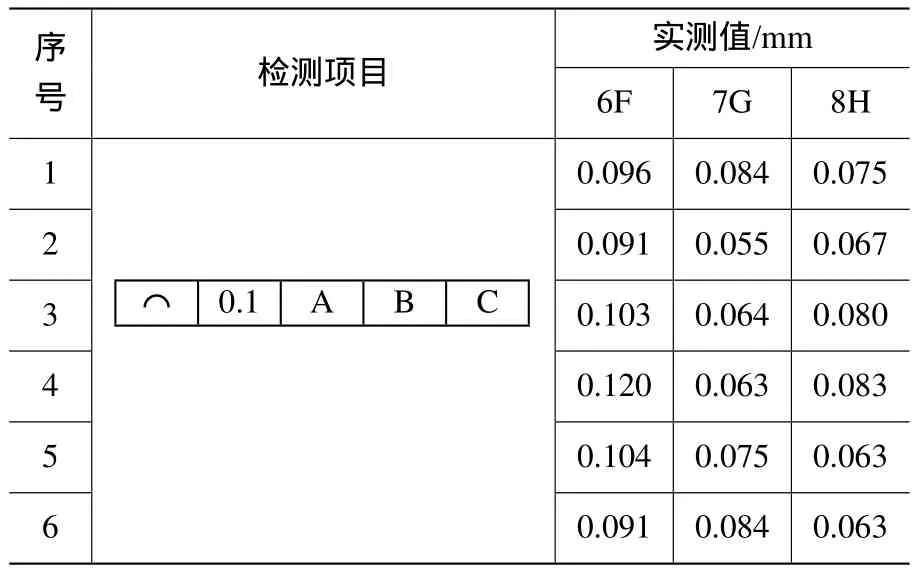
表3 檢測數據
5.工藝試驗結果分析
(1)齒片在加熱過程中均沒有出現放電打火的現象。對淬火后的齒片100%外觀檢查,也沒有發現在局部位置有打火燒損的痕跡。
(2)三組樣件的表面硬度實測范圍為80.1~80.6HRA,完全滿足78~82HRA的標準要求,且硬度分布均勻,波動性小。
(3)三組樣件的淬硬層深度均能滿足DS450HV>0.5mm的標準要求。但8H組淬硬層深度只略深于標準0.5mm的要求,偏于控制的下差,易產生不合格品。6F組層深略偏大,易造成尺寸變形量偏大而尺寸不穩定現象;7G組層深控制最佳,能有效地滿足質量要求。
(4)7G、8H組樣件輪廓度均在公差允許范圍內,6F組樣件輪廓度略有超差,過程控制需進行改善。
(20121015)
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
