HQ高碳鑄鋼丸在鑄造汽車零部件拋丸清理中的應用
2013-08-28 06:40:22山東開泰集團有限公司鄒平256217劉如偉張來斌王瑞國姜超西宋慶安
金屬加工(熱加工) 2013年5期
山東開泰集團有限公司 (鄒平 256217) 劉如偉 張來斌 王瑞國 姜超西 宋慶安
1.概述
隨著中國汽車工業的快速發展,國內汽車用鑄鐵件、鑄鋼件產量已位居世界第一,對鑄件表面拋丸清理質量的要求越來越高。近幾年來,國內許多企業從Disa、PANBORN、Wheelabrator、Rosler、Sintobrator、德國BMD、瑞士GF等公司,引進了大量的自動機械手式、連續通過式、吊鉤式及滾筒式拋丸鑄件清理設備,具有大葉片、高轉速、直連式、拋丸量大、多個拋頭,以及工件可自動往復轉動等特點,而目前國內廠家生產的鑄鋼丸使用時破碎率高,壽命短,循環利用率低,除塵量大,鑄件清理不干凈,清理后顏色發暗,清理速度慢,時常不能滿足拋丸清理的需求。為此,山東開泰集團有限公司開發了HQ高碳鑄鋼丸,并起草了GB/T18838.3—2008涂覆涂料前鋼材表面處理噴射清理用金屬磨料的技術要求第3部分:高碳鑄鋼丸和砂,GB/T18838.4—2008涂覆涂料前鋼材表面處理噴射清理用金屬磨料的技術要求第4部分:低碳鑄鋼丸,這兩項國家標準的制訂,滿足了鑄件對拋丸清理的需求。
2.HQ高碳鑄鋼丸性能技術指標
利用ERVIN壽命試驗機,在61m/s拋射速度下,用0.425mm篩分破碎后的磨料,采用面積法測定HQ高碳鑄鋼丸S460(1.4mm)的硬度為45HRC,與普通鑄鋼丸性能技術對比結果見表1,磨損壽命試驗結果掃描照片見圖1。結果表明:HQ高碳鑄鋼丸100%替代法的使用壽命可達3000次以上,具有良好的耐磨性,各項技術指標達到了GB/T18838.3—2008涂覆涂料前鋼材表面處理噴射清理用金屬磨料的技術第3部分的要求。
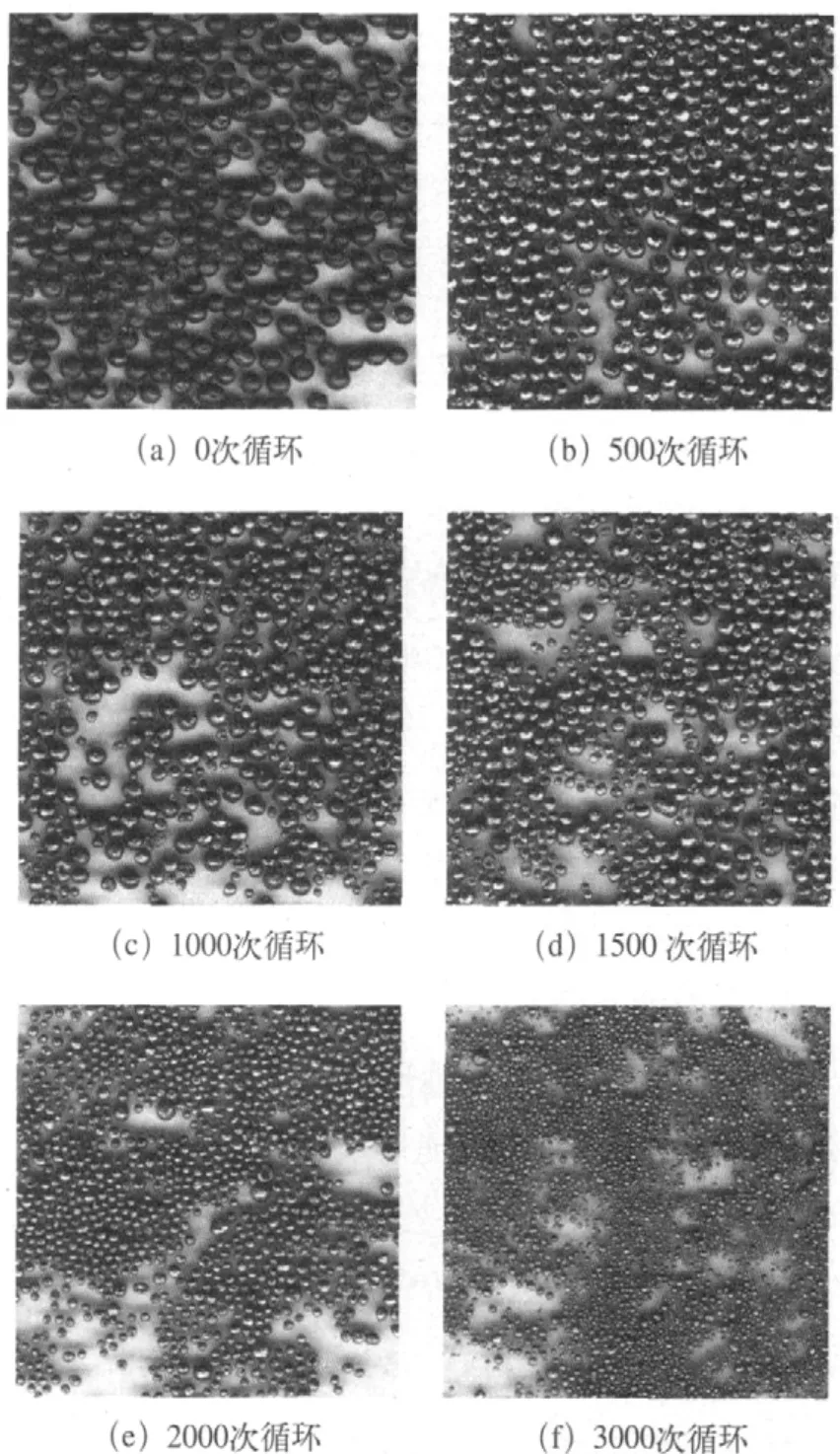
圖1 HQ高碳鑄鋼丸磨損壽命試驗結果掃描照片

表1 普通鑄鋼丸與HQ高碳鑄鋼丸對比結果類別 普通鑄鋼丸 HQ高碳鑄鋼丸原料來源 普通廢鋼 優質廢鋼生產工藝 水沖擊霧化+直接回火 離心霧化+二次淬火主要化學成分wC=0.85%~1.20%、wMn=0.35%~0.7%、wSi=0.40%~0.8%、wS=0.04%~0.06%、wP=0.04%~0.06%wC=0.70%~1.00%、wMn=0.35%~1.20%、wMo+Ti+Cr=0.05%~0.10%、wSi=0.40%~1.0%、wS=0.020%~0.04%、wP=0.020%~0.04%平均硬度 HRC 38~43 44~46金相組織 回火托氏體+偏析碳化物 回火托氏體+彌散分布碳化物密度/ g·cm-3 7.0 7.5 100%替代循環壽命/次(ERVIN壽命試驗機測定) 1500~2000 3000~3400鑄件清理后技術指標(要求) 清潔度:Sa2.5級表面粗糙度Rz:25~150μm清潔度:Sa2.5級表面粗糙度Rz:25~120μm清理每噸鑄鋼件、鑄鐵件平均磨料消耗量/ kg 10~40 5~20清理速度 慢 快覆蓋度 中 大清理后亮度 暗 亮清理綜合費用 中 低
3.HQ高碳鑄鋼丸在拋丸清理中測試
在HQ高碳鑄鋼丸拋丸清理測試中,最重要的兩個技術指標是表面覆蓋率和表面粗糙度。表面覆蓋率即拋丸清理后表面彈痕占據的面積與要求拋丸面積的比值,當達到100%表面覆蓋率時,即相當于非常徹底地拋丸除銹,鑄件表面無可見的粘砂、氧化皮、鐵銹、燒結層等附著物,任何殘留的痕跡僅是點狀或條紋狀的輕微色斑,即鑄件表面清潔度達到Sa2.5級。表面覆蓋率或表面清潔度與拋丸清理時間、鑄鋼丸的顆粒尺寸大小有關。
表面粗糙度即拋丸清理后表面較小間距和微小峰谷的不平度,鑄件清理后表面粗糙度可用Ra或Rz兩個指標來表示,兩者之間的換算關系為:6Ra=Rz,測量時,在達到100%表面覆蓋率后,用表面粗糙度標準對樣塊進行對比評判,或采用觸針法粗糙度儀測定。當拋射速度一定時,表面粗糙度與鑄鋼丸顆粒尺寸大小有關。
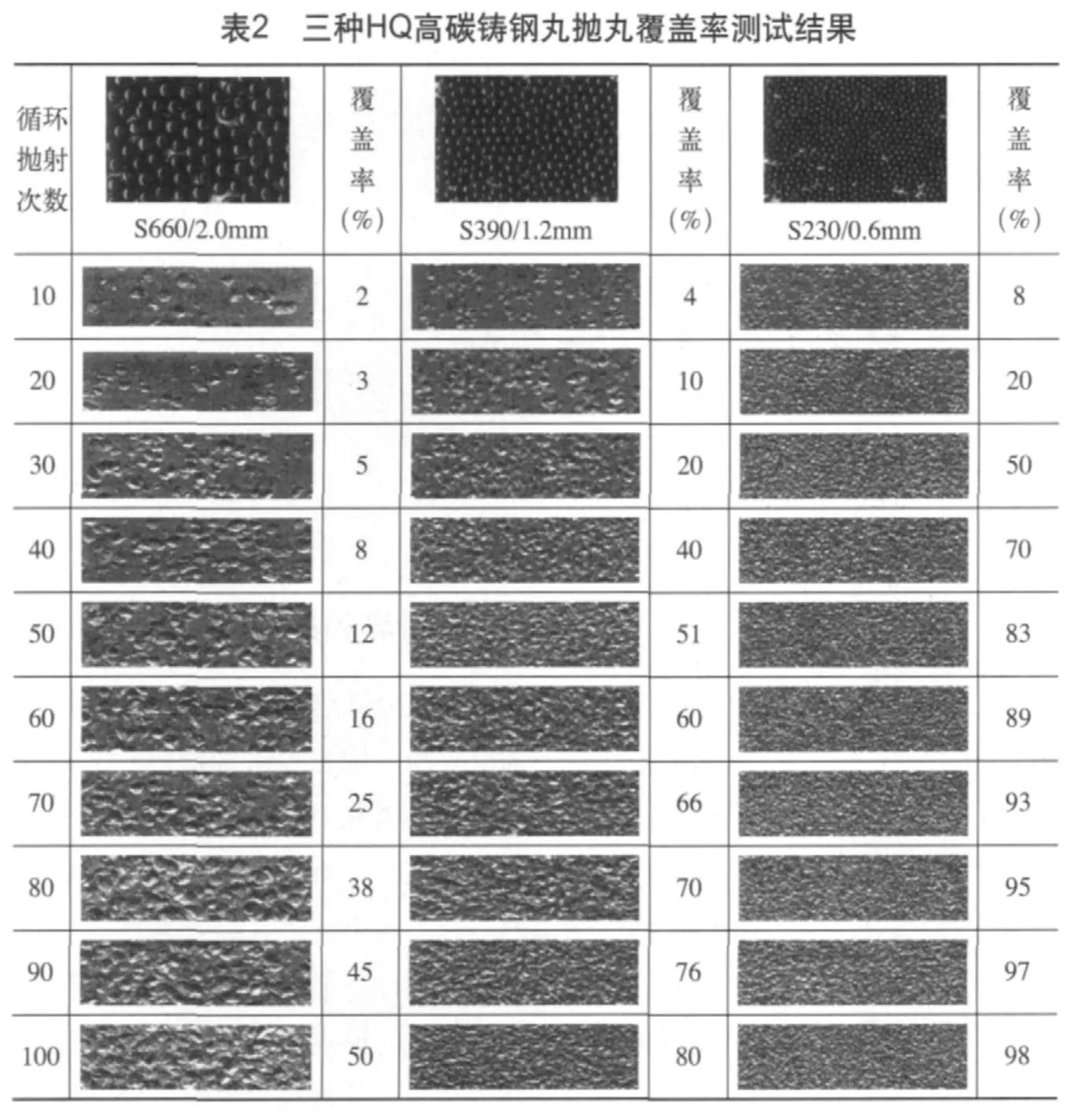
測試中,選用三種不同規格的HQ高碳鑄鋼丸,在拋射速度為67m/s時,對灰鑄鐵件表面進行拋丸測試,結果表明:使用2.0mm、1.2mm、0.6mm三種HQ高碳鑄鋼丸拋丸清理時,等同拋射次數(時間)時,隨著顆粒尺寸的減小,表面覆蓋率逐漸提高;如50次拋射時,2.0mm、1.2mm、0.6mmHQ高碳鑄鋼丸的覆蓋率分別為12%、51%、83%;100次拋射時,覆蓋率分別為50%、80%、98%(見表2);而使用上述三種粒度的HQ高碳鑄鋼丸拋丸清理達到100%覆蓋率時,表面粗糙度Rz值分別為110.25μm、80.98μm、46.23μm,表面粗糙度值隨HQ高碳鑄鋼丸顆粒尺寸的減小而降低(見表3)。
?
GB/T 23576-2009拋噴丸設備通用技術規定:覆蓋率達98%時,即可認為是100%覆蓋率,兩倍100%覆蓋率所需時間即認是達到200%覆蓋率,表2、表3中,使用2.0mm的HQ高碳鑄鋼丸與0.6mm的HQ高碳鑄鋼丸相比,隨著拋丸時間的延長,表面覆蓋率降低,如100次拋射次數,2.0mm的HQ高碳鑄鋼丸的表面覆蓋率僅為50%,若要達到100%覆蓋率則需400次循環拋射,但同時獲得的表面粗糙度值也比較高;反之選擇使用顆粒尺寸較小的HQ高碳鑄鋼丸,可獲得較低的粗糙度值,較高的表面覆蓋率,降低拋丸清理時間。
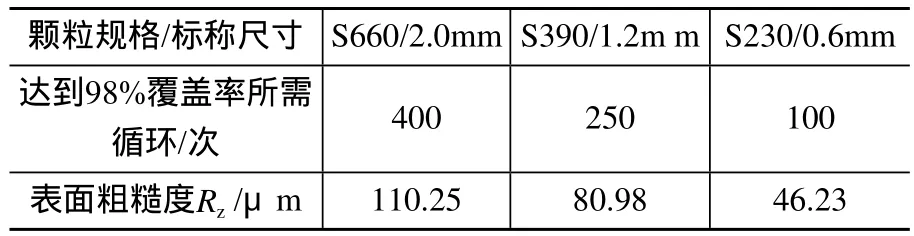
表3 三種HQ高碳鑄鋼丸拋丸清理表面粗糙度測試結果
4.結語
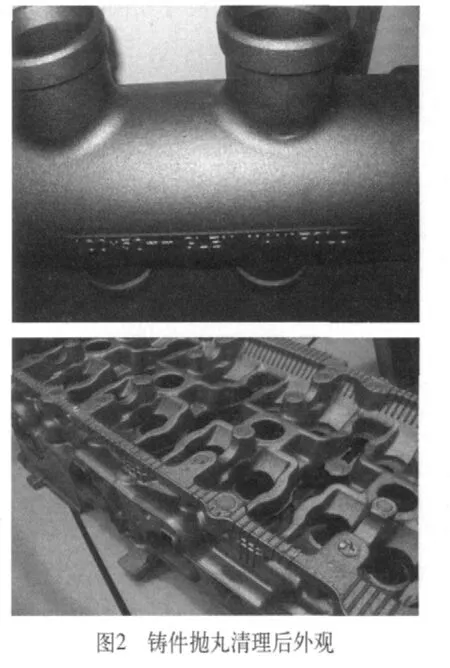
我公司利用先進的工藝裝備技術生產的不同規格的HQ高碳鑄鋼丸,經一汽、高丘六和、三聯、重汽、勤美達、泰克西及勝地等國內多家大型鑄造企業對不同材質的發動機缸體、排氣管、汽缸蓋、輪轂、制動盤及管件等鑄件進行長期拋丸清理生產的驗證,表明清理后鑄件表面覆蓋率可達100%,表面清潔度達Sa2.5級,表面粗糙度達Rz=30~120μm,完全能夠滿足相應質量要求,清理后外觀見圖2,與普通鑄鋼丸相比,使用HQ高碳鑄鋼丸可提高能力傳遞值10%~20%,降低清理時間10%~20%,降低用戶生產成本20%~30%,具有節電、降低粉塵污染、保護環境等特點,該項生產工藝裝備技術榮獲山東省科技進步二等獎。
(20130208)
