讓外圓磨床MS1332B主軸“轉”起來
2013-08-24 06:32:34臺州椒江鑫可精密機械有限公司浙江318000
金屬加工(冷加工) 2013年1期
臺州椒江鑫可精密機械有限公司 (浙江 318000)馬 霖
1.問題的提出
眾所周知,普通外圓磨床頭架的主軸是不轉動的,工件的轉動是靠頭架的撥盤來撥動,我公司有一臺磨凸輪軸上錐度的上海機床廠的外圓磨床MS1332B即是這種典型的結構。
我公司是生產汽車發動機凸輪軸的專業廠家,生產的凸輪軸有幾十個品種,其中有一種為新晨動力機械有限公司生產的DK4A柴油發動機的凸輪軸,此型號發動機的進氣凸輪軸頭端有一1:5的錐度。由于測量的原因,如圖1所示,要求測量的尺寸為(52.7±0.2)mm,由于測量該尺寸需要目測磨削1:5錐度后與直徑(φ32.5±0.1)mm形成的分界面(即1:5錐度的大端),不同的人測量的結果不同,因此在具體操作的時候使用了1:5錐度環規(錐度環規的錐孔大端尺寸為φ31.98mm)來測量尺寸(52.7±0.2)mm。由于工藝規定的是測量1:5錐度的大端尺寸,而使用1:5錐度環規測量后,工序尺寸就不是(52.7±0.2)mm,而應該是(55.2±0.2)mm。從而導致1:5錐度軸向尺寸多磨削2.5mm。如圖2所示,在磨削軸頸及止推面后,最終的尺寸為(53±0.2)mm,造成了有幾百支DK4A進氣凸輪軸頭端1:5的錐度大端到基準面的距離比理論尺寸小2.5mm,使得裝機時裝在進氣凸輪軸1:5錐度上的帶輪端面與缸蓋發生干涉。
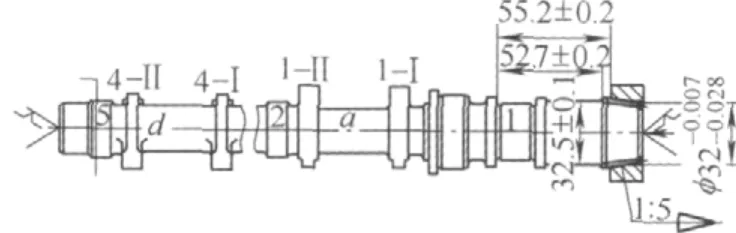
圖1
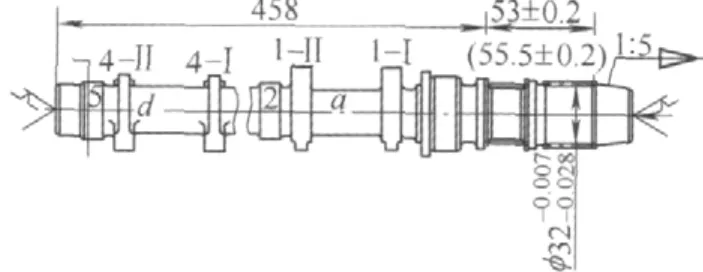
圖2
在試生產階段,磨削DK4A進氣凸輪軸頭端1:5錐度使用普通外圓磨床,由于尾端中心孔在研磨后大小不一致,再加上數控車床在粗加工時造成的零基準面之間的差異,當工件裝夾在磨床上時,即使是砂輪架每次進刀都是在同一位置,也會造成1:5錐度的軸向位置變化。所以為了保證DK4A進氣凸輪軸頭端1:5錐度的軸向位置尺寸(55.2±0.2)mm,在磨削1:5錐度時,基本上是磨一件測量一件,磨削一根凸輪軸,最少要測量兩次,生產效率特別低。
2.改進工藝方案
我們使用德國SCHAUDT公司的外圓磨床來磨削軸頸1及止推面,此磨床的特點是自帶MARPOSS在線檢測裝置,先檢測凸輪軸基準端面的軸向位置,確定基準端面的軸向位置后再開始磨削基準端面。由于設備有這樣的優勢,我們對原來的工藝方案進行了改進。
由于DK4A進氣凸輪軸軸頸及止推面的粗加工是在數控車床上加工的,車削軸頸及止推面時,是以尾端端面定位來加工的。如圖3所示,工件在一次裝夾中,數控車床調整好后,完全能保證圖3所示的標注尺寸。

圖3
因此,改進的工藝方案是:磨削DK4A進氣凸輪軸頭端1:5錐度時,將凸輪軸在外圓磨床的定位方式由原來的中心孔定位改為中心孔和端面定位的方式,改變了試生產階段加工時的定位基準和測量時的定位基準不統一。加工時凸輪軸軸向定位用尾端中心孔的60°錐面,測量的尺寸用凸輪軸的尾端面,由于中心孔大小不一致,導致測量出來的數據不能反映出加工時的真實狀況。將加工時的定位基準和測量時的定位基準統一成端面后,即在磨削DK4A進氣凸輪軸頭端1:5錐度時,用凸輪軸的尾端面定位,測量凸輪軸的軸向尺寸時也使用尾端面,這樣測量出來的軸向尺寸的數據就反映了加工時的真實狀況。
具體的做法如下:將外圓磨床MS1332B固定頂尖(見圖4)錐面定位改為頂尖錐面和端面(俗稱活頂尖,如圖5所示)同時定位,讓外圓磨床的主軸“轉”起來。

圖4
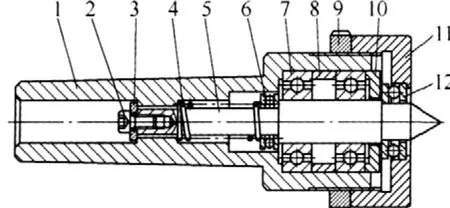
圖5
磨削1:5錐度時,用活頂尖將外圓磨床的固定頂尖替換下來,將活頂尖的莫氏5號錐柄安裝在磨床主軸的莫氏5號錐柄孔內。裝夾工件時,先將工件尾端的中心孔放在頂尖5上,用機床尾架上頂尖頂工件頭端中心孔,當兩端中心孔都與兩端的頂尖貼合好時,由于尾端頂尖頂緊工件的力大于頂尖彈簧的彈力,工件會隨著機床尾架上頂尖和頂尖5一起壓縮彈簧,先是工件的端面與推力球軸承12的動圈端面貼合,然后是推力球軸承12靜圈端面與擋圈10貼合并最終使工件的軸向壓緊力承載在磨床主軸上。
凸輪軸在工作時,凸輪軸的轉動還是依靠磨床頭架的撥盤來撥動,磨削凸輪軸頭端1:5錐面時,凸輪軸與頂尖5和推力球軸承12的動圈一起轉動,尾架的頂尖和工件之間仍然是滑動。
外圓磨床磨削1:5的錐度時,直徑方向尺寸每變動0.01mm,軸向尺寸變動量為0.05mm。工藝規定,外圓磨床磨削1:5的錐度時砂輪的修整頻次為30件/次,在一個修整頻次周期內,工件在直徑方向最大有0.01mm變動量,即在工件1:5的錐度大端尺寸軸向位置的變動量有0.05mm,再加上定位誤差及測量誤差,完全能滿足軸向尺寸(513.5±0.1)mm。如圖6所示。

圖6
如圖7所示,在加工凸輪軸基準面時,自動檢測消除了中心孔大小不一致的影響,完全能保證工序尺寸(458±0.1)mm,加上凸輪軸頭端1:5錐度的軸向尺寸(513.5±0.1)mm前序也能完全保證,因此,這兩個尺寸形成的封閉環尺寸為(55.5±0.2)mm,完全達到了圖樣要求。

圖7
3.結語
經過工藝方案的調整,讓外圓磨床MS1332B的主軸“轉“起來后,磨削DK4A進氣凸輪軸頭端1:5錐度時,檢測頻次由原來每支至少檢測兩次,減少到每15支檢測一次,大大減少了該工序的檢測次數。不但如此,磨削出來的尺寸也很穩定,不僅產品質量得到了保證,而且提高了生產效率。
