工業鋁型材工廠設計研究
2013-08-24 02:15:36黃海
科技傳播 2013年5期
黃 海
廣西工業建筑設計研究,廣西南寧 530031
鋁合金以及其加工材料具有質輕、耐蝕、強度高、易加工、表面美觀等優點,被廣泛應用于機械、交通運輸、建筑、印刷、包裝等各個行業而廣泛取代普鋼和不銹鋼等材料。近年來,隨著國內經濟的持續高速發展和人民生活水平的不斷提高,國內工業鋁材深加工相關產品的需求也在逐年提高,特別是在我國加入世貿組織以后,隨著全球經濟一體化的進程,各種加工制造業正在加速向我國轉移,中國成為世界加工中心的地位正在逐漸形成,對各種高質量加工原材料的需求為鋁加工產業帶來了新的發展機遇。工業鋁型材產品對尺寸公差、性能、材質等有高要求,其生產難度大,技術要求高,利潤較建筑鋁型材高,特別是扁寬薄壁復雜的大型工業鋁型材。隨著鋁加工行業不斷地發展壯大,生產工業鋁型材企業受到投資者青睞。
工業鋁型材廠的設計,應綜合國內外的工藝技術和設備成熟性、先進性、節能性、環保性及經濟性等方面,并結合國家經濟建設、社會發展和企業自身發展的需要,使企業能為用戶生產質輕、高強度、耐蝕、優質的合格的工業鋁型材產品。同時生產產品、規模和設備必須符合《產業結構調整指導目錄(2011 年本)》《鋁行業準入條件》等國家產業政策,節能、節水、環境保護方面必須符合《有色金屬加工企業產品能耗指標》《鋁工業發展循環經濟環境保護導則》和其他國家有關規定。因此,工業鋁型材廠的設計是在工業鋁型材企業發展歷程中的一個重要組成部分,特別是在鋁型材深加工產業的日益高速發展變化,不斷提高產品質量、技術和設備,工業鋁型材廠的設計是非常重要的。
1 工業鋁型材廠工藝設計
工業鋁型材廠設計主要是工業鋁型材擠壓生產車間的擠壓生產線設計。按該設計開展其他輔助車間和設施設計。工藝設計將直接影響到生產和工藝技術的合理性,與施工成本和生產質量、成本,勞動環境,機械化程度,能源消耗,環境污染有密切的關系,也影響到其他設計如電力,水,天然氣,油,建筑,結構等的基本數據。因此,工藝設計在整個工業鋁型材廠設計中起著重要的作用。國內目前工業鋁型材廠設計主要是在國內外相關技術資料、設計手冊和生產經驗為工藝參數的基礎,而一個優秀設計必需根據企業的實際情況,結合不斷變化市場對產品要求,不斷更新的先進生產技術和設計理念,鋁型材廠設計適應這種不斷變化和發展的要求以達到設計最高境界。該設計應是系統的,完整的,科學的,合理的,客觀而符合市場規律的,使企業始終處于鋁型材加工行業的龍頭地位。
2 確定產品方案及產量
工業鋁型材產品應具有良好的經濟效益、社會需求市場容量、產品變化的適應性,能夠形成地方產業特色或支柱,有成熟可靠工藝技術技撐,有新功能,有資源優勢、能源優勢,以及先進性如:世界上已經批量生產,但可填補國內空白的產品;國內已經批量生產,但可填補本地區空白;雖然已經生產,但可改善現有產品不合理的結構;減少進口或外地進貨,緩解本地區的貨源緊張。隨著市場需求的不斷變化,將導致在產品品種的變化,因此它需要有多個產品方案。通過盈虧平衡分析法、線性規劃法及供給理論確定產品的產量,并應結合原輔材料供應及綜合利用、動力、供水、勞動定員、設備能力、能耗、水耗和環境要求等條件綜合因素計算確定。
3 主要產品的工藝流程及工藝參數的確定
3.1 生產流程
熔鑄車間的主要任務是為擠壓工部生產合格的鋁合金圓錠,主要生產環節有熔煉、精煉、細化晶粒、過濾、鑄造等。
擠壓車間應設置多條不同生產線,分別安裝在各擠壓車間內,擠壓車間采用流水作業生產方式,圓錠加熱、擠壓、牽引、張力矯直和定尺鋸切等工作都在生產線連續進行,利于提高生產率和成品率,減輕工人勞動強度,并在生產線上對產品監測抽檢,以保證產品質量要求。同時要考慮企業具體條件,優化工藝最短流程布置,在不影響產品質量的前提下實現最合理的生產過程。
3.2 工藝參數
根據產品規格、形狀及性能要求;原材料合金成份、性能;設備生產能力;燃料種類;模具材料等,確定熔鑄參數包括:烘爐、熔煉、精煉及除氣溫度、時間;鑄造溫度、速度、水壓參數。擠壓參數包括:坯料及擠壓工藝參數設計:確定坯料直徑和長度,擠壓摩擦系數、速度,工具預熱溫度等;擠壓工具設計:確定擠壓墊直徑和厚度,擠壓筒外徑和長度,擠壓模角、定徑帶長度、直徑、出口直徑和長度,入口圓角半徑、模子外圓直徑等。
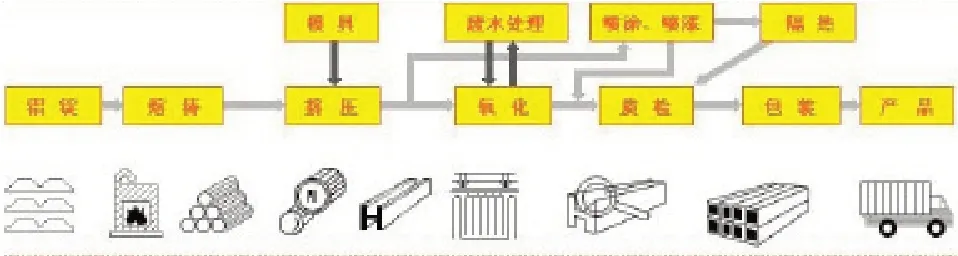
3.3 工藝流程框圖
4 主要工藝設備的選擇
工業鋁型材廠的主要設備擠壓生產線,為確保鋁型材產品的質量,高生產率,輕勞動強度,擠壓生產線應按全自動的主輔機配套齊全的高速連續的流水作業線。即自動完成從鋁錠加熱、擠壓、在線淬火、鋸切、冷卻、矯直拉扭、定尺鋸切、時效處理等工序。包括:加熱坯錠的加熱設備、擠壓型材的擠壓機及其輔助裝置、擠出型材直接淬火處理的水、風淬火裝置(在線淬火)、擠壓型材過程中的切頭去尾及中部切斷的熱切鋸、防止型材擠出后出現彎曲扭擰和多根型材之間相互碰撞的牽引機、型材的承托輥道、以及縱向輸送的移料裝置、型材的冷卻和橫向輸送的冷床、型材進行張力矯直和扭擰校正的矯直機、拉伸后的型材儲存和向定尺裝置橫向輸送型材的儲料臺、型材的定尺鋸切裝置(包括鋸前輥道、鋸、定尺裝置和檢查臺等)、型材鋸切后的自動裝筐的集載裝置、型材的時效熱處理的時效爐、擠壓模具的加熱的預熱爐等。生產線的配置形式:鋁型材生產線的配置和工藝流程從坯錠加熱,擠壓直到型材時效的工藝。這種配置方式縮短長度,配置合理緊湊,從而保證了擠壓生產線前后各工序的緊密銜接。有利于實現生產全過程的連續作業和自動控制,即工藝過程數據庫用語控制系統:計算機輔助擠壓屏幕啟動、機器的控制通過輸入相應的產品參數、現行工藝過程狀態的圖形顯示、液壓裝置的圖形顯示、輔機運動的圖形顯示、使用一些屏幕的液壓系統圖形顯示、所有系統報警和錯誤信息的顯示和屏幕啟動。控制擠壓機的數據:爐溫、錠坯溫度、擠壓力、擠壓軸前進速度、錠坯長度、殘料長度、擠壓筒溫度、錠坯出爐到擠壓開始的輔助時間(錠坯運送與供錠時間)等。
5 總圖布置
5.1 布置原則
充分利用現有場地自然條件,結合地形地勢條件,滿足生產工藝流程的要求;盡量使各生產車間之間的物料輸送線路短捷,減少動力消耗;平面布置合理緊湊,管理方便,節約用地,盡量減少建設投資;利用風向,減少氣體、粉塵等相互干擾;留有足夠的通道寬度和企業發展用地,并滿足運輸、防火、防爆、安全、衛生、環保、綠化和設置管線等規范要求。
5.2 總平面布置
將生產區和生活服務區獨立劃分,相互協調發展且不相互影響。設計將原料倉庫、熔煉鑄造車間、中間產品倉庫、擠壓車間、半成品倉庫、熱處理車間、包裝車間、成品倉庫等集中布置,形成一個獨立、封閉的生產系統,既節省用地,又使工藝流程短捷。在生產系統周圍布置相應的機修車間、五金倉庫、油罐區、模具車間、高位水池等生產輔助設施,以便盡量縮短與其服務對象之間的距離。變電站靠近廠區擠壓、熱處理車間布置,靠近外部供電電源進線為止,方便外部進線;且靠近用電負荷較大的車間布置,可以以最短的距離通到最大電負荷點,達到最大程度節能的目的。油罐區由于其性質的特殊性,將其作為一個獨立的區域與周圍其他廠房保留出安全距離。道路沿廠區邊緣環形布置,且各功能分區呈環狀布置,以滿足運輸消防、防爆、安全、衛生、環保、綠化和設置管線等要求。并同時在熔鑄、擠壓、熱處理車間預留適當空間便于企業發展產品和設備升級。
6 結論
工業鋁型材廠的產品方案及產量,工藝流程和工藝參數的確定,鋁型材廠主要工藝設備選擇和總圖布置方面設計根據企業的實際情況,結合不斷變化市場對產品要求,不斷更新的先進生產技術和設計理念有著重大意義。
[1]張水忠.擠壓工藝及模具設計[M].化學工業出版社,2009,2.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
