三角螺紋數(shù)控車削加工編程理論分析與試驗(yàn)研究
2013-08-22 07:34:32張久雷
制造業(yè)自動(dòng)化 2013年1期
關(guān)鍵詞:指令
張久雷
(羅定職業(yè)技術(shù)學(xué)院,羅定 527200)
0 引言
在現(xiàn)代制造業(yè)中,有許多零件都具有螺紋特征。螺紋常用于可拆卸固件的聯(lián)接、緊固,還可以用來傳遞動(dòng)力,在各個(gè)領(lǐng)域應(yīng)用非常廣泛,對現(xiàn)代制造業(yè)的發(fā)展起到了重要關(guān)鍵作用。傳統(tǒng)的螺紋加工方法主要有外螺紋用普通車床車削,工作時(shí)需多次走刀才能切出螺紋輪廓,內(nèi)螺紋采用絲錐攻絲,工作時(shí)必須先把螺紋底孔加工好,然后換刀進(jìn)行加工,輔助時(shí)間長[1],生產(chǎn)效率低且對操作者的技能水平要求較高。隨著先進(jìn)制造業(yè)的發(fā)展,專業(yè)螺紋生產(chǎn)廠廣泛采用滾絲、扎絲、搓絲等一系列先進(jìn)制造技術(shù),取得了良好效果,但在一般的機(jī)械加工廠中,通常還是采用車削的方法來加工,因此學(xué)習(xí)和靈活運(yùn)用螺紋的數(shù)控車削加工技術(shù)是編程人員和機(jī)械加工人員必須掌握的重要技能之一。
1 螺紋數(shù)控車削加工編程理論分析
1.1 螺紋數(shù)控加工的理論指導(dǎo)現(xiàn)狀
目前對螺紋的數(shù)控車削加工方法理論不統(tǒng)一,各專家編者、企業(yè)生產(chǎn)實(shí)際對螺紋的加工方法理論也不同,特別是對如圖1所示的螺紋牙型的牙高h(yuǎn)大小確定更是說法不一,最具典型的說法有以下兩種:
1)根據(jù)GB192~197— 81普通螺紋國家標(biāo)準(zhǔn)規(guī)定,普通螺紋的牙型理論高度 H= 0.866P,實(shí)際加工時(shí),由于螺紋車刀刀尖半徑的影響,螺紋的實(shí)際切深有變化。根據(jù)GB197—81規(guī)定螺紋車刀可在牙底最小削平高度H/8處削平或倒圓,螺紋實(shí)際牙型高度h= H-2(H/8)= 0.649 5P,式中H為螺紋原始三角形高度,P為螺距[2]。
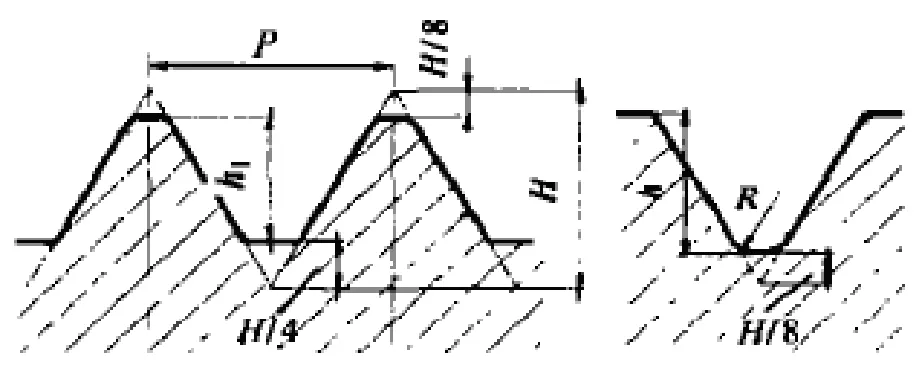
圖1 螺紋牙型高度
2)順德職業(yè)技術(shù)學(xué)院徐建高在其編著的數(shù)控車削編程與考級里面介紹于普通三角形螺紋牙高h(yuǎn)=0.5413P[3],持有這種牙高計(jì)算理論的還有耿金良等在其著作里介紹普通三角形螺紋牙高h(yuǎn)=0.5413P[4],而且在目前廣泛應(yīng)用的MasterCAM9.0或9.1版本的自動(dòng)編程軟件里面,對于數(shù)控車削模塊中螺紋切削加工的螺紋型式參數(shù)設(shè)定里,不管是由表選取還是利用公式計(jì)算,螺紋牙高h(yuǎn)都是等于0.5413P,P為螺距。
也有些編者提出實(shí)際牙型高度h=H-2(H/7)=0.6186P[5],而且對于螺紋大徑的大小也是有不同的計(jì)算方法,因此在目前這種螺紋切削加工理論指導(dǎo)不統(tǒng)一的情況下,只有親自拿著量具或標(biāo)準(zhǔn)件,到數(shù)控車床上進(jìn)行實(shí)際編程加工的螺紋測量或嚙合試驗(yàn)研究才能得出切合實(shí)際生產(chǎn)所需要的螺紋切削加工的理論方法。
1.2 當(dāng)前螺紋數(shù)控切削加工理論方法存在的問題
選取FANUC OiT系統(tǒng)數(shù)控車床進(jìn)行以上幾種螺紋數(shù)控切削加工方法的切削試驗(yàn),試驗(yàn)結(jié)果發(fā)現(xiàn)無論采取哪一種螺紋牙型計(jì)算方法進(jìn)行代碼編程加工,都會(huì)出現(xiàn)切削螺紋與標(biāo)準(zhǔn)件不能嚙合的現(xiàn)象,具體測量發(fā)現(xiàn)問題有:1)螺紋牙型不對,要求加工出普通三角形螺紋,切削出來梯形或矩形螺紋。 2)螺紋牙深深淺不一,直接影響了嚙合。3)不能與標(biāo)準(zhǔn)件進(jìn)行嚙合,也就是螺紋中徑不合格出現(xiàn)通止規(guī)不符合旋進(jìn)旋出要求的現(xiàn)象,即螺紋不合格。
1.3 切合生產(chǎn)實(shí)際的螺紋數(shù)控車削理論方法
1.3.1 螺紋數(shù)控車削的常用指令
螺紋數(shù)控車削的指令代碼很多,不同系統(tǒng)螺紋切削指令代碼有所不同,本文以應(yīng)用最為廣泛的FANUC系統(tǒng)為例進(jìn)行說明,F(xiàn)ANUC系統(tǒng)常用的螺紋切削指令有:G32、 G34、 G92、G76),現(xiàn)分別說明其指令應(yīng)用格式及其特點(diǎn)。
恒螺距螺紋切削指令:G32 X(U)__Z(W)__F__;
不等距螺紋的切削指令:G34 X(U)__ Z(W)__F__ K__;
單一螺紋切削循環(huán)指令:G92 X(U)__ Z(W)__ R__ F__;
螺紋切削自動(dòng)循環(huán)復(fù)合切削指令:G76P(m)(r)(α)Q(△dmin) R(d);
G76 X(U)__Z(W)__R(i) P(k) Q(△d)F(L);
式中:X、Z——螺紋切削終點(diǎn)絕對坐標(biāo);
U、W——切削終點(diǎn)相對于起點(diǎn)增量坐標(biāo);
F——螺紋導(dǎo)程;
R——切削起點(diǎn)至切削終點(diǎn)的半徑差,有正負(fù),當(dāng)R=0時(shí),可省略不寫,代表切削圓柱螺紋;
K——是指螺紋每導(dǎo)程的變化量,其增(減)范圍在系統(tǒng)參數(shù)中設(shè)定(孫杰 不等距螺紋的數(shù)控車削機(jī)械工程師 2 0 0 8 年第2 期:2 9-31),當(dāng)K=0時(shí),功能等同于G32;
在復(fù)合切削指令G76格式中:m——精車削次數(shù),必須2位數(shù):01~99;
r——螺紋末端倒角量,大小可設(shè)定在0.0-9.9Pn之間,系數(shù)為0.1的整數(shù)倍;Pn為導(dǎo)程;必須2位數(shù):00~99:倒角量=倍數(shù)×0.1×導(dǎo)程;
α——刀具角度,有30°、55°、60°等,常取標(biāo)準(zhǔn)60°米制螺紋;
M、r和a用地址P同時(shí)指定,例如:m=2、r=1.1Pn、a=60,表示為:P021160;
△dmin—最小切削深度(半徑值),不可用小數(shù)點(diǎn)表示;數(shù)值為實(shí)際數(shù)值的1000倍
d——精車余量;(可以小數(shù)表示也可×1000)
i——螺紋終點(diǎn)D到起點(diǎn)C的向量值(半徑),如i=0可省略;
k——螺紋牙深(半徑值),有些系統(tǒng)不可用小數(shù)點(diǎn)表示;
△d——第一刀切削深度(半徑值),不可用小數(shù)點(diǎn)表示;
L——螺紋螺距。
以上各螺紋切削指令都能完成圓柱螺紋、圓錐螺紋、端面螺紋、外螺紋和內(nèi)螺紋以及左旋螺紋和右旋螺紋的切削加工功能,只是在參數(shù)設(shè)置上進(jìn)行修改就可以切削加工。
1.3.2 普通三角螺紋數(shù)控車削有關(guān)尺寸計(jì)算
1)螺紋牙型尺寸確定。普通三角螺紋的基本牙型各基本尺寸如圖2所示:螺紋螺距為P。螺紋原始三角形高度H= 0.866P,根據(jù)國標(biāo)規(guī)定。
螺紋大徑D:螺紋大徑在螺紋加工前,由外圓車削得到,該外圓的實(shí)際直徑通過其大徑公差
帶或借用其中徑公差帶進(jìn)行控制。實(shí)際加工受到螺紋車刀刀尖形狀及其尺寸刃磨精度的影響,為保證螺紋中徑達(dá)到要求,故在編程或車削過程中通采用以下經(jīng)驗(yàn)公式進(jìn)行調(diào)整或確定其編程大徑,即螺紋大徑D=基本尺寸-(0.1~0.3)mm或螺紋大徑D=基本尺寸-0.13×F。實(shí)際尺寸確定需要看螺紋嚙合的松緊程度,要求螺紋嚙合的緊,則螺紋大徑D值就要適當(dāng)大一點(diǎn),要求嚙合的松,則螺紋大徑D值就取小一點(diǎn)。總之要有外螺紋是“公”,內(nèi)螺紋是“母”的概念,即螺紋嚙合時(shí)需要“公”小一點(diǎn),“母”大一點(diǎn)才可以嚙合。因此螺紋大徑D要根據(jù)匹配螺紋間的松緊程度進(jìn)行確定,也就是內(nèi)外螺紋的配合要在螺紋配合等級內(nèi)。
實(shí)際螺紋牙高h(yuǎn):根據(jù)國標(biāo)規(guī)定取h=0.6495P。
螺紋小徑D1:D1=D-2×h。
螺紋中徑D2:在數(shù)控車床上,螺紋的中徑是通過控制螺紋的削平高度(由螺紋車刀的刀尖體現(xiàn)),牙型高度,牙型角和底徑來綜合控制的。
2)螺紋切入點(diǎn)、切出點(diǎn)確定。空刀導(dǎo)入量δ1值和空刀導(dǎo)出量δ2值一般應(yīng)根據(jù)有關(guān)手冊來計(jì)算,實(shí)際編程根據(jù)經(jīng)驗(yàn)可取2-5mm[6],也可利用下式來簡單估算。
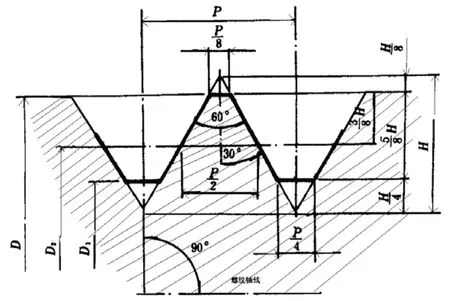
圖2 普通三角形螺紋的基本牙型
空刀導(dǎo)入量δ1>2.5P,空刀導(dǎo)出量δ2>1.2P,如果空刀導(dǎo)入量取得太小,可能產(chǎn)生“亂牙”現(xiàn)象[3]。
3)螺紋切入點(diǎn)切出點(diǎn)確定 切削用量選用
如果螺紋牙型較深、螺距較大,可分幾次進(jìn)給。每次進(jìn)給的背吃刀量用螺紋深度減精加工背吃刀量所得的差按遞減規(guī)律分配。常用螺紋切削的進(jìn)給次數(shù)與背吃刀量可參考表1選取[6]
2 各螺紋指令切削加工編程的對比試驗(yàn)研究
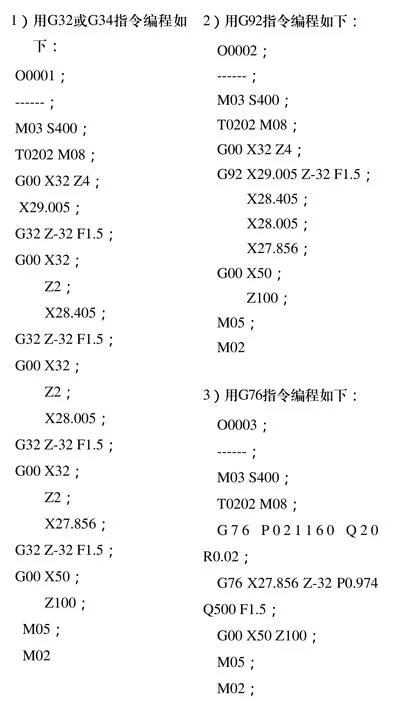
加工如圖3所示M30×1.5的外螺紋,螺紋長度30 mm,假設(shè)毛坯工件已經(jīng)進(jìn)行了光軸、退刀槽等粗加工,本例只是進(jìn)行螺紋加工。設(shè)定切削加工螺紋主軸轉(zhuǎn)速為400r/min,螺紋刀號為02刀位,數(shù)學(xué)計(jì)算處理過程及其各指令編程如下:
2.1 尺寸的數(shù)學(xué)計(jì)算處理
螺紋大徑D=公稱尺寸-0.13×F=29.805 mm,
或取經(jīng)驗(yàn)值29.8 mm;實(shí)際尺寸要根據(jù)試切后測量或與標(biāo)準(zhǔn)件嚙合的松緊程度進(jìn)行調(diào)整確定,使其符合技術(shù)要求。
螺紋牙高h(yuǎn)= 0.649 5*1.5= 0.974 mm,據(jù)國標(biāo)計(jì)算。
螺紋小徑D1=D-2*h=27.856 mm,;實(shí)際尺寸也要根據(jù)試切后測量或與標(biāo)準(zhǔn)件嚙合的情況進(jìn)行減小或增大調(diào)整確定,使其符合技術(shù)要求。
空刀導(dǎo)入量δ1=4mm >2.5P=3.7mm。
空刀導(dǎo)出量δ2=2mm >1.2P=1.8mm。
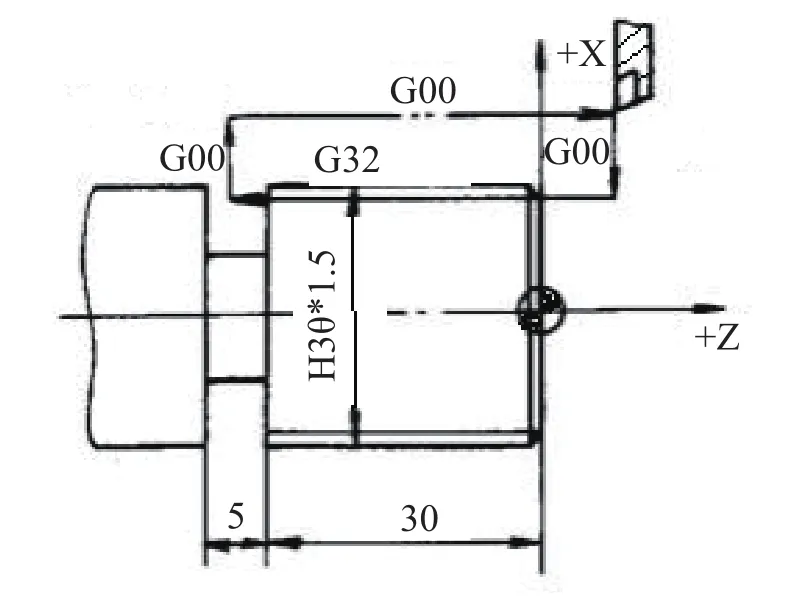
圖3 普通三角外螺紋加工
2.2 各螺紋指令切削加工編程的對比試驗(yàn)研究
由本例可以看出G32、G34指令在編寫螺紋切削加工程序時(shí),車刀的切入、切削、提刀和返回都要寫在程序中,要多次進(jìn)刀才能切削完成,編程程序較長、且易發(fā)生書寫錯(cuò)誤。G92指令是螺紋加工循環(huán)指令,一次定義后循環(huán)進(jìn)給路線與G32、G34基本相同,但G92指令除螺紋切削為進(jìn)給運(yùn)動(dòng)外,其余切入、提刀、返回均為快速運(yùn)動(dòng),而G32、G34對于車刀每一步運(yùn)動(dòng)都需要定義。且三者進(jìn)刀方式為直線式,如圖4所示,直進(jìn)式車削螺紋時(shí)的車刀左、右兩側(cè)刀刃同時(shí)參加切削,刀具兩側(cè)受力、磨損均勻,能夠保證螺紋牙型精度,但此種切削方式切削力大、排屑困難,磨損較快等問題,在加工中要經(jīng)常測量,因此多用于小螺距高精度螺紋切削加工[7]。
G76指令進(jìn)刀方式為斜線式,如圖5所示,切屑從刀刃上卷開,形成條狀屑,散熱較好。缺點(diǎn)是另一刃發(fā)生摩擦,導(dǎo)致積屑瘤的產(chǎn)生、表面粗糙度值增高和工件硬化[2],從而造成螺紋牙型精度不高,因此,G76指令一般適用于大螺距低精度的螺紋切削加工[7]。雖然G76程序較短,但參數(shù)設(shè)置太多,較容易出錯(cuò),同時(shí)計(jì)算機(jī)需要計(jì)算的時(shí)問也較長,不夠簡單明了,只有加工較大螺距的螺紋時(shí)才采用。因此,常用螺距(P=1~4)的螺紋加工,經(jīng)常采用G92指令編程,程序較簡單,參數(shù)設(shè)量清晰,不容易出錯(cuò)[8]。
3 結(jié)論
準(zhǔn)確合理地確定螺紋大徑、螺紋牙高和螺紋小徑是螺紋數(shù)控車削加工編程的關(guān)鍵,同時(shí)也是螺紋加工合格的保證。根據(jù)零件圖紙選擇確定數(shù)控加工內(nèi)容并進(jìn)行加工工藝分析,靈活準(zhǔn)確的進(jìn)行零件圖形的編程尺寸數(shù)學(xué)計(jì)算處理,進(jìn)行編程試切加工并調(diào)整程序,最終確定出切合實(shí)際生產(chǎn)要求的螺紋數(shù)控車削理論方法。
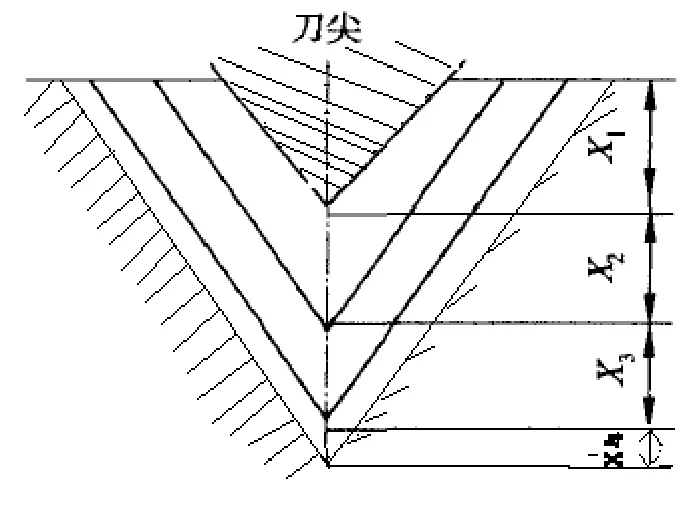
圖4 G32直線進(jìn)刀
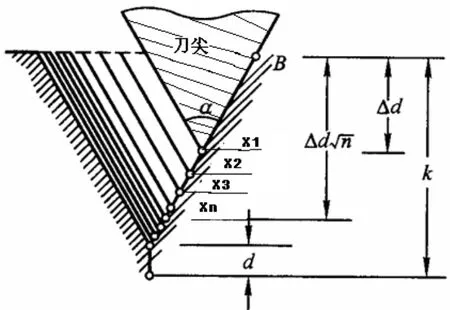
圖5 G76斜線進(jìn)刀
[1] 寇元哲,劉玉春.基于FANUC宏程序的螺紋數(shù)控加工及編程應(yīng)用研究[J]. 中國農(nóng)機(jī)化,2007(5):82-84.
[2] 陳書法,姚傳維,朱建忠.螺紋的數(shù)控切削工藝研究[J].連云港化工高等專科學(xué)校學(xué)報(bào),15(3):23-28.
[3] 徐建高.數(shù)控車削編程與考級[J].化學(xué)工業(yè)出版社,2006,1:28-29.
[4] 耿金良,孟祥坡,張金偉.數(shù)控車削加工螺紋[J].數(shù)控機(jī)床市場,(10):120-122.
[5] http://www.wendang365.cn/view/53956?jdfwkey=ohhcz1
[6] 楊建明.數(shù)控加工工藝與編程[M].北京理工大學(xué)出版社2006:154-155.
[7] 董小金.FANUC 數(shù)控系統(tǒng)螺紋切削循環(huán)指令的區(qū)別及應(yīng)用[J].機(jī)械制造與自動(dòng)化,2007,36(6):64-65.
[8] 劉春利,范慶林,趙紅梅,刀具磨耗補(bǔ)償在FANUC Oi系統(tǒng)數(shù)車加工螺紋中的應(yīng)用[J].煤礦機(jī)械,2007,28(7):72-73.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
時(shí)代農(nóng)機(jī)(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學(xué)院學(xué)報(bào)(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
