連鑄板坯全程保護澆注的問題分析
2013-08-20 01:02:06張國新賈文軍
科技傳播 2013年7期
張國新,賈文軍
凌源鋼鐵股份有限公司煉鋼廠 遼寧凌源 122504
0 引言
連鑄生產特別是板坯品種鋼的生產,能否達到全程保護澆注,關系到鑄坯的內部質量好壞,同時也是能否順暢澆注(特別是澆注低碳低硅鋼種)的關鍵所在,凌鋼連鑄新區板坯生產,特別是品種鋼的生產還沒有達到真正意義上的全程保護澆注,這也一直困擾著鑄坯以及軋材質量的進一步提升主要問題。
1 生產條件
1)工藝條件 1*120 噸頂底復吹轉爐—100 噸鋼水包—120 噸LF 精煉爐—R10 直弧型雙流板坯連鑄機;
2)鑄坯斷面 500~750*160mm;
3)鋼種 Q235、Q345B、Q345C、195LD、45、65Mn。
2 現狀綜述
凌鋼新區現建有一臺120 噸頂底復吹轉爐一座,120 噸LF 精煉爐(雙工位)一座,R10 米直弧型雙流板坯連鑄機一臺,斷面為500~750*160mm,于2008 年12 月份投產;在保護澆注上主要從以下過程實現:大包鋼水采用專用覆蓋劑—大包氬封保護澆注(無大包下渣檢測裝置)—中間罐采用專用覆蓋劑—浸入式水口保護澆注—結晶器保護渣覆蓋結晶器裸露鋼水;但現場操作及工藝設備保證上一直沒有真正實現真正意義上的全程保護澆注,主要存在以下問題:1)生產操作上主要是保護套管不能及時安裝(特別是發生等水、鋼水溫度過高的情況下),澆注結束前操作工擔心大包下渣不能及時發現而摘套管過早;2)中間罐覆蓋劑不能及時按規定數量和時間使用,中間罐鋼水液面裸露,造成鋼水的二次氧化,覆蓋劑指標不合理易結殼;3)大包套管原有密封墊圈使用一爐后破損,在以后爐次使用大包套管周圍無法密封;4)氬封氣體流量不確定,造成氬封效果不好,不能有效實現氬封保護澆注。
3 采取措施
1)規范套管的安裝、摘下時間,不摘套管判斷大包下渣操作法
(1)重新規范套管的安裝、摘下時間:每爐(包括開澆或換罐爐次)開澆即安裝套管,大包澆注結束后(下渣)摘下套管;
(2)制訂不摘套管判斷大包下渣法:首先大包保護套管確保插入中間罐鋼水內100mm~200mm 范圍內,中間罐內渣子保持低于200mm 厚,高于200mm 厚時進行放渣操作。其次大包操作工要了解本班所使用的大包及包號并根據上班使用情況計算出每個鋼包的平均凈重,做好記錄,同時大包工充分利用連鑄鋼包稱重系統初步判斷所要澆注鋼水的重量,在本包鋼水澆注即將結束前(與初步計算高于約2 噸左右時)操作工站在下渣觀測臺上觀察套管周圍鋼渣流動情況,當保護套管周圍突然發生涌動(面積直徑約為300mm 左右)立即關閉大包,本包鋼水澆注結束,進行下一包澆注。
2)設計制作大包保護套管墊圈
由于大包保護套管只帶有一次性墊圈,使用一爐后便被大包上水口磨損或被鋼水寢浸蝕掉,在以后爐次使用過程中無法再起到密封作用,因此重新設計制作了大包保護套管墊圈并進行了試驗,對使用墊圈和未使用墊圈爐次檢驗大包至中間包鋼水N 含量變化來反映密封效果;試驗爐次鋼水在精煉爐吹氬結束后用取樣器同時取兩支鋼水樣,該包鋼水吊至連鑄后開澆前安裝套管,在澆注25min 時在中間罐連續取兩支鋼水試樣,取兩支鋼水試樣N 含量的平均值。
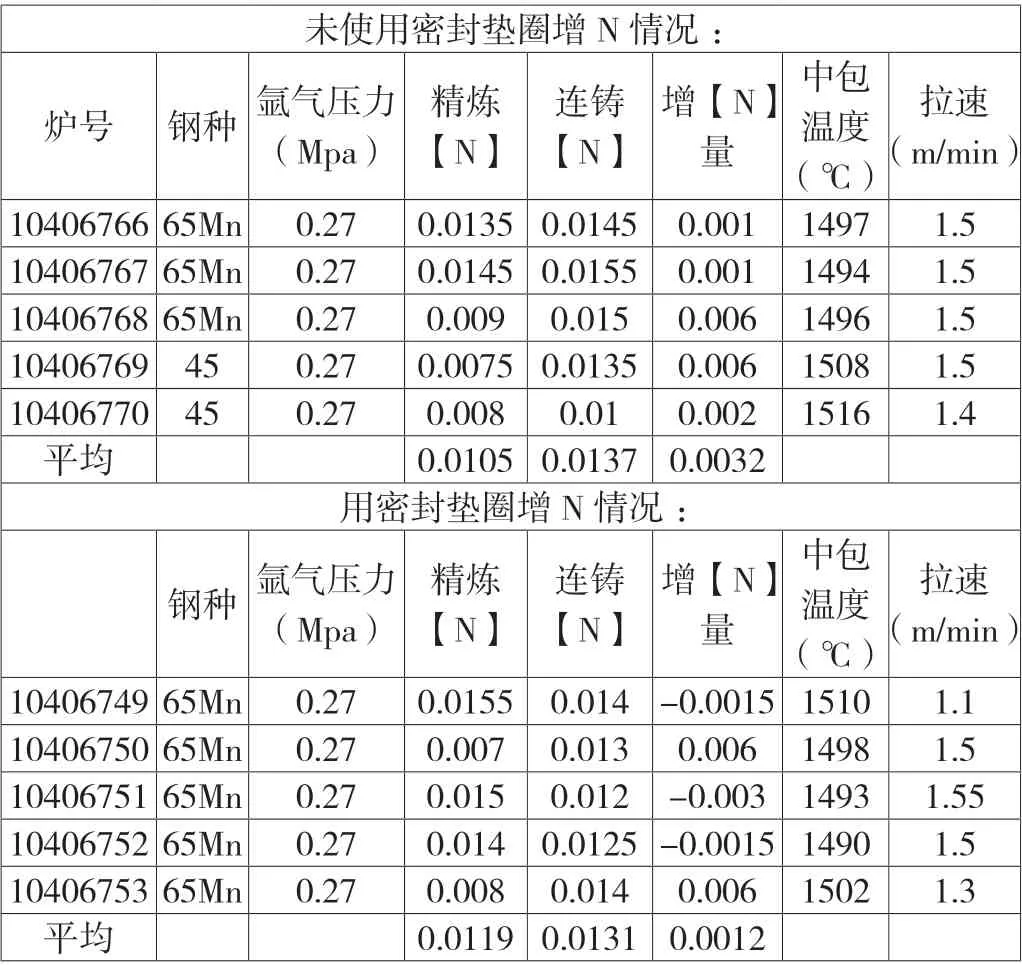
未使用密封墊圈增N 情況:爐號 鋼種 氬氣壓力(Mpa)拉速(m/min)10406766 65Mn 0.27 0.0135 0.0145 0.001 1497 1.5 10406767 65Mn 0.27 0.0145 0.0155 0.001 1494 1.5 10406768 65Mn 0.27 0.009 0.015 0.006 1496 1.5 10406769 45 0.27 0.0075 0.0135 0.006 1508 1.5 10406770 45 0.27 0.008 0.01 0.002 1516 1.4平均 0.0105 0.0137 0.0032用密封墊圈增N 情況:鋼種 氬氣壓力(Mpa)精煉【N】連鑄【N】增【N】量中包溫度(℃)拉速(m/min)10406749 65Mn 0.27 0.0155 0.014 -0.0015 1510 1.1 10406750 65Mn 0.27 0.007 0.013 0.006 1498 1.5 10406751 65Mn 0.27 0.015 0.012 -0.003 1493 1.55 10406752 65Mn 0.27 0.014 0.0125 -0.0015 1490 1.5 10406753 65Mn 0.27 0.008 0.014 0.006 1502 1.3平均 0.0119 0.0131 0.0012精煉【N】連鑄【N】增【N】量中包溫度(℃)
使用密封墊圈較未使用密封墊圈增N 量平均降低0.002,約占鋼水中總氮的15.26%。
3)調整中間罐覆蓋劑的指標,減輕結殼現象,確定使用用量和加入時間
調整后的中間罐覆蓋劑為堿性覆蓋劑,具體指標如下:

檢驗項目 SiO2 AL2O3 Fe2O3 MgO CaO C 固 H2O R指標 25.2 4.46 1.90 3.35 29.68 8.58 0.35 1.18
根據覆蓋劑熔化的時間和每爐鋼澆注周期確定加入時間和數量

第三爐及以后爐次加入數量(Kg) 40 30 20加入時間 開澆或換罐第一爐開澆或換罐第二爐
4)確定氬氣流量,確保氬封效果
通過多次的試驗摸索,調整氬封氣體的流量[1],使其既能達到氬封的效果又不至于流量過剩造成氣體的浪費,通過在大包套管周圍放置載體物質等方法,最終 確定壓氣流量為0.3MPa。
4 實現全程保護前后軋材高倍(夾雜)效果對比
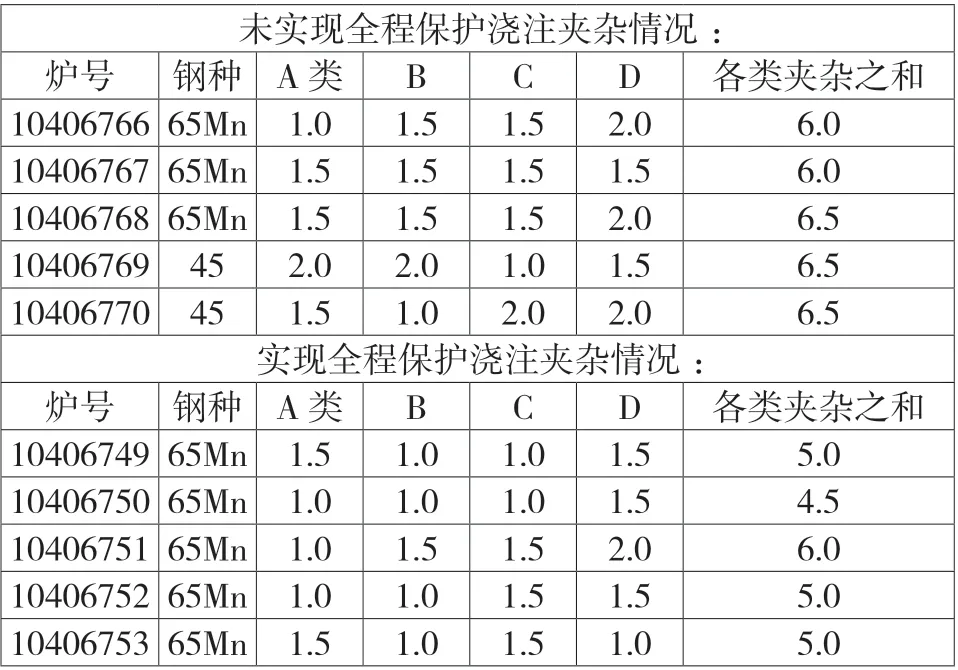
未實現全程保護澆注夾雜情況:爐號 鋼種 A 類 B C D 各類夾雜之和10406766 65Mn 1.0 1.5 1.5 2.0 6.0 10406767 65Mn 1.5 1.5 1.5 1.5 6.0 10406768 65Mn 1.5 1.5 1.5 2.0 6.5 10406769 45 2.0 2.0 1.0 1.5 6.5 10406770 45 1.5 1.0 2.0 2.0 6.5實現全程保護澆注夾雜情況:爐號 鋼種 A 類 B C D 各類夾雜之和10406749 65Mn 1.5 1.0 1.0 1.5 5.0 10406750 65Mn 1.0 1.0 1.0 1.5 4.5 10406751 65Mn 1.0 1.5 1.5 2.0 6.0 10406752 65Mn 1.0 1.0 1.5 1.5 5.0 10406753 65Mn 1.5 1.0 1.5 1.0 5.0
5 結論
通過對以上保護澆注措施的實施和改造,鑄坯(特別是品種鋼)夾雜得到了明顯的改善,內部質量有了很大的提高,為凌鋼下一步開發品種鋼奠定了基礎。
[1]成旭東,徐學良,唐志軍,郝強.ML08Al水口堵塞的研究與解決[J].連鑄,2012(1):16.
