復雜殼體零件的加工工藝與數控編程
2013-08-18 07:44:14何小江
機電工程技術 2013年3期
關鍵詞:工藝
何小江
(西安導航技術研究所,陜西 西安 710068)
1 工藝方案
1.1 零件分析
零件材料為硬鋁2A12 T4,最大外輪廓尺寸(2160+0.1×193×1460+0.1)mm,如圖1所示。三維模型如圖2所示。殼體壁厚為3 mm,屬于典型薄壁、深腔類零件。零件上下表面除四角外,上下面對稱。零件表面有1條1.78 mm×1.19 mm密封槽,沿壁四周中心分布,6個10 mm×7 mm凸耳上各有一個螺紋孔M3-6H,下表面4角凸耳處各有一個?6.3 mm的通孔。零件上下表面中間凸臺及四周處另有8個M4-7H深8的螺紋孔。
腔體內部有幾處豎直的凸臺,深度、形狀不完全相同。要求較高的平面度和垂直度。殼體左右側面對稱分布有17個90 mm×5 mm加強筋,前后側面上下各有一條寬3 mm,深1的連筋與殼體本體相連。
1.2 工藝分析
1.3 具體工藝方案
1.3.1 粗加工
零件毛坯為(?250×220)mm的棒料,用普通銑床銑六面至(218×195×148)mm,要求各面,,作為粗基準。在零件中間粗掏(150×90×148)mm內腔,利于熱處理。
1.3.2 熱 處理
為了防止后續加工變形,對材料進行低溫去應力退火,零件在低于270℃時入爐,隨爐升溫至270℃,保溫3小時,出爐空冷至室溫。
1.3.3 精 銑
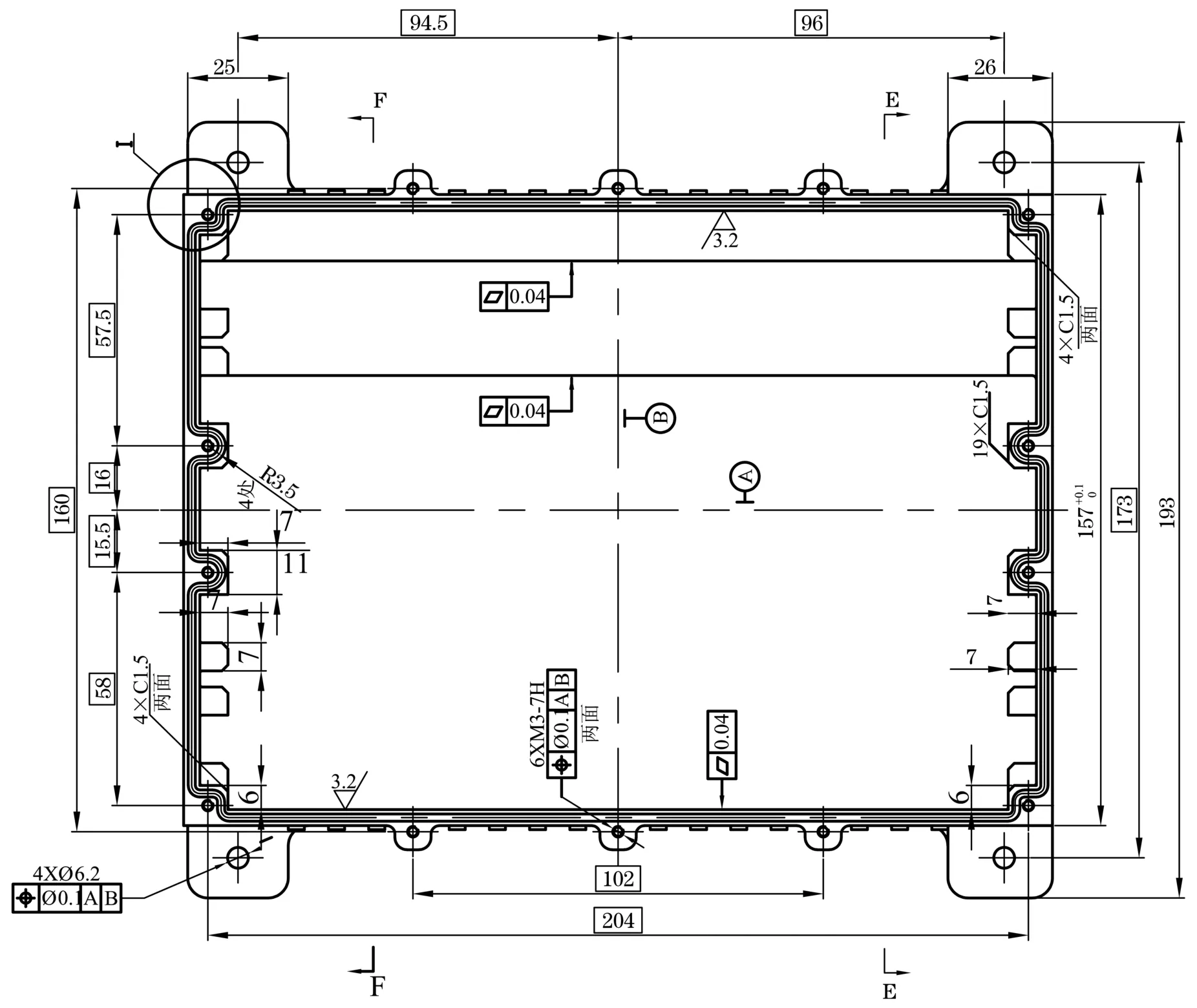
圖1 零件外形圖
熱處理完成后,精銑零件外形至尺寸(2160+0.1×193×1460+0.1) mm,保證各面,上下表面,作為后續數控加工定位精基準。數控銑在DMC75V加工中心上完成,具有高轉速、高精度等特點。先銑上表面內腔凸臺深度,銑密封槽,然后加工螺紋孔,最后銑各凸耳外形。完成上表面加工后,調轉裝夾,銑下表面。然后銑左右側面加強筋,最后銑前后側面。數控銑應以零件正中間為定位基準,加工時注意刀具轉速、進給、吃刀量參數的控制,確保加工質量。
1.3.4 數 控線切割
數控銑完成后,零件的外形已加工到位。剩下內腔的凸臺還沒有加工,由于零件壁薄,腔深,因此安排線切割一次切割內腔凸臺成形。本零件在ROBOFIL1020數控慢走絲線切割機床上完成內部凸臺一次切削成形,整個零件切削下來耗時共計17個小時左右。為了控制變形量,零件底部應墊上墊鐵。為保證加工精度,線切割應與數控銑采用相同的定位基準。
1.3.5 數 控電火花
線切割完成后,零件大部分尺寸已加工完成。局部需要電火花清角,不再詳述。
2 數控編程[1]
本文運用MasterCAM 9.0軟件數控編程,Mas?terCAM是美國CNC software Inc公司開發的基于PC平臺的CAM軟件。它集二維繪圖、三維實體造型、曲面設計、數控編程、刀具路徑模擬等功能于一身,對系統運行環境要求較低,MasterCAM強項在數控編程尤其在加工二維產品時,能夠直接讀取AutoCAD零件圖,也可自行繪制二維輪廓圖,無需三維造型,簡單易學,產生的NC程序簡單高效[2]。
2.1 圖形準備[3]
將1∶1比例的AutoCAD文件導入到Master?CAM中,每一個加工面放在一個圖層上。
2.2 刀具設置
本文在加工中運用到?16 mm、?8 mm、?6 mm、?4 mm、?3 mm、?1.5 mm的平刀,?1 mm的中心鉆,以及?1.8 mm,?2.7 mm,?3.75 mm、?5.3 mm鉆頭,及M2、M3、M4右旋螺紋擠壓絲錐。
2.3 刀具路徑
本文以加工正面為例,說明刀具路徑的生成。
2.3.1 挖 槽加工[4]
在銑正面內腔凸臺深度的時候,采用挖槽加工。運用?8mm平刀,采用一般挖槽方式,分層銑深。X、Y、Z方向不留預留量。為了減少走刀,作輔助線以限定走刀范圍。
2.3.2 外 形銑加工
銑密封槽時,利用外形銑削方式。采用?1.5mm平刀,沿密封槽內外外形線走刀,分層銑深,注意吃刀量和進給速度,為了防止刀具折斷,每次吃刀0.1 mm,轉速為1000 r/min,進給為50 mm/min。周圍凸耳的銑削同樣采用外形銑削方式,采用?8平刀,分層銑深。銑完后,再用?6平刀清角凸耳外形至R3。
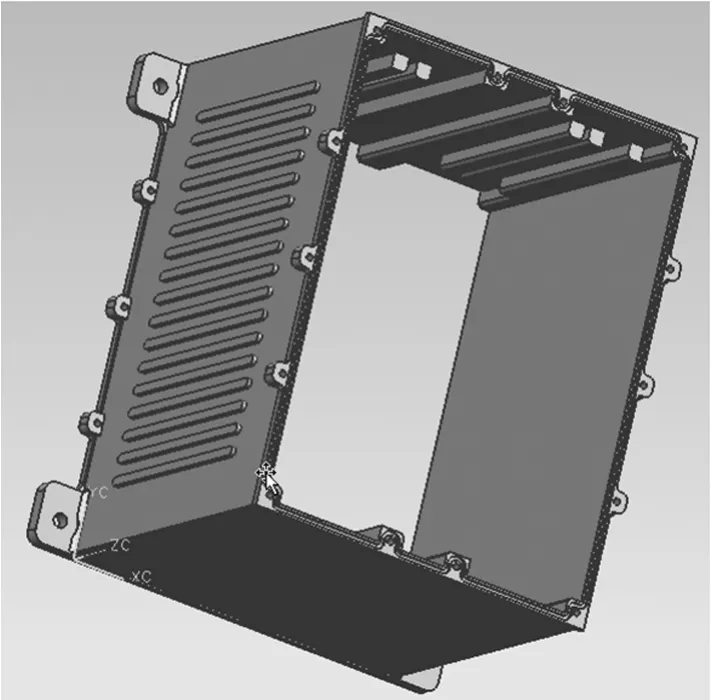
圖2 零件三維示意圖
2.3.3 孔 加工路徑
(1)點孔 采用?1 mm的中心鉆,運用G81方式鉆定位用孔,孔深1 mm。
(2)鉆螺紋底孔采用G83指令,分別用?2.7,?3.75鉆頭鉆M3,M4螺紋底孔。對M4螺紋孔,底孔應鉆10 mm深,M3底孔應鉆至比凸耳高度深1~2 mm,也就是鉆至-9 mm。
(3)攻絲 采用M3、M4右旋螺紋擠壓絲錐攻螺紋,注意轉速、進給速度、下刀速度等參數,以防絲錐斷裂,導致零件報廢。
2.4 模擬加工
MasterCAM具有實體模擬功能,可以檢查刀具是否有碰撞、干涉等。
2.5 小結
本零件六個面都為加工面,上下平面形狀基本一致,只是多了兩個(26×6)mm,(25×6)mm的大凸耳而已。左右側面、前后側面均對稱,因此數控編程時用到了挖槽銑、外形銑、點孔、鉆孔、攻絲等功能。局部清角時為了減少走刀路徑,應適當做輔助線。銑左右側面的時候,要考慮到上下面凸耳的圓角,編程時應考慮余量,防止將凸耳圓角銑掉。同時,調面裝夾加工時,一定要注意對刀原點。
總之,本零件的數控編程工作量較大,但并不是特別復雜,關鍵在于細心,考慮周到。對圖形要多檢查幾遍,以防出錯。
3 結束語
薄壁類零件難點在于控制加工過程中的變形,通過以上工藝安排,零件加工出來滿足要求。運用MasterCAM進行二維數控編程,簡單,易學。本文通過典型殼體類零件的加工,詳細介紹了工藝方法和編程過程,對這種薄壁類零件的生產具有一定借鑒作用。
[1]王維.數控加工工藝及編程[M].北京:機械工業出版社,2001.
[2]張灶法,陸斐,尚洪光.MasterCAM X實用教程[M].北京:清華大學出版社,2009.
[3]吳長德.MasterCAM 9.0系統學習與實訓[M].北京:機械工業出版社,2003.
[4]敖春根.用MasterCAM軟件編程的腔體模具零件的數控加工技術[J].機電產品開發與創新,2006(5):170-172.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
