大型電力變壓器繞組壓緊結構改進
2013-08-15 07:46:46韓彬田小靜趙銀漢孫瑞田
電氣技術 2013年7期
韓彬 田小靜 趙銀漢 孫瑞田
(保定天威保變電氣股份有限公司,河北 保定 071056)
隨著電力技術的發展,變壓器容量越來越大,電壓等級越來越高,電力變壓器在電力系統中的作用愈顯突出。因此變壓器的可靠運行關乎著電力系統安全的全局,而變壓器的可靠運行受諸多因素的影響,其中抗短路能力是其中重要一項。根據以往的經驗,由于變壓器結構不合理,導致的抗短路能力不足的案例比比皆是。因此,必須從設計結構上更加注重改進變壓器的抗短路能力,才能從根本上解決問題。本文就是在總結以前經驗的基礎上,從結構上進行改進,更好的保證變壓器的產品質量,提高變壓器的抗短路能力。
1 繞組壓緊結構的改進
提高變壓器的抗短路能力,有許多措施,本文著重介紹繞組壓緊結構改進。
1.1 彈簧壓釘繞組壓緊結構
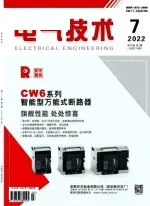
目前仍有許多變壓器廠家繞組壓緊采用彈簧壓釘裝置結構,這種結構采用彈簧對繞組壓板持續施壓,保證繞組及壓板不松動,提高其抗短路能力。如圖1所示。
其操作流程是:①先將碗狀絕緣墊塊放在繞組壓板上;②在絕緣墊塊上安放彈簧壓釘裝置;③將壓緊螺桿旋入上夾件螺紋套中,并緩慢下旋,直至壓住彈簧壓釘裝置;④用搬手擰緊螺桿,直到將蝶形彈簧壓實,即壓到限位無間隙;⑤將上螺母擰緊以鎖緊螺桿,防止其松動。彈簧壓釘結構如圖2所示。
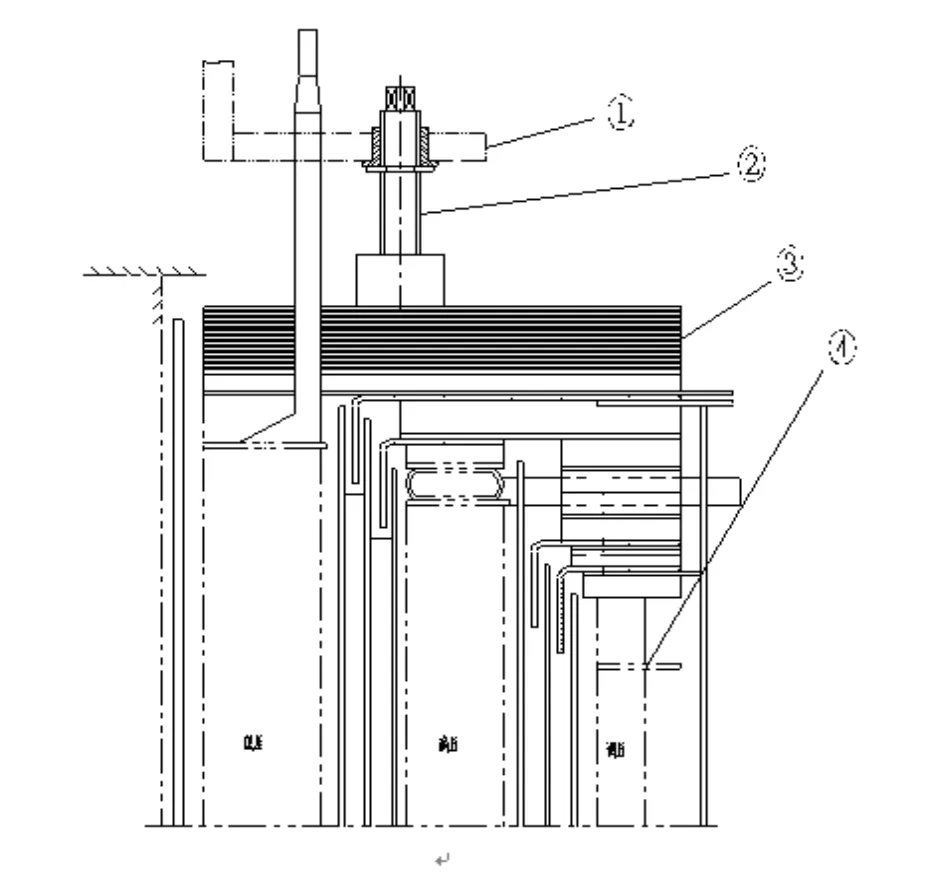
圖1 彈簧壓釘裝置器身壓緊示意圖
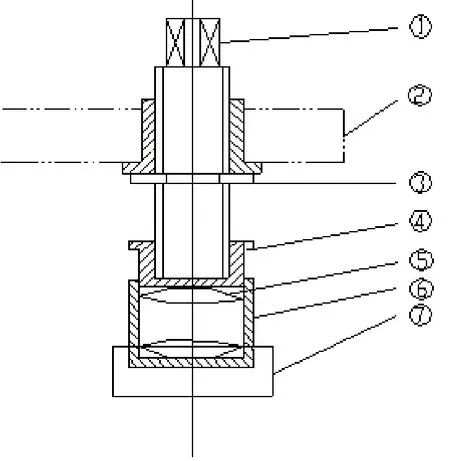
圖2 彈簧壓釘結構
彈簧壓釘繞組壓緊,緊固壓釘要高低壓側對稱,按照一定順序緊固,以防止繞組壓偏,如圖3所示。壓釘緊固至少要進行兩個循環,以便各壓釘受力基本一致。對于普通壓釘可用人感受擰緊力矩的大小。對于彈簧壓釘可通過觀察銷孔的暴露程度,一般說來銷孔的暴露應在2/3以上。
圖3
1.2 壓裝墊塊繞組壓緊結構
彈簧壓釘裝置壓緊繞組結構在容量小、電壓等級低的電力變壓器上得到了大面積的推廣使用,隨著電力系統大發展,電力變壓器技術的進步,其應用在大容量、高電壓電力變壓器上的不足越來越明顯。
1)大容量、高電壓電力變壓器其繞組幅向漏磁較大,軸向短路力大。在彈簧壓釘數量不增加的情況下,彈簧壓釘裝置壓力已不能滿足要求。
2)由于彈簧壓釘裝置由金屬部件組成,其在高場強中的布置成為一大難題,如布置位置不妥,會引起局部放電,嚴重的話,會導致絕緣擊穿,引起嚴重后果。
3)彈簧壓釘裝置容易使繞組出現某個點受力不均勻。
為了克服彈簧壓釘裝置壓緊結構的不足,一種新繞組壓緊結構應運而生,就是壓裝墊塊繞組壓緊結構。壓裝墊塊結構,就是在繞組壓板與鐵心夾件之間塞入壓裝墊塊,以保證繞組的軸向壓緊力。
壓裝墊塊結構,一般高、低壓側絕緣壓均不應少于兩件,連同相間位置上鐵軛下方的壓裝墊塊,一般在壓板圓周上應不少于6件,如圖4所示。
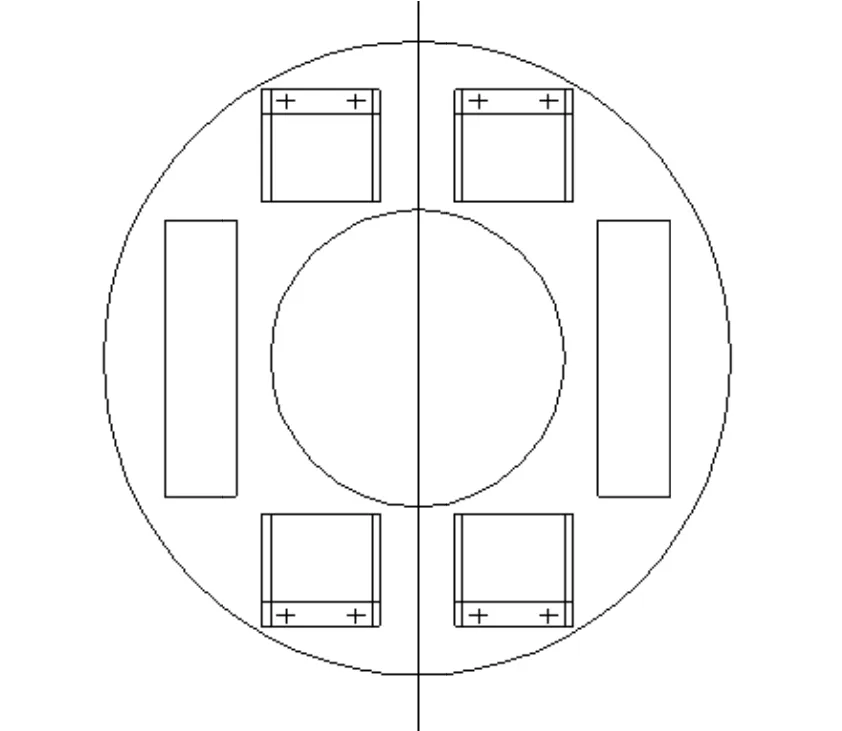
圖4 壓裝墊塊壓緊結構示意圖
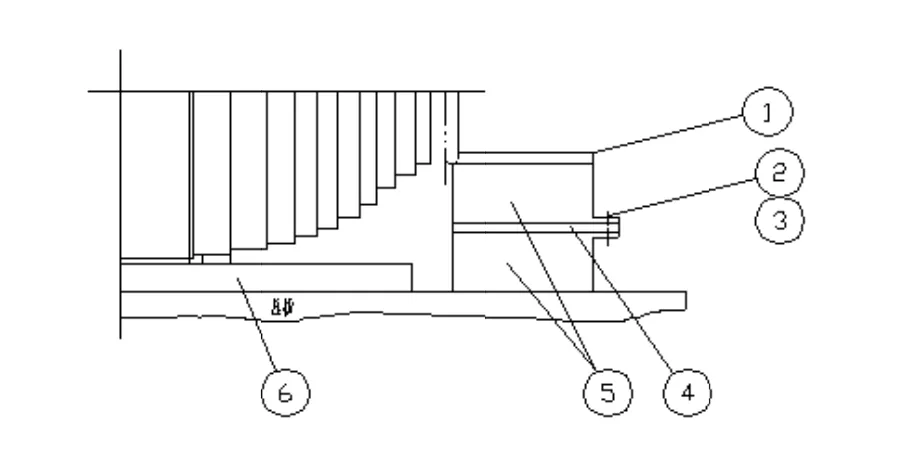
圖5 壓裝墊塊
壓裝墊塊為高密度、高電氣強度的絕緣材料,其組成有上下兩塊壓裝墊塊、中間調節片、膠木螺桿、膠木螺母、相間位置壓裝墊塊,如圖5所示。
壓裝墊塊壓緊結構操作流程是:①準備好器身壓緊用的設備-三相同時壓緊裝置;②放置三相同時壓緊裝置的液壓缸在壓板和鐵心夾件之間;③放置壓板與上夾件、鐵心之間的壓裝墊塊;④壓緊設備施加克服短路力需要的壓力;⑤放置相間位置鐵心與壓板之間墊塊的調節片;⑥放置高低壓側上下壓裝墊塊之間的中間調節片;⑦撤除壓緊裝置施加的壓力;⑧檢查壓裝墊塊的松緊程度;⑨安裝固定壓裝墊塊的膠木螺桿、膠木螺母,并緊固到位。壓裝操作示意如圖5所示。
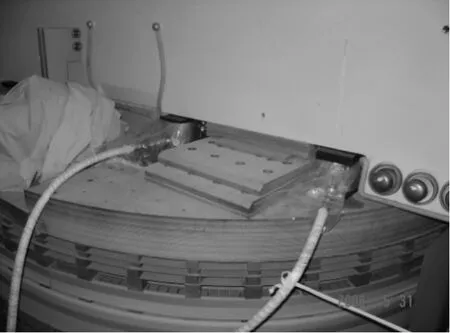
圖6
器身繞組壓裝時,為保證壓板不變形,液壓缸布置方式,盡量沿圓周方向均勻布置,高低側對稱,以保證線圈受力均勻。同時在液壓缸下部加墊較大面積的工藝墊板,防止壓板局部受力過大。
壓裝墊塊繞組壓緊結構,特點是:
1)壓裝墊塊受力面積大,繞組受力均勻。
2)壓裝墊塊為絕緣材料,電氣強度高,在高場強中布置方便,絕緣距離等參數要求易保證。
3)操作方便,壓裝過程可以借助壓緊設備,省時、省力。
4)由于操作方便,繞組壓緊時間縮短,減少了繞組受潮時間,利于保證變壓器的產品質量。
2 結論
總之,隨著電力系統的發展,變壓器技術的進步,電壓等級和變壓器容量不斷提高和加大,壓裝墊塊繞組壓緊結構在大容量、高電壓電力變壓器,包括換流變壓器中應用越來越廣泛,其結構優化、操作方便,彈簧壓釘繞組壓緊結構被壓裝墊塊繞組壓緊結構替代,已成為一種必然。
[1]謝毓城.電力變壓器手冊[M].北京:機械工業出版社,2003.
[2]趙靜月.變壓器制造工藝[M].北京:中國電力出版社,2009.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
通信電源技術(2018年3期)2018-06-26 06:33:30
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(2016年3期)2016-03-26 07:13:46
現代企業(2015年9期)2015-02-28 18:56:50
電測與儀表(2014年12期)2014-04-04 12:10:16