真空滅弧室陶瓷管殼卡口研制
2013-08-07 08:57:42黃潤(rùn)志
陶瓷科學(xué)與藝術(shù) 2013年6期
黃潤(rùn)志 劉 峰
湖南省陶瓷研究所 醴陵 412200
歷年來,陶瓷系列產(chǎn)品在生產(chǎn)過程中都面臨著產(chǎn)品變形的問題。不論是日用瓷、藝術(shù)瓷、電瓷及工程陶瓷,解決產(chǎn)品在生產(chǎn)過程特別是燒成過程中產(chǎn)品的變形,提高產(chǎn)品的質(zhì)量,都是各工藝控制技術(shù)人員必須面對(duì)的工作。特別是真空滅弧室陶瓷管殼(以下簡(jiǎn)稱真空管),其產(chǎn)品內(nèi)外徑、平行度、產(chǎn)品圓度等尺寸要求高、公差小,不同批次產(chǎn)品的規(guī)整度、一致性都有很高的要求。所以真空管產(chǎn)品變形量的大小將直接影響到產(chǎn)品的質(zhì)量及合格率。為控制真空管產(chǎn)品在燒成過程中的變形,借鑒其他陶瓷產(chǎn)品的生產(chǎn)經(jīng)驗(yàn)。確定利用卡口將真空管產(chǎn)品兩端面卡住,防止產(chǎn)品變形。就此問題,我們進(jìn)行了一系列的工藝試驗(yàn)。從卡口的器型、厚度、工藝參數(shù)的確定及原材料的使用等幾方面進(jìn)行研究。目前基本解決了真空管產(chǎn)品變形的問題,能達(dá)到真空管使用方的基本要求。
一、卡口器型的確定
卡口的作用,主要是在真空管燒成收縮過程中,能否有效的克服燒成窯爐溫差、產(chǎn)品收縮不均勻而造成的產(chǎn)品變形,所以卡口的形狀及卡口在燒成過程中與真空管的燒成收縮是否一致是兩個(gè)關(guān)鍵的因素。
首先,根據(jù)真空管產(chǎn)品生產(chǎn)的等靜壓的生產(chǎn)工藝,在真空管的生產(chǎn)過程中,同步生產(chǎn)比真空管內(nèi)徑小5~10mm的卡口管殼產(chǎn)品。再利用普通車床將卡口管殼修成一定的形狀,形成卡口環(huán),如圖A

如圖A
由于生產(chǎn)工藝一致,那么卡口的收縮將與真空管產(chǎn)品的收縮一致,不會(huì)使真空管產(chǎn)品在燒成過程中形成向內(nèi)或向外的喇叭口。但在實(shí)際生產(chǎn)試驗(yàn)中,發(fā)現(xiàn)卡口環(huán)自身在燒成過程中會(huì)產(chǎn)生較大的變形,從而造成了真空管產(chǎn)品的二次變形,產(chǎn)品質(zhì)量及合格率得不到保證。
其次,在卡口環(huán)試驗(yàn)后,按上述工藝,壓制了一批實(shí)心的卡口產(chǎn)品,同樣利用普通車床將其修成一定的形狀。如圖B:

如圖B
這樣既防止了卡口產(chǎn)品自身的變形,又能有效的控制真空管產(chǎn)品的變形,達(dá)到滿意的效果。在實(shí)際試驗(yàn)過程中,發(fā)現(xiàn)真空管產(chǎn)品在燒成收縮這個(gè)過程里,由于燒成窯爐上下存在一定的溫差,真空管上下端面的卡口有收縮不一致的現(xiàn)象。造成真空管產(chǎn)品內(nèi)外徑或向外凸、或向內(nèi)凹,產(chǎn)品的垂直度和平行度達(dá)不到產(chǎn)品的要求,且卡口產(chǎn)品由普通車床修成,工作效益不高,卡口相對(duì)成本也較高。
在上述試驗(yàn)在生產(chǎn)實(shí)際過程中所出現(xiàn)的一些問題,通過參考電瓷、日用瓷等其他一些陶瓷產(chǎn)品在生產(chǎn)中所采取的一些防止產(chǎn)品變形的辦法,決定改變一下卡口的生產(chǎn)工藝。采取干壓一次性成型的辦法生產(chǎn)卡口,提高卡口的生產(chǎn)效益。于是設(shè)計(jì)出如下幾種卡口的形狀,逐一進(jìn)行試驗(yàn):(如圖C)

如圖C
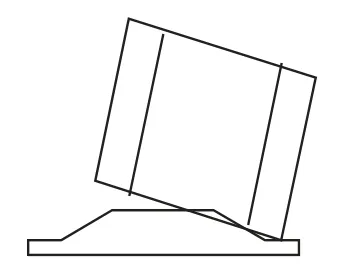
上述卡口形狀通過多次試驗(yàn),得出了一些數(shù)據(jù),也產(chǎn)生了一些結(jié)論:1號(hào)卡口在試驗(yàn)中存在多個(gè)不利的因素。①:由于整個(gè)卡口呈圓弧形,在實(shí)際裝燒操作中,操作員工很難將卡口水平放置,由于卡口的作用,造成真空管產(chǎn)品在燒成收縮過程中收縮不一致,導(dǎo)致產(chǎn)品的變形量加大,合格率降低。②:由于重力作用,上卡口會(huì)在收縮過程中存在下墜的現(xiàn)象,無法和真空管產(chǎn)品形成同步收縮,并形成一種向外的撐力,造成真空管產(chǎn)品形成外趴的喇叭口。如圖D
如圖D
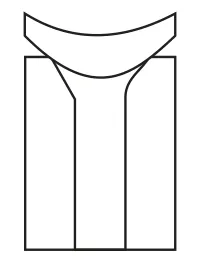
真空管產(chǎn)品的垂直度和平行度均達(dá)不到產(chǎn)品的要求。1號(hào)卡口無法滿足真空管生產(chǎn)的需要。2號(hào)卡口在試驗(yàn)過程中,雖然解決了1號(hào)卡口在試驗(yàn)中所出現(xiàn)的第一種情況,但同樣由于重力的作用,在燒成過程中上卡口會(huì)出現(xiàn)一種向內(nèi)凹的形狀,如圖E:

如圖E
同樣造成真空管產(chǎn)品向外的喇叭口,真空管產(chǎn)品的垂直度和平行度達(dá)不到要求。不能滿足真空管的生產(chǎn)的需求。
3號(hào)卡口在試驗(yàn)中,不僅存在和1、2號(hào)卡口同樣的問題,而且由于其形狀卡口處的角度為90度,在成型過程中,由于應(yīng)力的作用,在卡口產(chǎn)品出模時(shí)卡口處出現(xiàn)大量的裂紋。卡口產(chǎn)品生產(chǎn)合格率極低,不能滿足生產(chǎn)所需。
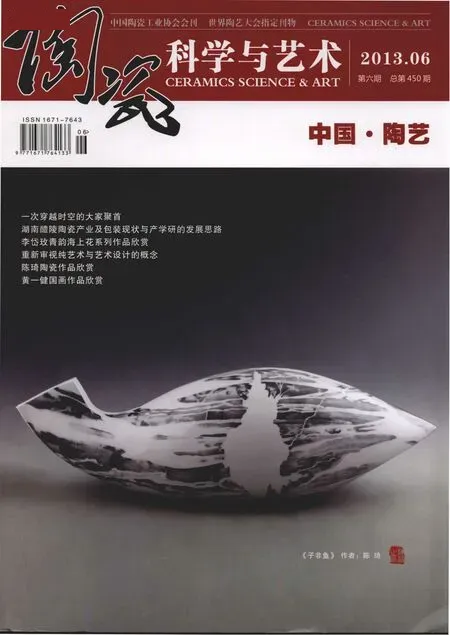
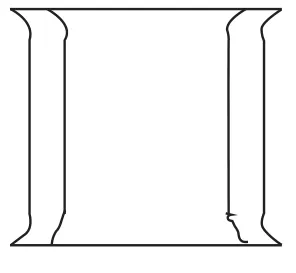
4號(hào)卡口的角度為135度,其在試驗(yàn)中,上卡口在燒成收縮后與真空管產(chǎn)品形成了如圖F形狀:
如圖F
不僅解決了1、2、3號(hào)卡口由于收縮及重力作用所造成真空管產(chǎn)品的缺陷,還恰到好處的卡住了真空管產(chǎn)品兩端面,有效的控制住了真空管產(chǎn)品的變形。且下卡口也同樣起到了控制真空管產(chǎn)品下端面的收縮。
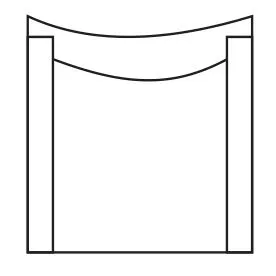
5號(hào)卡口的角度在165度以上,在試驗(yàn)過程中,上卡口和4號(hào)卡口一樣,基本可以控制住真空管產(chǎn)品上端面的變形,但由于角度太大,在實(shí)際生產(chǎn)試驗(yàn)過程中,逢中裝燒不好控制,如不能逢中裝燒,在產(chǎn)品燒成收縮過程中,會(huì)出現(xiàn)卡不住產(chǎn)品的情況,特別是下卡口,有時(shí)會(huì)出現(xiàn)如圖G情況:
如圖G
造成真空管產(chǎn)品的傾斜,產(chǎn)品變形量增大,甚至倒塌形成倒窯等現(xiàn)象。
通過一系列試驗(yàn),綜上所述,最終通過試驗(yàn)及在生產(chǎn)中是實(shí)際效果。確定了以4號(hào)卡口為最佳卡口器型。其可以有效的控制住真空管產(chǎn)品在燒成過程中的收縮變形。滿足真空管產(chǎn)品的生產(chǎn)及尺寸要求。
二、卡口厚度的確定
在試驗(yàn)過程以及生產(chǎn)過程的實(shí)際才做中。發(fā)現(xiàn)卡口的厚度對(duì)真空管產(chǎn)品在燒成收縮過程中會(huì)形成一定的影響。
卡口在成型過程中,如果過厚的話,其在燒成過程中收縮會(huì)有所增大,在產(chǎn)品燒成過程中,上卡口收縮過大達(dá)不到卡住真空管產(chǎn)品上端面的效果,下卡口同樣收縮過大。由于真空管產(chǎn)品的收縮小一些,加上重力作用,下卡口會(huì)拖動(dòng)真空管產(chǎn)品向內(nèi)收縮,使真空管產(chǎn)品形成內(nèi)縮。如圖H:
同樣如果卡口過薄的話,收縮會(huì)有所減小,在燒成收縮過程中,上卡口和下卡口形成了同樣的問題,由于比真空管產(chǎn)品的燒成收縮小,在收縮過程形成牢牢考口真空管產(chǎn)品并造成向外的一種撐力使真空管產(chǎn)品兩端面都形成喇叭口,如圖F:
如圖F
通過對(duì)卡口產(chǎn)品多次的試驗(yàn)及所產(chǎn)生的實(shí)際效果,最終確定卡口的厚度應(yīng)在8~10mm之間,生產(chǎn)的卡口控制真空管的效果最佳。
三、工藝參數(shù)的確定
由于卡口產(chǎn)品所實(shí)行的干壓成型而真空管實(shí)行的等靜壓成型,其生產(chǎn)工藝存在一定的差異,同時(shí)由于窯爐在燒成過程中,爐膛上下存在一定的溫差,真空管產(chǎn)品上下端面的收縮也存在一定的差異,所以在卡口生產(chǎn)過程中,上下卡口的壓力及收縮都會(huì)有所不同,根據(jù)真空管產(chǎn)品的大小,高度確定相應(yīng)的生產(chǎn)工藝參數(shù)。
1、壓力確定,根據(jù)干壓的壓力單位與等靜壓的壓力單位進(jìn)行換算,基本公式為;
干壓壓力×壓機(jī)柱塞面積 / 卡口模具面 等靜壓壓力
一般情況下,卡口生產(chǎn)壓力應(yīng)等于或弱小于真空管產(chǎn)品的成型壓力,以達(dá)到最佳效果。
2、根據(jù)窯爐爐膛上下溫差的大小,適當(dāng)調(diào)整上下卡口的生產(chǎn)壓力,使上下卡口的收縮和同型號(hào)的真空管產(chǎn)品收縮一致,由于真空管上端收縮一般比下端收縮要大一些,所以上卡口的生產(chǎn)壓力要比下卡口的生產(chǎn)壓力略小,使上卡口的收縮比下卡口略大,達(dá)到與真空管產(chǎn)品上下端面收縮一致。
四、粉料確定
因卡口生產(chǎn)需要大量的粉料,為節(jié)約卡口生產(chǎn)成本,對(duì)真空管在生產(chǎn)過程中所產(chǎn)生的洗塔料,管殼料及回收料進(jìn)行了大量的卡口生產(chǎn)試驗(yàn),最終確定成型后真空管修坯過程中所產(chǎn)生的修坯回收料所生產(chǎn)的卡口產(chǎn)品能達(dá)到真空管生產(chǎn)過程中所要求的各卡口的工藝要求,滿足產(chǎn)品要求。
通過上述幾方面的多次試驗(yàn),形成了卡口生產(chǎn)的一整套完整的生產(chǎn)工藝。基本解決了真空管生產(chǎn)過程中的變形問題。使真空管產(chǎn)品在生產(chǎn)過程中能達(dá)到其各項(xiàng)工藝及尺寸指標(biāo)的要求。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
Coco薇(2015年1期)2015-08-13 02:23:50
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14