肋骨自動加工參數(shù)實時計算方法的研究*
2013-07-09 03:08:42周永清王呈方
武漢理工大學學報(交通科學與工程版) 2013年2期
關鍵詞:檢測
周永清 王呈方 胡 勇
(武漢理工大學交通學院 武漢 430063)
0 引 言
在近年來的船廠建設與技術改造中,機械手數(shù)控肋骨冷彎機[1-3]已大量應用到船體肋骨的自動加工中.其自動加工原理采用弦線測量控制法[4],肋骨采用分段加工,逐段成形.
1 弦線測量法原理
肋骨自動加工采用的弦線測量控制法原理見圖1.首先根據(jù)船體肋骨型值參數(shù),采用樣條函數(shù)進行曲線擬合,可以得到船體肋骨曲線f(x).然后,從肋骨加工的起點端開始,用弦長等于S0的弦線將曲線分割成若干個弧線段,其分點分別為1,2,3,…,i,并作出其定長弦線S0,再由起點1向相反方向作出該曲線的切線,在上面量取等于型材甩頭(即荒料)的長度01記為L0,然后過0點分別向各分點i作弦線,0點到加工分點i的弦線長記為Li,該弦線Li與相鄰的定長弦線又形成了θi.Li反映了被彎曲加工段船體肋骨的位置情況,即進料長度控制量.θi表示被加工段船體線形的曲率情況,即為彎曲角度控制量.
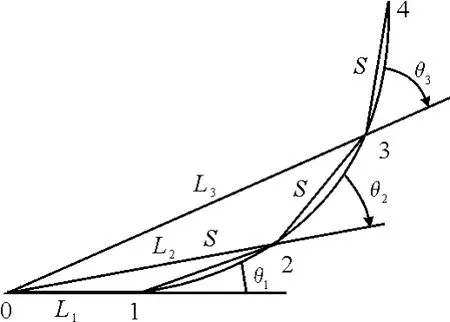
圖1 弦線測量控制法原理
因為Li和θi惟一地決定了各分點i一定在肋骨曲線f(x)上.加工過程中,用弦長Li控制進料位置,用θi控制成形精度.當進料達到Li時,控制機器將型材彎曲Li與S0的夾角為相應的θi,就能將型材彎制成所要求的曲線形狀.因此,采用該設備進行數(shù)控加工時,通常是在加工前計算出控制參數(shù)數(shù)組{Li,θi},把它作為加工指令文件傳輸給現(xiàn)場控制的NC裝置,在加工過程中按照該指令先進料到Li,然后彎曲工件,使之達到弦長Li與定弦長S0的夾角為θi.
2 機械手肋骨冷彎機的組成與控制
機械手肋骨冷彎機由控制系統(tǒng)、機械、液壓、電氣等部分組成.其移動部件有左中右3個夾緊油缸、2個左右擺動進料油缸、1個主彎曲油缸、2個反變形的驅(qū)動液壓馬達和2個檢測桿驅(qū)動電機等10個部件.
其移動部件的控制,首先由控制軟件根據(jù)加工工藝過程和檢測數(shù)據(jù),生成控制指令;然后通過計算機接口和I/O模塊輸出,控制繼電器線圈的得電或失電;再由繼電器的常開觸頭的閉合與斷開來控制液壓站上電磁閥的得電與失電,從而控制油缸活塞桿的進退、檢測桿驅(qū)動電機的正反轉(zhuǎn)動,最終實現(xiàn)機器的加工動作.通過5個拉繩傳感器、3個壓力繼電器和20多個接近開關,將機器移動部件的運動位移、限位等信息反饋給控制軟件[5].
在實際加工過程中,執(zhí)行進料指令時,由于控制系統(tǒng)的延遲、電路和液壓元件的響應延遲,以及機器慣性等原因,進料總會有誤差,進料后的實際弦長為L′i,它與理論弦長Li有差別.若此時仍然采用加工指令中的θi來控制肋骨的成形,必然會引起肋骨成形誤差.
3 進料誤差分析
3.1 進料誤差統(tǒng)計
在某船廠使用400t機械手數(shù)控肋骨冷彎機進行肋骨數(shù)控加工時,記錄每段的進料目標弦長、進料后的實際弦長和進料誤差.將每次的進料誤差繪制在圖上,見圖2.
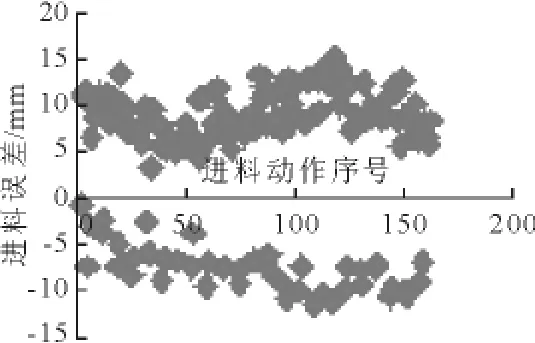
圖2 按進料順序記錄的進料誤差
根據(jù)記錄的進料結(jié)果,對進料誤差進行統(tǒng)計分析,可以得出每段進料的平均誤差為8.60 mm,進料超過值最大為15.13mm,進料不足最大為11.98mm.
3.2 進料誤差原因分析
機械手肋骨冷彎機自動加工的控制過程見圖3.其中控制軟件的反應速度、液壓油路響應速度和機器響應速度等都會影響進料誤差值.
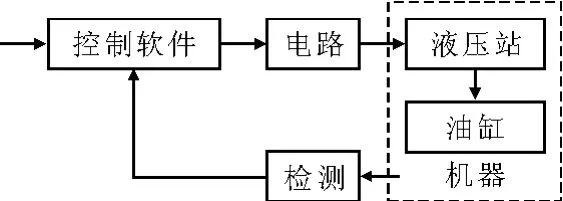
圖3 控制過程簡圖
控制軟件的檢測周期約為20ms.軟件檢測到機器運動的位移參數(shù)后,然后根據(jù)弦長計算模型計算實測弦長L′i是否達到進料要求的目標弦長Li附近.由于2次檢測之間存在一定的時間間隔,因此進料誤差不可避免.
液壓油路響應速度又受到油泵流量大小、閥件響應速度、液壓油粘性等因素的影響.在程序命令發(fā)出和液壓油路響應之后,機器由于慣性會過沖或抖動也會造成進料誤差.
另外,在肋骨彎曲過程中,2個檢測桿的檢測頭緊貼著肋骨的腹板邊沿,2個檢測頭的位置會隨著肋骨形狀而變化,而且并不一定是同步的前進或后退,因此檢測頭的距離并不是總等于檢測桿的間距S0.
因此,進料精度可以提高,但要很精確幾乎不可能.在加工過程中,為了彌補機械手數(shù)控肋骨冷彎機進料存在誤差的不足,根據(jù)實際進料長度和檢測頭的實際間距計算肋骨彎曲加工的目標角度,是很有必要的.
4 彎曲角度實時計算方法
彎曲角度的實時計算需要的參數(shù)有:肋骨冷彎機機器參數(shù)首端荒料L0和定弦長S0,肋骨線型參數(shù){xi,yi}和首尾端部切線方向P0,P1,和進料后的檢測數(shù)據(jù)L′i和S′i,見圖4.其中,甩頭長L0和定弦長S0與機器的制造安裝有關,機器安裝完成后標定時可以測量出來;肋骨線型參數(shù)則是在船體生產(chǎn)設計后加工文件形式給出的;實時進料參數(shù)在進料過程結(jié)束后由檢測機構撿取并計算得出.
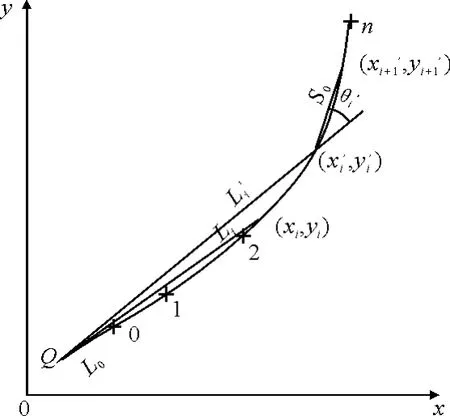
圖4 彎曲角度實時計算方法圖
將離散的肋骨型值點(0,1,2,…,n)擬合成連續(xù)的光順曲線.采用三次樣條函數(shù),根據(jù)型線首尾切線方向P0,P1和型值點坐標{xi,yi}進行曲線擬合,得出肋骨型線的插值函數(shù)f(x),使得
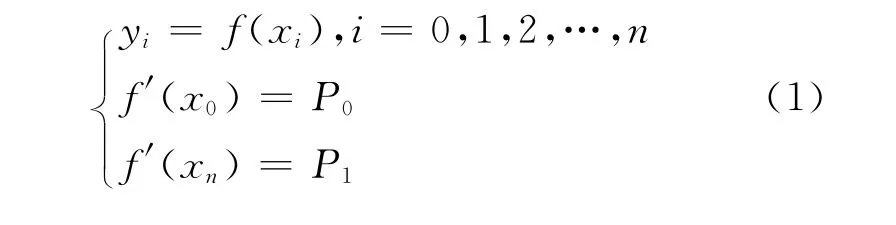
用追趕法對三次樣條函數(shù)的各個系數(shù)進行求解.
求甩頭點Q的坐標,從型值的起點(圖4中的0點)開始,沿著曲線切線方向反向延長,延長距離為L0,即可點到甩頭點,見圖4中Q.甩頭點的坐標為

根據(jù)實際進料弦長L′i,求實際加工分點坐標(x′i,y′i),使得

求取下一個加工分點(x′i+1,y′i+1),使得

求取弦長L′i+1

求角度θ′i:在Li、Li+1和S0構成的三角形中求取角度θ′i

5 計算結(jié)果
根據(jù)上述方法,在每次進料后根據(jù)實際進料長度重新計算.理論角為加工前計算的Li所對應的彎曲角度θi,計算角是根據(jù)實際進料長度L′i重新計算的彎曲角度θ′i.在加工過程中,記錄每段的理論角、計算角及他們之間的誤差(簡稱誤差角),每段的誤差角度見圖5.
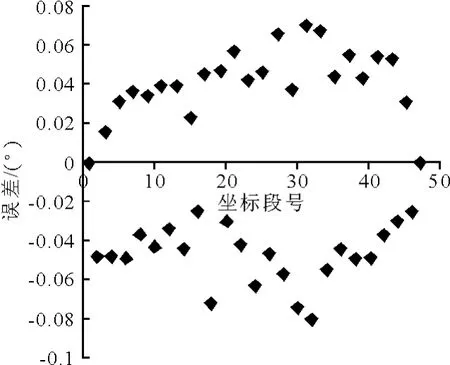
圖5 理論角與實時計算角的誤差
圖中顯示,該肋骨零件分為47段進行加工.首段和尾段的彎曲角由于特殊原因單獨處理,其誤差角為0°.其余45各段中,誤差角小于0.02°的有1段,占2.2% 在0.02°到0.04°之間的有15段,占33.3%;在0.04°~0.06°之間的有22段,占48.8%;大于0.06°的有7段,占15.5%.各段誤差值的絕對值平均為0.044 7°,最大值為0.08°.
而實際控制過程中,每段肋骨的實際成形角度與理論角的最大允許誤差為0.06°.上述計算結(jié)果顯示,由于進料誤差,導致理論角本身的誤差超過0.04°的就有29段,占64.3%.也就是說,大部分加工段的理論角本身的誤差已經(jīng)接近或超過誤差極限.根據(jù)它進行肋骨彎曲加工時,再加上其他原因產(chǎn)生的誤差,將使每段肋骨的誤差角超過允許誤差,使產(chǎn)品精度難以保證.所以,根據(jù)實際進料長度實時計算彎曲角度是必要的.
在船廠的肋骨自動加工實踐中采用該方法后,得到的加工產(chǎn)品精度可以達到8m弦長的肋骨拱高誤差為±3mm,滿足船廠加工精度要求(其船舶行業(yè)標準為±1mm/m).
6 結(jié) 論
1)彎曲角度實時計算結(jié)果進一步證明彎曲角度實時計算的必要性.根據(jù)進料誤差重新計算彎曲角度θ′i后,首先從控制源頭上減小了加工誤差.
2)計算結(jié)果應用到實際的肋骨自動加工后,得到了滿足船廠加工精度要求的肋骨零件.
所以,彎曲角度實時計算結(jié)果保證了數(shù)控機械手肋骨冷彎機能加工出符合行業(yè)精度要求的肋骨零件.
[1]胡 勇,茅云生.新型程控機械手肋骨冷彎機[J].船舶工程,2004,26(1):65-67.
[2]胡 勇,王呈方.機械手肋骨冷彎機控制系統(tǒng)[J].船海工程,2005(4):45-47.
[3]王呈方,周永清.肋骨冷彎加工機器人的研制[J].中國造船,2008,49(4):123-129.
[4]王呈方,冷榮嘉.三支點肋骨冷彎機自動控制方法的研究和實驗[J].造船技術,1985(8):15-23.
[5]LI Peiyong,WANG Chengfang,MAO Yunsheng.Research and development of CNC cold frame bender[J].Journal of Ship Production,2008(1):7-11.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48