螺桿鉆具萬向軸花瓣運動干涉仿真分析
2013-07-08 01:17:48史懷忠于建保陳洪光師濤王翠濱高學仕
石油礦場機械 2013年5期
關鍵詞:分析
史懷忠,于建保,陳洪光,師濤,王翠濱,高學仕
(1.中國石油大學(北京)石油工程學院,北京 102249;2.東營博深石油機械有限責任公司,山東東營 257091;3.山東科瑞機械制造有限公司,山東東營 257067;4.中國石油大學(華東)機電工程學院,山東青島 266580)
瓣形萬向軸(Lobe Type Couplings,簡稱LTC)是螺桿鉆具中連接馬達和傳動軸的中間構件,主要完成傳遞軸向力、轉速和轉矩的功能,其承受的載荷比較復雜。在現場使用過程中,花瓣由于磨損嚴重經常出現斷裂或滑脫事故,影響了螺桿鉆具的使用壽命,降低了鉆井效率。因此,LTC 花瓣的失效情況受到了高度重視,學者們對其進行了一定的研究:文獻[1]對萬向軸的瓣齒拉伸強度進行了分析;文獻[2]分析了萬向軸承受軸向壓力和扭矩組合載荷時瓣齒的受力特征;文獻[3]研究了瓣齒滑脫時臨界狀態的變形和應力;文獻[4]對萬向軸的壽命進行了預測分析。以上文獻雖都對瓣齒進行了分析,但都局限于假設條件下的軸向載荷和轉矩分析,并且沒有建立完整的LTC瓣齒模型,與實際工況差距較大[1-6]。
為了研究生產裝配過程中花瓣的裝配間隙對瓣齒磨損的影響,并提出合理的裝配公差,對花瓣的運動干涉分析非常必要。為此對萬向軸瓣齒進行了完整建模,并利用Pro/E 軟件對花瓣的運動過程進行了仿真分析。
1 萬向軸運動分析
LTC主要由上接頭、球座(4個)、鋼球(2個)、花瓣(2對)、連桿和下接頭組成。花瓣是用仿型火焰切割而成,其軌跡線和橫截面如圖1所示,上接頭、花瓣、連桿和下接頭通過焊接連接。萬向軸花瓣切割成形后,內部裝有球座和鋼球,鋼球的中心就是花瓣的旋轉中心。安裝球座和鋼球時由于裝配誤差,會使2個花瓣的間隙小于或者大于割縫距離。
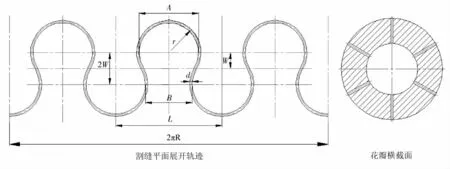
圖1 萬向軸花瓣割縫軌跡和橫截面
LTC連接著馬達和傳動軸,上端與馬達轉子相連,轉子在水力作用下作平面行星運動,即自轉和繞著定子軸線的公轉(半徑為馬達偏心距e),而與LTC下端連接的傳動軸則作定軸轉動,因此萬向軸的運動軌跡是以下端球心為頂點的倒錐面[7],如圖2所示。
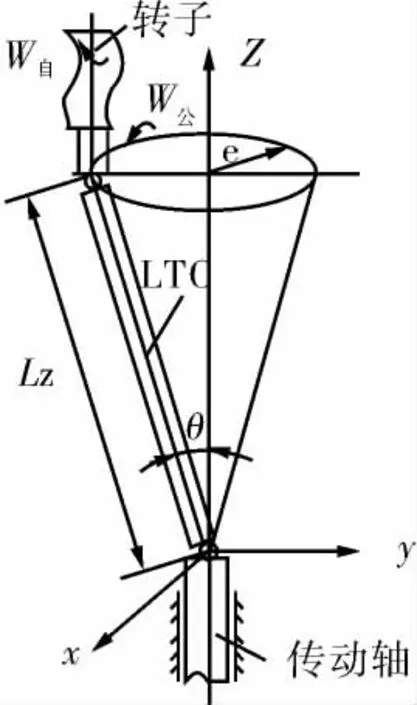
圖2 萬向軸運動過程示意
2 三維模型的建立
為了得到精確的結果,必須對萬向軸花瓣進行完整建模。筆者根據割縫軌跡建立了完整的瓣齒三維模型,如圖3所示。建模方法:①先根據花瓣展開圖建立割縫軌跡,然后將軌跡轉換到花瓣圓柱曲面;②根據軌跡用可變剖面掃描切除,由于割縫尺寸相對較小,必須控制好建模精度。
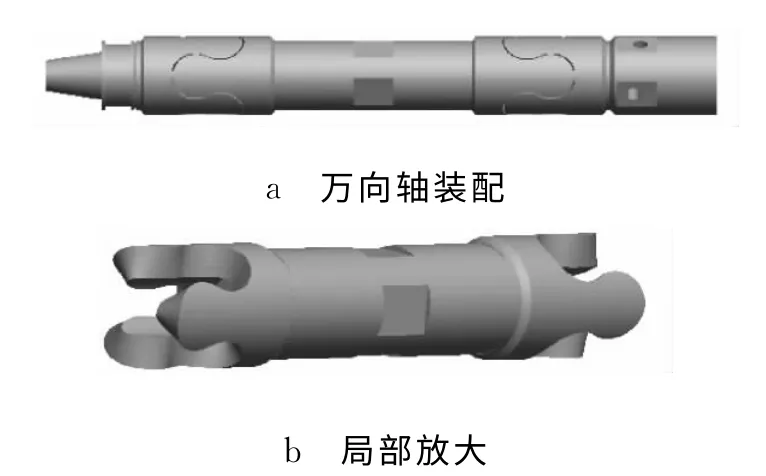
圖3 萬向軸三維模型
3 花瓣干涉分析
利用Pro/E的干涉檢測對模型進行分析。火焰切割時,噴嘴的寬度不易控制,導致割縫的寬度或大或小,因此對1.8 mm的割縫選取了1.6、1.8、2.0mm 3個縫隙進行分析。
3.1 花瓣軸向移動仿真
縫隙寬度為1.8mm,2個瓣齒在軸向(不考慮偏轉)能夠移動的最大距離為5.48 mm,如圖4所示。當距離大于這個值時,瓣齒之間就會發生干涉,干涉情況如圖5所示,不同割縫的軸向移動數據如表1所示。
圖4 不同軸向間隙的投影
圖5 軸向移動的干涉情況
表1 不同割縫的軸向移動數據 mm
3.2 花瓣轉角仿真分析
為了便于對花瓣三維模型的轉角分析,作如下3個假設:
1)軸向間隙一定,花瓣繞著鋼球的中心進行旋轉,轉動時鋼球不可移動。
2)瓣齒為剛體,即忽略彈性變形的影響。
3)當改變花瓣的軸向間隙時,鋼球的位置也隨之改變,旋轉中心軸向移動。
萬向軸上下2對花瓣在工作過程中轉角情況相同,故只對其中1組花瓣進行分析。萬向軸的公轉軌跡為倒錐面,在旋轉1周的過程中,任意位置花瓣的擺角都會受到自身結構的限制,而且每個位置的限制角度不同,為此穿過鋼球中心作一縱切面,如圖6所示:A 瓣固定,B 瓣在縱切面內繞著鋼球中心,即垂直于紙面的旋轉軸左右擺動,不斷增大偏角直到模型發生干涉,此時的角度即為該縱切面內的最大偏角。如圖6中,改變旋轉軸的角度繼續作縱切面并進行偏角分析。由于萬向軸的3個花瓣完全對稱,且單個花瓣左右對稱,故只在0~60°內改變旋轉軸,即可模擬該平面內的整個偏角情況,旋轉時每隔10°設置1個旋轉軸。根據假設3),花瓣間軸向間隙增大時,萬向軸的撓心距增大。在軸向間隙的允許范圍內選擇5個間隙進行偏角分析。偏轉時發生干涉的主要部位如圖7所示。
通過改變割縫寬度、旋轉軸和軸向間隙,在模型不發生干涉的情況下,得到的旋轉偏角變化情況如圖8~10所示。根據軸向間隙確定撓心距,軸向間隙一定時,花瓣的運動受最小偏角的限制,故選取最小偏角計算偏心距(e=Lzsinθ),由于馬達的偏心距是定值,因此萬向軸裝配后形成的偏心距值不能小于該定值,以此作為判斷公差范圍的標準。偏心距計算結果如表2~4所示。
圖6 花瓣旋轉原理
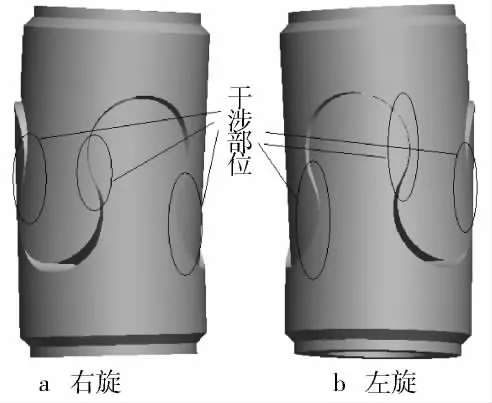
圖7 左右旋轉花瓣主要干涉區域
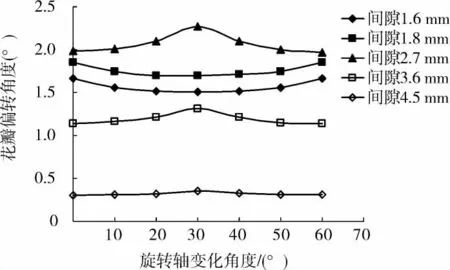
圖8 割縫為1.6mm 時不同軸向間隙花瓣偏轉角變化曲線
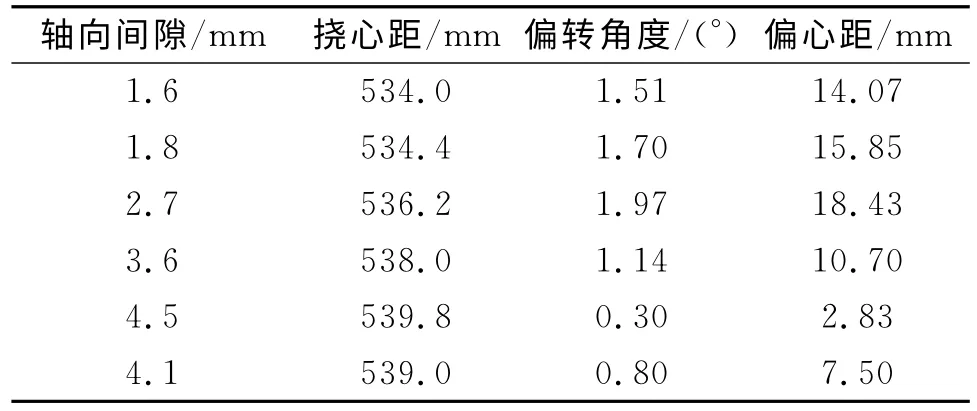
表2 割縫1.6mm 不同軸向間隙偏心距計算結果
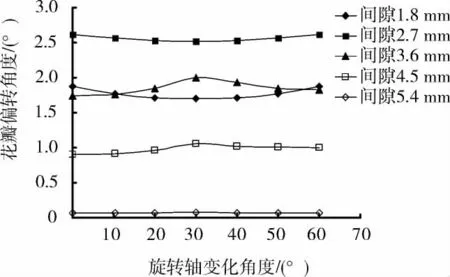
圖9 割縫為1.8mm 時不同軸向間隙花瓣偏轉角變化曲線

表3 割縫為1.8mm 時不同軸向間隙偏心距計算結果
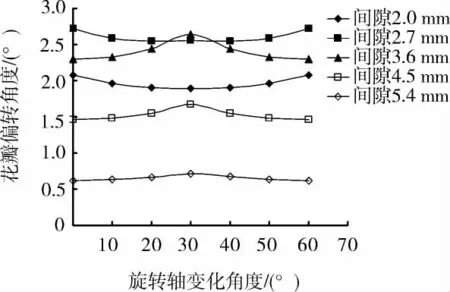
圖10 割縫為2.0mm 時不同軸向間隙花瓣偏轉角變化曲線

表4 割縫為2.0mm 時不同軸向間隙偏心距計算結果
該型號的螺桿鉆具撓心距要求大于534 mm,偏心距為定值,在滿足偏心距要求的情況下,得到不同割縫允許的可調公差范圍,數據如表5所示。仿真模擬得到的是單對花瓣的公差數據,萬向軸整體的公差范圍是單對花瓣的2倍。
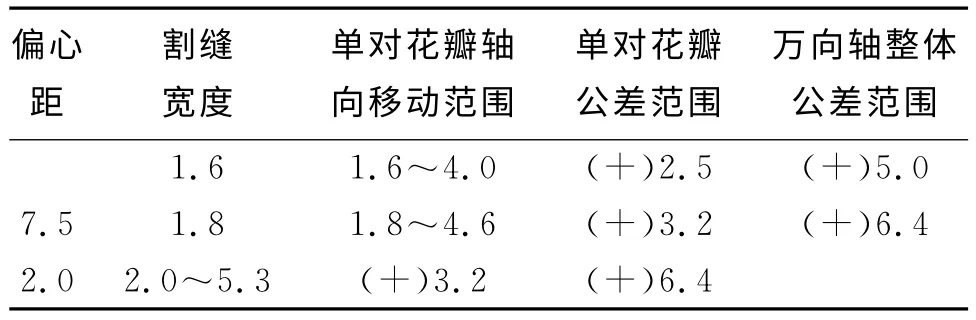
表5 萬向軸偏角數據統計 mm
瓣齒之間必須通過接觸才能傳遞轉速和轉矩,但是接觸運動就會產生摩擦,摩擦導致磨損。由于萬向軸傳遞的轉矩和轉速是相對固定的,當花瓣的間隙滿足不了偏心距的要求時,瓣齒之間就會產生過盈來滿足公轉偏心距的要求,在相同的工作時間內加重了瓣齒的磨損。因此,組裝焊接時必須嚴格控制花瓣的間隙,按照公差范圍合理裝配。
4 結論
1)利用Pro/E 建立了花瓣三維模型,模擬真實的運動過程,通過干涉檢測功能,對花瓣運動轉角進行分析,得到瓣齒運動過程中的偏角數據。
2)通過運動干涉仿真分析,得到了萬向軸不同割縫的瓣齒裝配時允許調整的公差范圍。為制造時合理控制花瓣的裝配間隙提供了可靠的數據。
3)花瓣在運動過程中要傳遞力和轉矩,磨損不可避免。必須在合理裝配的基礎上,定量地研究花瓣運動過程中的磨損量。
[1]李增亮,苗長山,孫浩玉,等.瓣形萬向軸瓣齒的拉伸強度分析[J].石油機械,2006,34(12):18-21.
[2]屈文濤,高曉剛,孟棟軒,等.螺桿鉆具瓣形萬向軸瓣齒壓扭組合強度分析[J].石油鉆探技術,2009,37(1):65-67.
[3]屈文濤,焦清朝,高曉剛,等.螺桿鉆具瓣形萬向軸瓣齒起下鉆軸向接觸分析[J].石油機械,2009,37(7):21-24.
[4]高曉剛.螺桿鉆具萬向軸力學特性分析及壽命預測[D].西安:西安石油大學,2009.
[5]周易文,劉重康.螺桿鉆具中的齒瓣式萬向軸[J].石油礦場機械,2001,30(5):41-43.
[6]章發明,劉社明,李天明,等.螺桿鉆具失效情況統計分析[J].石油礦場機械,1998,27(2):32-34.
[7]蘇義腦.螺桿鉆具研究及應用[M].北京:石油工業出版社,2001.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06