論鍛件尺寸設(shè)計(jì)原則
2013-06-29 02:26:52申冰冰
鍛壓裝備與制造技術(shù) 2013年2期
關(guān)鍵詞:設(shè)計(jì)
申冰冰
(山西省長治市應(yīng)用技術(shù)研究院,山西 長治 046000)
1 對鍛件尺寸設(shè)計(jì)提出的要求
目前,鍛件圖的尺寸都是在零件圖尺寸的基礎(chǔ)上加減總加工余量而得到的,鍛件各面的設(shè)計(jì)基準(zhǔn)一般同零件圖一致。實(shí)際上這種設(shè)計(jì)方法并不合理,這是因?yàn)殄懠D尺寸和零件圖尺寸的設(shè)計(jì)基準(zhǔn)一致是沒有意義的,我們在設(shè)計(jì)鍛件時(shí)應(yīng)根據(jù)各面加工與否對鍛件尺寸提出這樣的要求:①如果鍛件的某些面需要加工,則應(yīng)保證這些面在機(jī)械加工時(shí)有最均勻合理的粗加工余量。②如果鍛件的某些面不需加工,則應(yīng)保證這些非加工面與各加工面有最準(zhǔn)確的位置及尺寸。
2 粗基準(zhǔn)的兩個(gè)重要特征
零件在加工時(shí)所用的粗基準(zhǔn)是一個(gè)非常重要的概念,它起著承上啟下的作用,對粗加工余量有影響的所有工序尺寸和鍛件尺寸的匯交點(diǎn)必定是粗基準(zhǔn)。
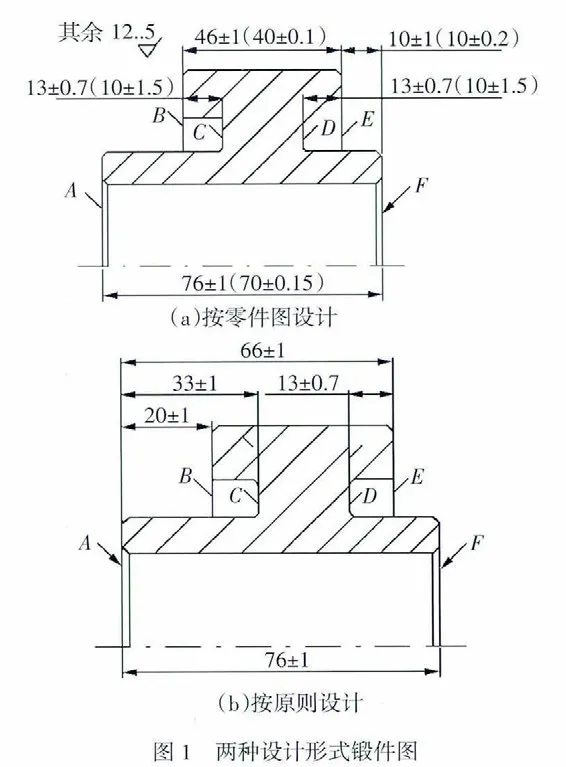
特征1:粗基準(zhǔn)面的粗加工余量公差最小。圖1為兩種設(shè)計(jì)形式的鍛件圖,鍛件各面的粗加工余量公稱值均取3mm[1],兩種鍛件精度相同,零件加工時(shí)選A 面為粗基準(zhǔn)。圖1a 按零件圖設(shè)計(jì)鍛件尺寸(括號(hào)內(nèi)為設(shè)計(jì)尺寸及公差),圖1b 鍛件大部分面(除D面外)都以粗基準(zhǔn)A 為基準(zhǔn)。機(jī)械加工過程中各工序尺寸依次為:AF1=73±0.2;F1E1=10±0.2;E1B1=40±0.1;F1A1=70±0.15(F1、E1、B1、A1為加工后的表面,下同)。根據(jù)工藝尺寸式原理[2],A 面的粗加工余量為:AA1→AF1A1,即 AA1=AF1-F1A1。由此可見,粗基準(zhǔn)面A 的粗加工余量AA1只與工序尺寸AF1、F1A1有關(guān),與鍛件尺寸無關(guān)。我們再來看B 面的粗加工余量BB1→B……AF1E1B1,可以看出粗加工余量BB1除與工序尺寸 AF1、F1E1、E1B1有關(guān)外,還與鍛件面 B 與粗基準(zhǔn)A 之間的尺寸有關(guān)(同理可以證明,粗基準(zhǔn)面的粗加工余量只與工序位置誤差有關(guān),與鍛件的位置誤差無關(guān)),由于工序尺寸的誤差遠(yuǎn)比鍛件小,因而粗基準(zhǔn)面粗加工余量公差最小。
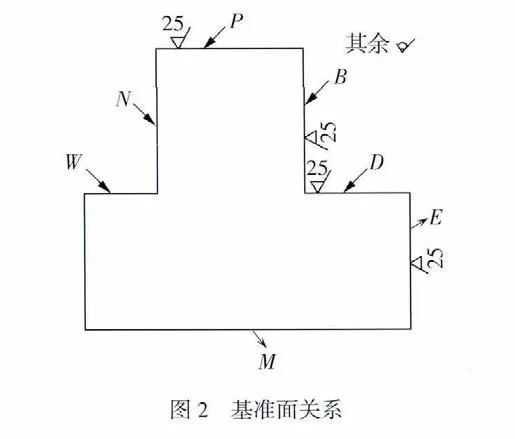
特征2:粗基準(zhǔn)面和其他加工過的面之間的尺寸及位置誤差最小。圖2 所示工件加工時(shí)的粗基準(zhǔn)為M 面,M 面不需加工,機(jī)械加工過程中各工序保證的位置關(guān)系為:M⊥B1;B1⊥D1;B1∥E1;D1∥P1。根據(jù)工藝尺寸式原理,M 面與P1面的位置關(guān)系為:M∥P1→M⊥B1⊥D1∥P1。由此可見,粗基準(zhǔn) M 面和P1面的位置只與工序位置 M⊥B1、B1⊥D1、D1∥P1有關(guān),與鍛件各面的位置誤差無關(guān)。但對于其他不加工的面,例如N 面和P1面的位置關(guān)系為:N⊥P1→N…M⊥B1⊥D1∥P1,這說明,N 面和 P1面的位置關(guān)系除與工序位置 M⊥B1、B1⊥D1、D1∥P1有關(guān)外,還與鍛件面N 和基準(zhǔn)面M 的位置誤差有關(guān)。同理,由于工序位置誤差遠(yuǎn)比鍛件各面的位置誤差小,因而粗基準(zhǔn)面與其他加工過的面的位置誤差最小。
3 鍛件各面粗加工余量分析計(jì)算
從上面分析可知,不為粗基準(zhǔn)的鍛件各面的粗加工余量除與相關(guān)的工序尺寸有關(guān)外,還必然與相應(yīng)的鍛件各面與粗基準(zhǔn)之間的尺寸有關(guān)。
3.1 鍛件各面的設(shè)計(jì)基準(zhǔn)按零件圖時(shí)粗加工余量的計(jì)算
如圖 1a 所示,鍛件尺寸為 AF、EF、BE、BC、DE,我們求B 面的粗加工余量。首先寫出BB1的尺寸式:BB1→BEFAF1E1B1,由此得:

計(jì)算得:BB1=(46±1)+(10±1)-(76±1)+(73±0.2)-(10±0.2)-(40±0.1)=3mm±3.5mm(B 面最大余量為6.5,最小余量為-0.5,即B 面可能沒有加工余量。如按概率法計(jì)算,取k=1.2,則BB1=3mm±2.1mm)。
3.2 按原則設(shè)計(jì)的鍛件各面粗加工余量的計(jì)算
如圖 1b 所示,鍛件尺寸為 AB、AC、AE、AF、DE,我們?nèi)杂?jì)算B 面的粗加工余量。該情況下的B面余量尺寸式為BB1→BAF1E1B1,由此得:
BB1=BA+AF1-F1E1-E1B1=-(20±1)+(73±0.2)-(10±0.2)-(40±0.1)=3mm±1.5mm(如按概率法計(jì)算,則 BB1=3mm±1.25mm)。
從以上計(jì)算結(jié)果可以看出,鍛件按圖1b 的設(shè)計(jì)形式,只有一個(gè)鍛件尺寸AB 影響粗加工余量BB1,而鍛件按圖1a 的設(shè)計(jì)形式,則有三個(gè)鍛件尺寸 BE、EF、FA 同時(shí)影響粗加工余量BB1。因此,按圖1b 設(shè)計(jì)鍛件尺寸可使得粗加工余量公差大大減小。用同樣的方法可對其他面的粗加工余量進(jìn)行分析計(jì)算,會(huì)得到同樣的結(jié)論,因此,該結(jié)論具有普遍意義。
4 非加工面與加工面之間的尺寸計(jì)算
現(xiàn)在我們以保證B1C=10±1.5 為例來計(jì)算說明(單位mm)。
按圖 1a 計(jì)算:B1C→B1E1F1AFEBC=B1E1+ E1F1-F1A+AF-FE-EB+BC=(40±0.1)+(10±0.2)-(73±0.2)+(76±1)-(10±1)-(46±1)+(13±0.7)=10±4.1(如按概率法計(jì)算,則 B1C=10±2.27)。
按圖 1b 計(jì)算:B1C→B1E1F1AC=B1E1+E1F1-F1A+AC=(40±0.1)+(10±0.2)-(73±0.2)+(33±1)=10±1.5(如按概率法計(jì)算,則B1C=10±1.25)。
上面計(jì)算結(jié)果可以看出,按圖1a 的毛坯即使使用概率法計(jì)算也不能保證B1C=10±1.5,而按圖1b 的毛坯可以保證B1C=10±1.5。
5 非加工面與加工面之間的位置誤差分析
仍以圖2 為例,分析非加工面N 和P1面的位置關(guān)系N⊥P1→N…M⊥B1⊥D1∥P1。跟以上余量分析相同,如果在鍛件圖中N 面的設(shè)計(jì)基準(zhǔn)為M 面(M⊥N),則 N⊥P1→N⊥M⊥B1⊥D1∥P1,只有 N⊥M這一鍛件位置誤差影響N⊥P1,否則將有更多的鍛件位置誤差影響N⊥P1。例如,假設(shè)鍛件圖按零件圖的設(shè)計(jì)形式,鍛件 N 面的基準(zhǔn)為 D 面(D⊥N),D 面的基準(zhǔn)為 E 面(E⊥D),E 面的基準(zhǔn)為 M 面(M⊥E),則 N⊥P1→N⊥D⊥E⊥M⊥B1⊥D1∥P1,有 D⊥N,E⊥D,M⊥E 三個(gè)鍛件位置誤差影響 N⊥P1。因而從減少非加工面與加工面的位置誤差方面考慮,鍛件各面仍應(yīng)以加工該鍛件時(shí)采用的粗基準(zhǔn)M 面為基準(zhǔn)。
在以上的分析中,N 代表的是任意非加工面,P1代表的是任意加工面,所以上面的結(jié)論也有普遍意義。
6 鍛件尺寸設(shè)計(jì)原則
通過上面的分析可以看出,無論從減少各面粗加工余量公差方面考慮,還是從減小非加工面與加工面之間的位置誤差方面考慮,都應(yīng)以粗基準(zhǔn)面作為鍛件各面的設(shè)計(jì)基準(zhǔn)。
“鍛件各面的尺寸設(shè)計(jì)基準(zhǔn)(包括位置基準(zhǔn))應(yīng)盡量采用加工該鍛件時(shí)采用的粗基準(zhǔn)”稱鍛件尺寸設(shè)計(jì)原則(以下稱原則)。遵循原則,一是可以使鍛件各面的粗加工余量公差最小,從而可選取較小的加工余量,降低材料消耗;二是可以使得非加工面與加工面之間的相對位置尺寸最準(zhǔn)確,以提高零件的加工精度。
應(yīng)當(dāng)指出的是,如果零件圖中兩個(gè)面都不需要加工,且零件圖對這兩個(gè)非加工面之間有尺寸位置要求,則該二面之間的鍛件尺寸應(yīng)按零件圖的設(shè)計(jì)方式進(jìn)行設(shè)計(jì)。
目前我們在制訂機(jī)械加工工藝時(shí)才考慮如何選擇粗基準(zhǔn)才能使粗加工余量變化最小,以及如何才能保證非加工面與加工面之間的位置尺寸最準(zhǔn)確。通過上面的分析我們認(rèn)識(shí)到,這一考慮在設(shè)計(jì)鍛件時(shí)就應(yīng)充分考慮。
按原則設(shè)計(jì)鍛件尺寸在實(shí)踐中是可行的。這需要我們在鍛件的模具制造、鍛件生產(chǎn)工藝及檢驗(yàn)中應(yīng)盡量按原則生產(chǎn)鍛件(用快速原型制造(RP)技術(shù)制造的模具很容易按照原則)。當(dāng)然,有的鍛件生產(chǎn)工藝按原則是很困難的,也未必非按原則不可,例如圖1b 中D 面很難以A 面為基準(zhǔn),我們用E 作為D面的基準(zhǔn),但我們應(yīng)盡量按原則,以使盡量少的鍛件尺寸影響粗加工余量以及非加工面與加工面之間的尺寸。
按原則設(shè)計(jì)的鍛件圖與零件圖的尺寸可比性較差,尺寸需要換算。但和降低材料消耗,提高零件精度相比,這些代價(jià)是值得的。而且,計(jì)算機(jī)輔助設(shè)計(jì)鍛件尺寸使這樣的尺寸換算不會(huì)成為障礙,實(shí)際上,我們開發(fā)的“工藝尺寸式計(jì)算軟件[3]”已經(jīng)包含了該方面的內(nèi)容。
7 結(jié)論
在鍛件尺寸設(shè)計(jì)階段,就應(yīng)考慮如何使各加工面粗加工余量最均勻,以及非加工面與加工面之間的尺寸及位置最精確。按本文提出的原則設(shè)計(jì)鍛件尺寸,一是可以減少各加工面的粗加工余量,二是可以提高非加工面與加工面之間的尺寸位置精度。該原則的推廣應(yīng)用,對機(jī)械制造業(yè)降低材料消耗、提高產(chǎn)品質(zhì)量有重要意義,同時(shí)該原則必將是計(jì)算機(jī)輔助鍛件尺寸設(shè)計(jì)的基本原則。
[1]張志文.鍛造工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1983.
[2]王 敏,徐濱士.毛坯尺寸基準(zhǔn)設(shè)計(jì)方法研究[J].機(jī)床與液壓,2009,(5).
[3]王 圓,馬芝青,田 碩,等.閘瓦銷毛坯尺寸參數(shù)設(shè)計(jì).鍛壓裝備與制造技術(shù),2001,36(5).
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
