磨削端面楔形扇面油槽工裝設計
2013-06-18 01:15:00廣東省技師學院廣州510800吳勇斌
金屬加工(冷加工) 2013年11期
廣東省技師學院(廣州 510800)吳勇斌
一、工藝分析
滑動軸承(見圖1)的材料為20CrNi低碳合金鋼,依據技術要求,在加工過程中,需滲碳淬火,從而達到一定的表面硬度要求。結合零件的形體特征,確定該零件的工藝流程為: 車→鉗(鉆孔,攻螺紋)→銑→熱處理→磨內圓磨外圓→平磨兩端面→線切割→磨楔形槽。

圖1
該零件是小批量、重復生產的形式,為保證產品質量,滿足設計及工藝要求,需設計專用工裝夾具進行加工,如鉆夾具、銑夾具、磨外圓的定位心軸,以及磨削端面楔形扇面油槽的磨削工裝。在以上四個工裝中,磨削端面楔形扇面油槽的工夾具設計成了能否達到加工要求,提高效率并滿足用戶及市場需求的關鍵。
二、模具設計
1.設計思路
根據零件上楔形扇面油槽的特點,設想設計一能帶動零件繞軸心線轉動,且能在相應轉角內升降的磨削工裝,于小型平面磨床或工具磨床上,用臥軸砂輪外圓磨出四個楔形扇面油槽。
2.楔形扇面油槽導柱的計算
由零件圖中楔形扇面油槽中徑處作圖可知:該油槽在轉角為60°的升程是0.05mm(見圖2)。
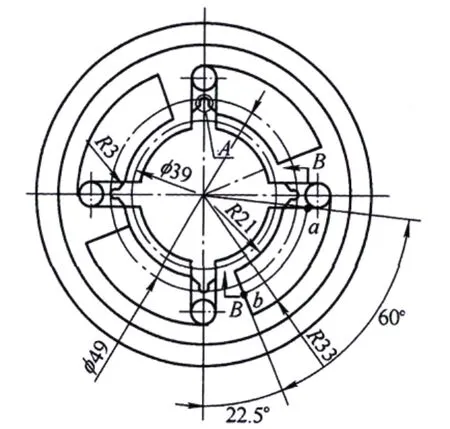
圖2
我們設想將仿形工作面加工成斜面,因斜面加工容易且斜面的表面粗糙度值易于保證。

圖3 仿形工作圖
為使仿形誤差為最小,將有效工作段設置于斜面最高點與最低點連線的中段,各30°范圍,如圖3所示。
斜面的直徑為60mm,球頭銷釘的轉動半徑為20mm。由圖4可知,斜面工作段夾角為60°的弦長等于20mm,此時需垂直升降0.05mm,則斜面仿形盤在φ60mm上的高低差H=0.05×(60/20)mm=0.15mm。斜率k =0.15/60=0.0025。

圖4
3.斜面仿形誤差
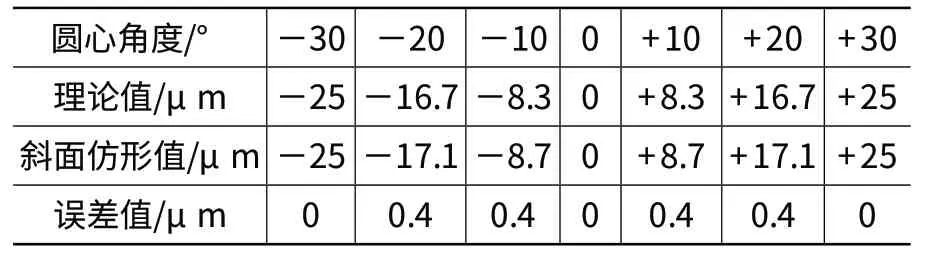
解析計算(每隔10°):
升程(高低差)(單位:μm )
X1=20×sin10° =3.47 2.5×3.47=8.7
X2=20×sin 20°=6.84 2.5×6.84=17.1
X3=20×sin 30°=10 2.5×10=25
由計算誤差值(見附表)及誤差曲線,可見加工后斜面楔形扇面油槽誤差最大值為0.4μm,且是一光滑的曲線(見圖5),對使用性能無影響。
誤差計算表
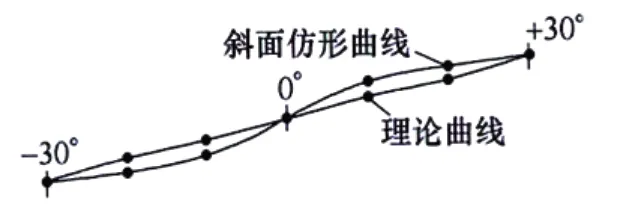
圖5 誤差曲線圖
4.定位裝置的設計
工件以內孔φ40H6及大端面定位,在其徑向以鋼球與四個均布的6mm槽口定位。因工件磨削力很小,鋼球與槽口的鎖緊力足以保證工件同軸旋轉。工件不需另設夾緊裝置,即簡化了工裝結構,也使加工操作視線寬闊。磨好一個油槽后,旋轉工件另一槽口至鋼球卡入,即可磨削下一油槽,既分度準確又方便、快捷。
5.工裝的使用
將工件裝入φ45g5軸端,工件內孔與軸為間隙配合,使工件大端面與軸端面接觸良好,以保證磨削四個楔形扇面油槽在砂輪下降距離相同的條件下尺寸一致。
工裝順時針旋轉時,主軸上的球頭支釘在仿形盤上由低向高帶動工件逐漸上升,當主軸上的限位釘與固定不動的底座上端限位槽的槽壁相接觸,此時主軸帶動工件上升至最高位置,限制順時針轉動至此點的目的是防止主軸上的工件因無約束而導致砂輪磨傷6mm直槽的另一端而使工件報廢。
當工裝反時針旋轉時,主軸上的球頭支釘在仿形盤上由高向低帶動工件逐漸下降,此時限位銷無需加以限制,只要楔形扇面油槽磨至工件槽口處為0.05mm時,楔形扇面油槽自然就可形成工件圖中67.5 °。
砂輪從接觸工件槽口處每次下降砂輪0.01~0.015mm,反復順、反時針旋轉主軸,楔形扇面油槽沿弧線逐漸形成,逐漸延長。為使楔形扇面油槽表面粗糙度值更低,砂輪最后一次進刀控制在0.05mm左右,記下刻度值并在不進刀的情況下,反復順、反時針旋轉,主動帶動工件對楔形扇面油槽進行光磨。
磨好一個楔形扇面油槽后,上升砂輪脫離工件端面約1~2mm,旋轉工件,定位鋼球在工件孔的作用下縮回。當相鄰另一工件6mm寬槽口旋轉90°時,定位鋼球在壓縮彈簧的作用下彈出卡住槽口定位,再按上述方法磨下一個楔形扇面油槽。
當工件上四個楔形扇面油槽都磨好后,上升砂輪脫離工件端面,縱向移動磨床工作臺,使工裝連同工件遠離砂輪,取下并更換工件,將磨床縱向工作臺回復原來的工作位置,就可磨削下一工件的楔形扇面油槽。
6.工裝加工裝配中應注意的事項
(1)斜面應有足夠的硬度及較低的表面粗糙度值,是保證仿形磨削扇面楔形油槽表面質量的關鍵因素,可于球頭銷釘工作段的斜面上焊入一硬質合金刀片,斜面需經磨削加工后進行研磨,進一步降低表面粗糙度值。
(2)為使工裝磨前工作段仿形誤差小,工裝裝配和各相關尺寸應保證如圖6所示的位置。
(3)操作時,于主軸上裝入工件,主軸上的鋼球在彈簧作用下卡入工件6mm槽中予以定位。校正工裝與砂輪之間的相對位置。將工裝主軸順時針旋至最高點,此時主軸上的限位釘與底座上端面限位槽如圖6位置,并使其上的工件端面6mm槽的中心線與砂輪軸線位于同一垂直平面內,緊固工裝底座(或吸附于電磁吸盤上),前后移動砂輪,使砂輪的后側面與工件6mm槽孔的后側面相切。如圖7所示起動砂輪,緩慢下降砂輪與工件接觸,往返旋轉工裝進行磨削。工裝主軸帶動工件順時針旋轉時逐漸往上升高,逆時針旋轉時則逐漸下降,如此仿形出扇形斜面油槽。
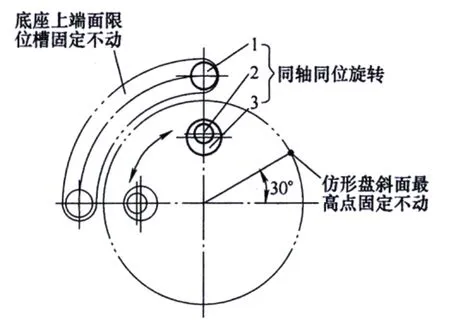
圖6
(4)工件尺寸的檢測:工件置于檢驗平板之上,并于平板上用磁性表座及千分表對楔形端面油槽的深度進行測量(旋轉工件)。
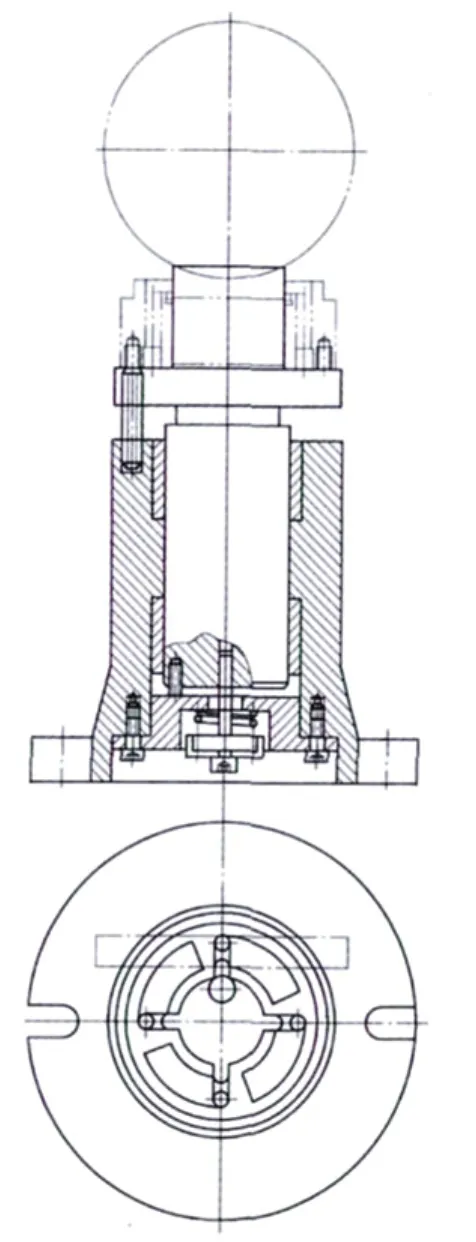
圖7
(5)砂輪直徑與寬度的確定:因磨削退刀槽為6mm,砂輪直徑最佳選擇在100~120mm之間,選用寬度為14mm,對兩邊端面修去1mm,使砂輪更平衡、兩邊輪廓更清晰。砂輪磨料為白剛玉,粒度為80#。
整個工裝的裝配關系如圖8所示。
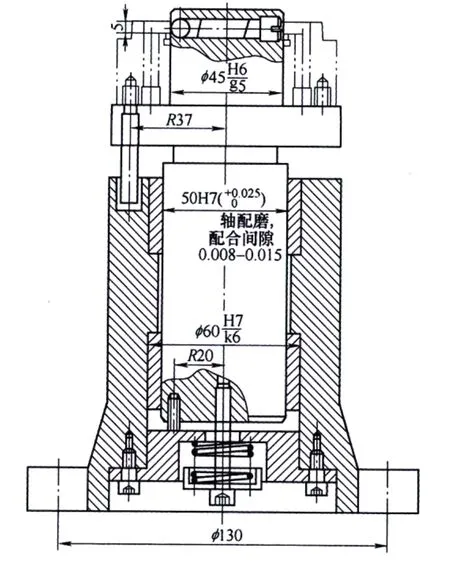
圖8
三、結語
此端面楔形扇面油槽磨削工裝加工出的產品,尺寸穩定,外形美觀,較理想地解決了看似難度極大的工藝難題。從2006年設計投入生產至今,該工裝一直在生產線上發揮它小工裝解決大難題的作用。