B型地鐵鋁合金車體柔性化制造
2013-06-18 01:15:00唐山軌道客車有限責任公司河北063035張明偉李洪濤孫學亮
金屬加工(冷加工) 2013年11期
唐山軌道客車有限責任公司(河北 063035)張明偉 李洪濤 孫學亮
地鐵作為現代大城市最方便快捷的交通工具,可以滿足短時間、高密度、長距離、大運量等運輸要求,有效地緩解了城市交通的擁堵問題,成為目前當今社會城市交通運輸的發展趨勢。地鐵車輛按照斷面大小分為A型地鐵、B型地鐵和C型地鐵,按照車體材質分為鋁合金地鐵和不銹鋼地鐵。本文介紹的是B型地鐵鋁合金車體的制造工藝。
1.車體結構
B型地鐵由4輛中間車和2輛帶司機室的頭車組成共6輛車的編組,如圖1所示。

圖1 編組示意圖
車體采用的是中空輕型擠壓鋁型材焊接而成,重量大大低于鋼鐵,有利于鐵路列車減重提速,減輕對線路設施,包括軌道、道岔、橋梁等的沖擊力,還能提供良好氣密性,同時對隔音、降噪也起到了良好的作用,節省能源,壽命可達20年以上。
車體主要由底架、側墻組成、車頂和端墻等組成,如圖2所示。
車體基本尺寸如附表所示。
2.車體制造工藝流程
車體制造工藝流程如圖3所示。

表1 車體基本尺寸

圖2 車體結構圖
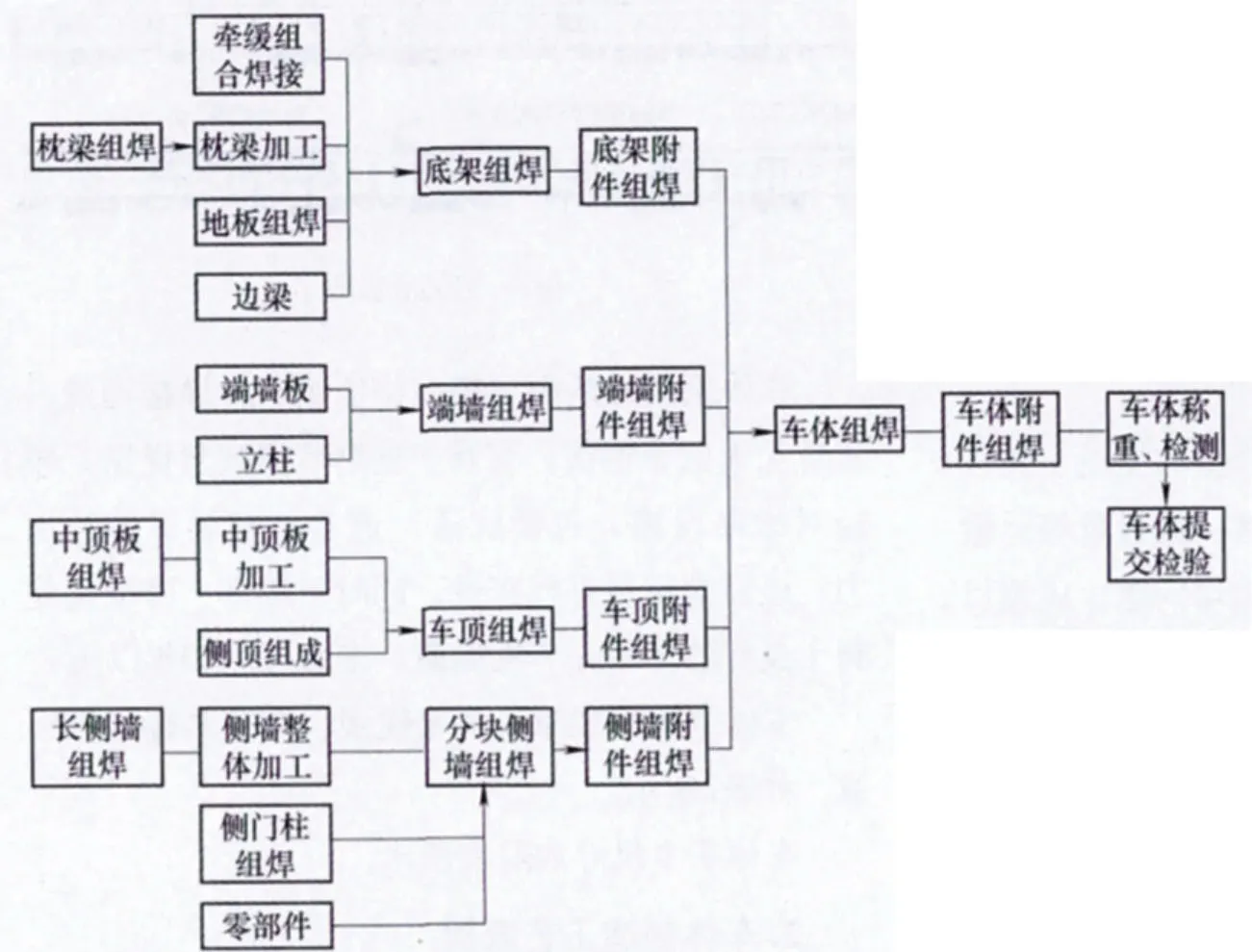
圖3 車體制造工藝流程圖
3.主要制造工藝
(1)底架組成制造工藝 以空氣簧孔為基準組對枕梁,以車鉤安裝孔為基準組對牽緩組成,吊左、右底架邊梁落入底架正裝組焊工裝,調整底架邊梁縱向中心與工裝縱向中心重合,保證邊梁密貼定位塊,確保邊梁內側枕外橫向寬度為2404mm,邊梁內側枕內橫向寬度為2402mm,進行焊接框架,最后組裝地板組成和一、二位端的端梁,完成所有正裝焊縫的焊接,吊運底架進行反裝,預制反變形60mm。
(2)側墻組成制造工藝 正裝組對門柱(以門柱為定位基準),依次組對側墻板,組裝側門柱(分塊側墻組裝門柱)。
(3)車頂組成制造工藝 確定車頂邊梁組成的一、二位端,將其吊入車頂組焊工裝中,并調整角度使之與車頂邊梁定位塊密貼,再吊入車頂邊梁,先進行正裝,后反裝。
(4)端墻組成制造工藝 分別進行組裝焊接端墻板和端門框,然后組對端墻板、端墻門口骨架,定位的基準是門口周邊端立柱、端門橫梁,擺好后將工件卡緊,保證門口尺寸(1400+20)mm,為了防止下口收縮,在門口下面需加門口支撐,最后裝配補強梁。
(5)車體組成制造工藝 在車體組成工裝上預制15mm反變形,在底架邊梁上劃出門口中心線和窗口中心線,分塊側墻組裝時以側墻窗口中心與底架邊梁上的窗口中心標記對上為準,允許窗口中心與底架上窗口中心線不重合,相對的兩個側墻單元的窗口中心最大偏差為2mm。兩個對應的門口中心線最大偏差為1mm。用內定位橫支撐和斜支撐等裝置固定側墻。檢測對角線及兩側墻上方尺寸,通過調整橫斜支撐,對角線尺寸控制在2mm內。安裝車頂組成,用鋼板尺控制車頂兩端到端角柱的尺寸相同(一、二位端相同),兩端偏差控制在2mm以內。組裝端墻組成,門口按對中進行裝配,其與側墻組成和車頂組成的輪廓需根據現車進行研配。
4.工藝難點及解決措施
(1)牽緩組成組焊及上蓋板平面度控制 牽緩組成在組焊時,由于焊縫集中且填充量大等原因,上蓋板變形較大,保證其焊后平面度需在牽緩組焊工裝上牽引梁、緩沖梁對應的位置增加20mm寬、2mm厚的不銹鋼板作為反變形(注:車鉤安裝座定位塊高度尺寸相應調高,即在車鉤安裝座定位塊下加2mm調整墊);并在上蓋板內開口處增加壓緊裝置,控制焊接變形,如圖4所示。
(2)車頂組成焊接過程中型材錯邊的控制 車頂外側焊縫焊接時容易出現錯邊,影響車體的外觀,且降低車體的強度。在裝配需嚴格控制鋁型材插口的直線度,對局部超差部位進行調修后再組裝;焊接時需制定合理的焊接順序計劃,在自動焊前均進行點固焊,在焊接過程中盡量避免短時間局部區域的熱輸入過大;工裝設計時,在不影響焊接的情況下,每隔0.8m設置一個壓緊點,中間型材部分采用多塊2t壓鐵進行壓緊。
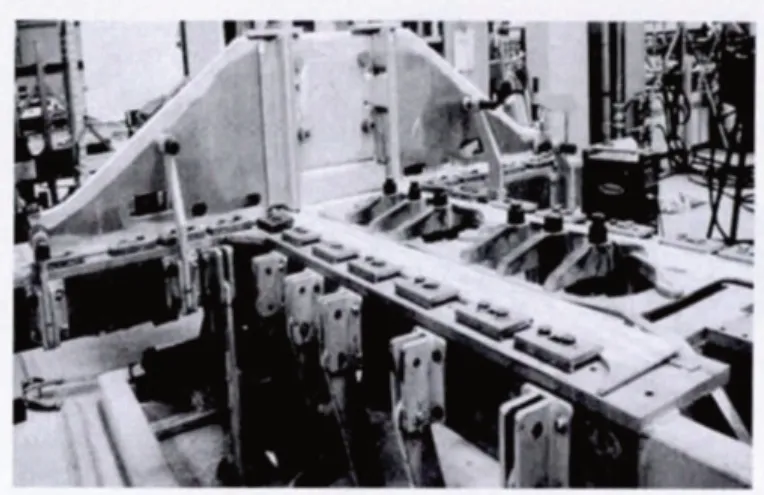
圖4 牽緩組成組焊工裝

圖5 車頂焊接工裝
(3)側墻組成外輪廓整體質量控制 由于門柱與側墻板外側焊縫形式為3V,內側為α3角焊縫,焊接時填充量和熱輸入量不同,導致側墻組成外側焊縫區域出現下凹,嚴重影響其質量。針對上述問題,需在焊接前適當角度反變形,使門柱向側墻內側傾斜(側墻內側和門柱之間的角度小于180°),即保證了外側3V焊縫的間隙值的需要,又保證了焊接完成后側墻組成的整體外輪廓。

圖6 分塊側墻組焊工裝
(4)車體組組成預制撓度控制 車體組焊后撓度要求為9mm≤a≤13mm,依據其他種類鋁合金車體制造經驗,在車體組成工裝上預制合理的反變形(a=15mm),利用水準儀精確測量各支撐面的高度差值,在每個對稱的門口處增加橫梁下拉裝置如圖7所示,保證底架邊梁下面和定位支撐塊密貼。
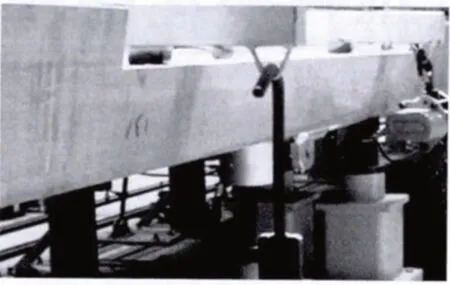
圖7 車體組成下拉撓度工裝
5.結論
通過對B型地鐵鋁合金車體的產品結構分析,確定了工藝制造難點,設計了專用的組焊工藝裝備,制定出了制造工藝流程和保證措施,順利完成了首列地鐵車體的生產制造(該課題為廠級技改項目:城軌地鐵鋁合金車體柔性化工藝裝備生產線研究,編號:2013TCT080)。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03