高效切削技術(shù)在大功率交流機(jī)車構(gòu)架加工中的應(yīng)用
2013-06-18 01:14:56中國南車集團(tuán)株洲電力機(jī)車有限公司湖南412001熊超歐
金屬加工(冷加工) 2013年11期
關(guān)鍵詞:效率
中國南車集團(tuán)株洲電力機(jī)車有限公司(湖南 412001)熊超歐
現(xiàn)在我們正處在先進(jìn)制造技術(shù)空前快速發(fā)展的時(shí)期。由于數(shù)控機(jī)床(NC)的問世,發(fā)展一系列數(shù)控加工技術(shù),如加工中心(MC)、柔性制造單元(FMC)、柔性制造系統(tǒng)(FMS)、計(jì)算機(jī)集成制造系統(tǒng)(CIMS),甚至出現(xiàn)了與傳統(tǒng)機(jī)床完全不同的虛擬軸機(jī)床(又稱六條腿機(jī)床),與機(jī)床同時(shí)相輔相成發(fā)展起來的高速加工新技術(shù)、新刀具、新工藝的緊密結(jié)合,使機(jī)械加工中的勞動強(qiáng)度大大降低,輔助時(shí)間大大縮短,產(chǎn)品質(zhì)量和生產(chǎn)效率大大提高,為制造業(yè)乃至全球經(jīng)濟(jì)的發(fā)展起到巨大的推動作用。
1.生產(chǎn)現(xiàn)狀
株洲電力機(jī)車有限公司轉(zhuǎn)向架事業(yè)部構(gòu)架車間機(jī)加工片大都是數(shù)控龍門銑床,主要加工電力機(jī)車、地鐵轉(zhuǎn)向架的構(gòu)架及構(gòu)架梁體和立板。被加工的材料以鑄鋼、鍛鋼及鋼板為主。由于產(chǎn)品主要是焊接件結(jié)構(gòu),大多是斷續(xù)切削而且加工量還比較大,在加工中不但采用高速切削刀片的消耗量比較大,機(jī)床也損壞得快。怎樣提高加工效率,有效控制生產(chǎn)制造成本,這是我們要探討的問題。
2.產(chǎn)生問題的原因
我們對構(gòu)架車間所有機(jī)加工設(shè)備在現(xiàn)場實(shí)際工作中的加工情況進(jìn)行了調(diào)查,發(fā)現(xiàn)造成刀具消耗量較大的主要原因:①沒有一個清晰、明了、準(zhǔn)確的刀具消耗動態(tài)和刀具消耗定額。其原因車型較多并要平行作業(yè)和交叉作業(yè)。②切削用量不合理而造成刀具消耗量大及浪費(fèi)機(jī)床切削功率。因外購件的外形不規(guī)矩,加工量大,工件內(nèi)部砂眼太多;因上工序焊接變形而產(chǎn)生加工量大或沒有加工量堆焊造成的刀具磨損。③由于刀具一次性使用而造成刀具消耗量大。刀片刃口已磨損未及時(shí)更換而造成浪費(fèi)機(jī)床切削功率和外表面加工質(zhì)量差;沒有進(jìn)行二次刃磨;刀桿(盤)沒有進(jìn)行維修。
3.推廣高效切削技術(shù),降低生產(chǎn)成本
(1)針對現(xiàn)場刀片切削刃的破損現(xiàn)象優(yōu)化切削用量 現(xiàn)場對SS4改構(gòu)架用不同的切削用量進(jìn)行加工。被加工材料為中碳鋼,刀片材料為YT5,發(fā)現(xiàn)刀片切削刃的破損有以下過程(見圖1)。
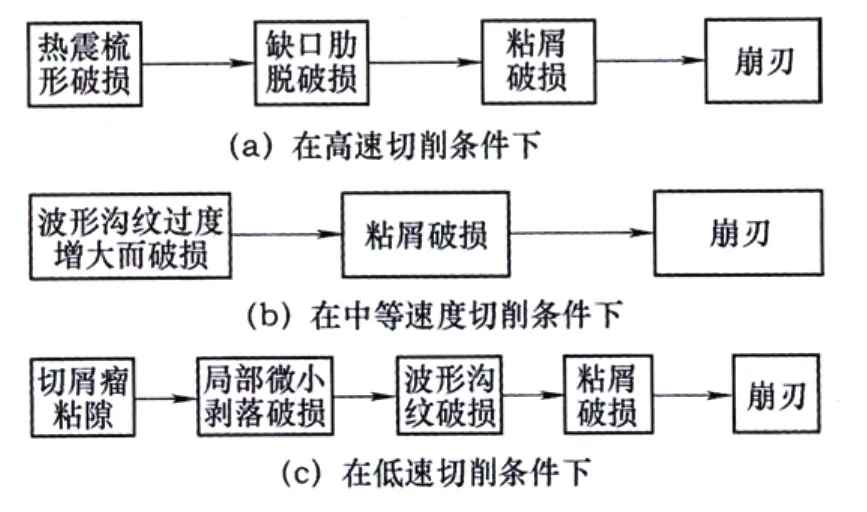
圖1

圖2
在切削過程中我們可以看出,隨著切削速度提高(相應(yīng)的切削溫度也升高),切削刃破損影響因素由以力為主,向以熱為主的方面轉(zhuǎn)化(見圖2),使處在高溫高壓下的刀—屑接觸區(qū)內(nèi)物理的力學(xué)的性能變動,轉(zhuǎn)化為類似冶金過程的物理化學(xué)反應(yīng)變化,切削刃破損的原因:除了機(jī)械摩擦、冷粘附外,更重要的應(yīng)是高溫?zé)嵴掣健⑺苄宰冃巍⒀趸瘮U(kuò)散及熱電現(xiàn)象引起的破損。不管切削刃破損的形式如何,大致上應(yīng)是圖3展示的六個因素影響的結(jié)果,僅在不同的切削條件下,各影響因素所估的主次不同而已。

圖3
針對在加工中刀片切削刃的破損現(xiàn)象我們制定了以下切削用量:刀盤直徑為630mm;切削速度V=138m/min;進(jìn)給量fZ=0.05mm/齒;切削深度ap=20mm。通過多次試切,經(jīng)過工藝驗(yàn)證采用以上的切削用量既延長刀片使用壽命,減少機(jī)床功率的消耗,又提高了工件外表面的加工質(zhì)量。
(2)有針對性地采用高效切削技術(shù) 目前國內(nèi)、外一直宣傳推廣應(yīng)用八種先進(jìn)的切削法,即SWC、NEC、CNC、HFC、HSC、MSC、LRC和CAC,是節(jié)約機(jī)床切削功率和延長刀片使用壽命的重要途經(jīng)之一。①SWC特點(diǎn):雙重前角;后角有后隙角;切削速度V=60~140m/min;加切削液時(shí)主切屑是銀白色,干切削時(shí)呈淺藍(lán)色。②NEN主要是不等距銑刀。③CNC是使用TiC涂層刀片切削法。它是硬質(zhì)合金刀片的第二次重大改革。④HFC原理是降低切削速度,提高走刀量來獲得節(jié)約能源,發(fā)揮刀片的切削性能的一種先進(jìn)工作法。⑤HSC是指使用硬質(zhì)合金(或金屬陶瓷刀、CBN等)超硬刀具材料,高速切削發(fā)揮其切削性能的另一種先進(jìn)切削法。⑥MS是北京工業(yè)大學(xué)在端銑刀改進(jìn)而開發(fā)的一種切削法。不但可以節(jié)約機(jī)床功率達(dá)16%~46%,而且可以消除切削過程中顫振現(xiàn)象產(chǎn)生,為切除大余量開辟一條新途徑。⑦LRC解決了刀具的堅(jiān)固性與鋒利性這一不可調(diào)和的基本矛盾,為極薄切削創(chuàng)造了有利條件。⑧CAC是綜合前述七種先進(jìn)切削法。銑削銀鋁合金,切削力可以降低50%以上,提高刀具壽命達(dá)3倍以上。⑨除此以外還有插銑、坡走銑、圓弧插補(bǔ)銑等技術(shù)都是高效切削技術(shù)中的一些提高生產(chǎn)效率的有效方法。
構(gòu)架車間銑邊機(jī)是專門加工構(gòu)架側(cè)梁、橫梁立板。上海地鐵側(cè)梁立板不但要加工邊,還要加工平面。我們采用涂層刀片切削,使用后耐磨性比一般刀片提高7~8倍。摩擦力減小20%~30%,節(jié)約10%~25%的動力消耗。具體切削用量如下:刀盤直徑125mm;切削速度V=78.5m/min;進(jìn)給量f=120mm/min;切削深度ap=3mm。
在整體加工大功率交流機(jī)車構(gòu)架的吊桿座中,將原來用立銑刀進(jìn)行側(cè)銑,改用插銑刀具進(jìn)行插銑,每加工一個構(gòu)架減少了2h的加工時(shí)間。就此一項(xiàng)改善一年就節(jié)約刀具費(fèi)98550元。
在整體加工大功率交流機(jī)車構(gòu)架的拉桿座底平面中,將原來底平面上用φ60mm鉆頭分別鉆兩個工藝沉臺后再進(jìn)行銑削,改用X和Z方向的線性坡走銑削工藝加工提高功效2倍。
還有在整體加工大功率交流機(jī)車構(gòu)架一系彈簧座板的內(nèi)孔中(盲孔),采用的圓弧插補(bǔ)銑削工藝,解決了采用鏜孔工藝在一系彈簧座板靠近側(cè)梁下蓋板處經(jīng)常出現(xiàn)加工孔完畢會留下很厚的飛邊,給后面的精整工序帶來了很大的麻煩的問題。
總之,在整體加工大功率交流機(jī)車構(gòu)架中,雖然不能采用高速切削,但是可以通過不同的加工方法提高加工效率。
4.結(jié)語
高速切削(HPC)實(shí)際上意味著兩個不同的方面:①它意味著在很高的主軸轉(zhuǎn)速和超高的進(jìn)給率的精加工條件下提高加工效率。②這個術(shù)語還指在高金屬切除率下進(jìn)行重粗加工。
因此,高速切削是高效加工的手段之一,更重要的是高速切削可以促成工藝替代,從而簡化生產(chǎn)工藝流程。HPC不僅僅是速度的提高,HPC銑削還被描述為能滿足提高金屬去除率要求的銑削加工。
實(shí)踐證明,只有通過對效率的不斷追求,才能經(jīng)濟(jì)有效地處理好其他矛盾。所以,現(xiàn)代機(jī)械加工技術(shù)的發(fā)展中,效率被推上了最為突出的位置。高效切削技術(shù)成為現(xiàn)代機(jī)械加工技術(shù)的主流是必然的發(fā)展趨勢。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經(jīng)濟(jì)(2017年6期)2017-07-12 09:27:16
中國衛(wèi)生(2016年9期)2016-11-12 13:27:54
時(shí)代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(yè)(2015年7期)2015-02-28 19:02:38
電子設(shè)計(jì)工程(2015年12期)2015-02-27 12:06:10
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32