坡口角度對熔深的影響
2013-06-12 06:53:52管金鈺劉錦明花建軍
船海工程 2013年2期
管金鈺,劉錦明,花建軍,單 陳,張 海
(江蘇熔盛重工有限公司,江蘇 如皋226532)
在電流、電壓相同的情況下,坡口角度越大,熔深越深;坡口角度越小,熔深越小。本文將通過試驗(yàn)進(jìn)行驗(yàn)證。
1 試驗(yàn)準(zhǔn)備
1)焊接設(shè)備。MZ-1250可控硅整流弧焊機(jī)。
2)試驗(yàn)試板。板厚25 mm,采用Y形坡口,留根8 mm;試板同樣厚度、留同樣尺寸的鈍邊,(全部通過機(jī)械加工的標(biāo)準(zhǔn)坡口角度試板)。
3)焊接參數(shù)。焊接電流700 A,電壓30 V,焊接速度40 cm/min。
4)焊接材料。焊絲H10Mn2,直徑4.8 mm。焊劑SJ101。
5)試驗(yàn)原則。用單絲焊一道。
2 試驗(yàn)數(shù)據(jù)
共進(jìn)行12組試驗(yàn),試樣統(tǒng)一留根8 mm,通過宏觀測量出未熔合深度及穿透深度,見表1及圖1~3。
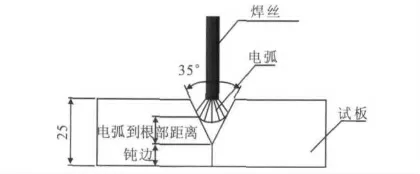
圖1 電弧及根部距離示意
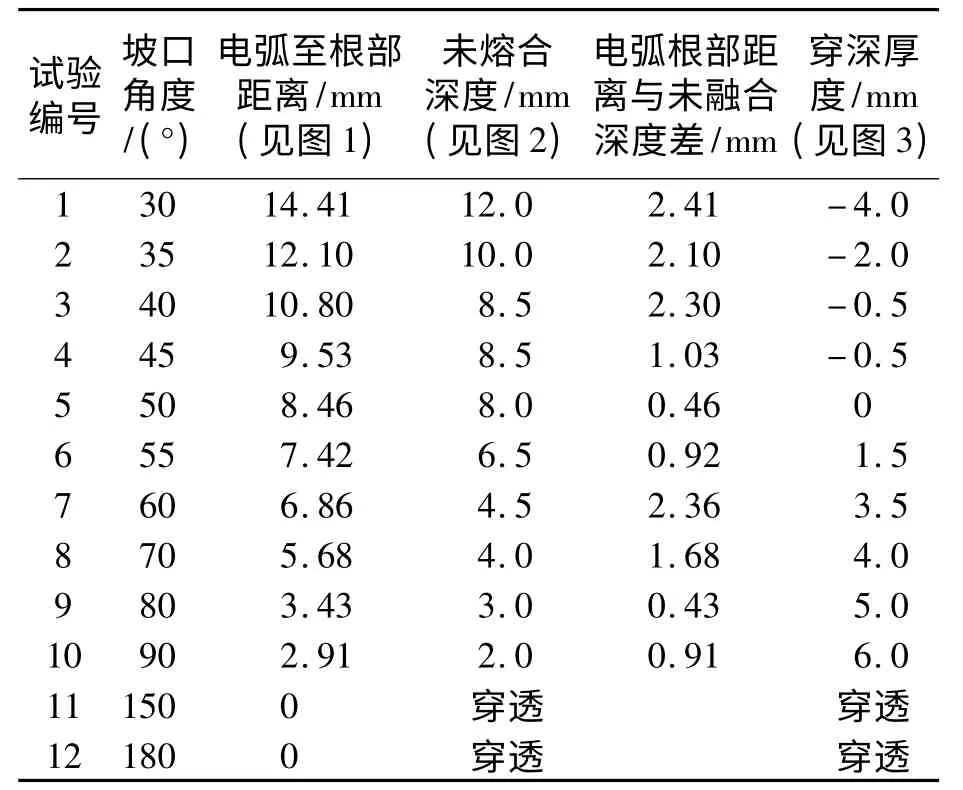
表1 焊接試驗(yàn)數(shù)據(jù)表
3 數(shù)據(jù)推導(dǎo)
由表1可見,當(dāng)坡口角度由小到大變化時(shí),相當(dāng)于板厚從25 mm變化到8 mm,自然未熔合深度是變化的。
4 試驗(yàn)分析
焊絲只要接觸到被焊工件產(chǎn)生短路就會形成電弧開始溶化。但是,開有坡口焊縫的焊接,關(guān)鍵是焊絲在坡口的什么位置地方接觸產(chǎn)生短路。用4.8 mm直徑焊絲做試驗(yàn),在坡口夾角大小不同的焊縫里焊絲端部所伸到坡口內(nèi)的位置是不同的。夾角大,焊絲端部接近坡口根部近;相反,夾角小,焊絲端部離坡口根部距離就大。也就是說開有V形或Y形坡口的焊縫焊絲是在坡口斜坡面隨著坡口夾角大小的變化所接觸到不同的點(diǎn)產(chǎn)生短路。而沒有坡口的拼板對接縫焊絲端部是在鋼板平面接觸產(chǎn)生電弧開始融化。
4.1 電弧形狀
當(dāng)電流電壓一定的情況下,電弧的形狀是不變的,而會隨著坡口夾角的大小上下移動,不會發(fā)生左右的變化。
很明顯,在電弧電壓不變的情況下,電弧熔化點(diǎn)到母材的距離相同。坡口角度越小,電弧為保持原來形狀,電弧上移,電弧下坡口根部的距離就越大;反之,坡口角度越大,電弧為保持原來形狀,電弧下移,這個(gè)距離就越小。由于電弧是由電壓控制,電弧長度與電壓成正比,隨著電壓的變化而變化。改變坡口角度,電弧所能到達(dá)坡口根部的距離明顯不同。
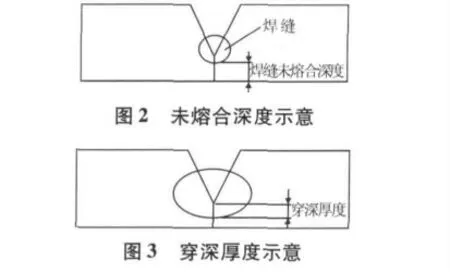
4.2 穿深厚度
在12個(gè)不同角度坡口的試驗(yàn)中,穿透深度也是隨著坡口角度大小的變化而變化的,30°~45°坡口形成了負(fù)數(shù),50°正好為零,隨著坡口角度的加大穿透深度也隨著加大直至焊穿。同時(shí)可以看出隨著坡口角度由小到大,電弧至根部距離是由大變小,未融合深度也是由大變小,而穿透深度是由小變大。不難分析,角度越小,鈍邊需要隨著減小甚至不留鈍邊,角度加大,鈍邊也要適當(dāng)?shù)丶哟蟆K越嵌却笮∨c鈍邊成正比。
根據(jù)以上分析,45°以下角度坡口留8 mm鈍邊不能滿足焊縫要求,需減小鈍邊厚度來保證焊縫質(zhì)量,但是角變形較難控制。70°以上角度坡口雖然能充分焊透,但是有些浪費(fèi)材料。恰到好處的坡口角度與達(dá)到理想焊縫質(zhì)量要求的坡口角度為50°~60°。
5 節(jié)能分析
以直徑4.8 mm焊絲,焊劑SJ101為例。以每1 m焊縫計(jì)算,板厚25 mm,開V形坡口不留根。坡口角度分別為50°、60°、70°。試驗(yàn)結(jié)果顯示:
50°坡口需用焊絲1 900 g,焊劑1 580 g;
60°坡口需用焊絲2 294 g,焊劑2 276 g;
70°坡口需用焊絲2 648 g,焊劑2 644 g。
以40萬t船為例。對接焊縫約86 600 m,埋弧焊焊縫就以50 km計(jì)算。
50°坡口消耗焊絲95 000 kg,焊劑79 000 kg;
60°坡口消耗焊絲114 700 kg,焊劑113 800 kg;
70°坡口消耗焊絲132 400 kg,焊劑132 200 kg。
另外在氣能、電能、工時(shí)方面也有一定的節(jié)減,在一定程度上縮短了場地周期。
6 結(jié)論
通過以上分析可見坡口角度大小的不同,電弧所能到達(dá)坡口內(nèi)的位置也就明顯不同,在焊接規(guī)范不變的前提下熔深差距很小,但未融合深度差距很大。穿透深度差距也很大。坡口角度越大,未融合深度越淺。穿透深度越大。坡口角度越小,未融合深度越深,穿透深度越小。也就是填充金屬越堆積于表面。相反,反面如果不扣槽清根焊接質(zhì)量難以得到保證。如果扣槽清根,會大大增加工作量,且增加生產(chǎn)成本。所以在確定埋弧焊坡口角度的同時(shí)盡量選擇適合既能使埋弧焊作業(yè)方便,又能節(jié)約成本的坡口角度。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13