筒型鑄坯缺陷改性工藝的研究
2013-06-05 11:04:16雷建波楊顯紅鄭曉凱
中國鑄造裝備與技術 2013年2期
雷建波,楊顯紅,鄭曉凱
(1.海軍重慶局,重慶 400042;2.重慶大學,重慶 400044)
由于在鑄造生產過程中常出現的縮孔和縮松缺陷存在于鑄件的內部,嚴重影響著鑄件的使用性能與壽命。目前對此類缺陷的改性往往以研究單個孔洞的閉合效果來進行分析,而缺少整體改性的方法和分析。
本文針對鑄造生產中常見的筒型鑄坯件提出采用擠壓的方法來達到縮孔縮松空洞缺陷整體改性的效果,并采用Deform-3d軟件對在不同變形量、入模角β條件下環形鑄坯件整體改性效果進行了分析和研究,結果表明該種方法對筒型鑄件縮孔、縮松類孔洞缺陷的整體改性具有指導意義。
1 模型的建立
筒型鑄件的內外表面往往帶有毛刺,表面光潔度低,因而在進行擠壓前,需要對其進行機加工,使其能夠順利的進行擠壓變形,以達到塑性改性的效果。其缺陷主要出現在從鑄件中心靠上端面處,模擬過程中假設缺陷處于坯料沿縱向方向向上部分,而其它區域處于優質材料區域。分析中采用了相對密度比較法來判斷缺陷的消除情況。設鑄件中部至上端面為缺陷區域,相對密度為0.8,中部至下端面的相對密度為1,擠壓消除缺陷法如圖2所示,坯料通過正擠壓,在凹模刃口區處產生塑性變形,以達到整體改性的目的。
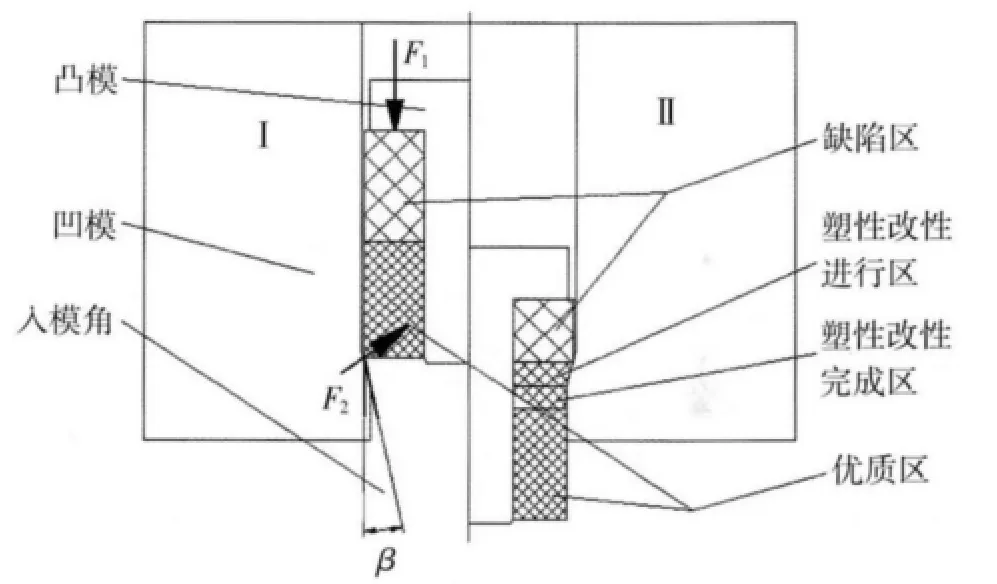
圖2 模型示意圖
2 有限元模擬結果分析
消除鑄件內部的縮孔、縮松類孔洞缺陷,是一個孔洞閉合的過程,主要包含兩個階段。首先是孔洞發生塑性變形和閉合,其次在三向壓應力、高溫條件下,孔隙兩壁金屬焊合成一體。基于這一特點,數值模擬分析過程中沒有分析溫度對擠壓改性效果影響,而直接選擇了高溫模擬分析。
為了分析不同工藝參數對鑄件缺陷區改性的影響,分別在坯料縱向方向和徑向方向選取不同的點作為比較對象,如圖3所示。
2.1 不同入模角的影響分析
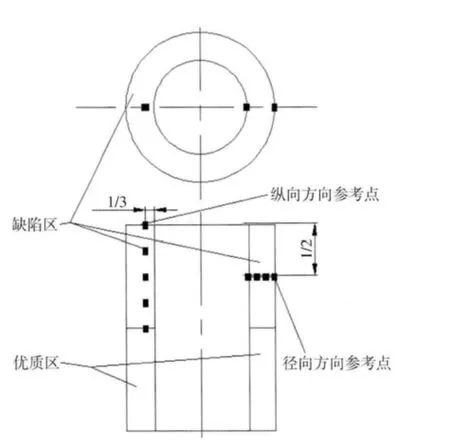
圖3 坯料縱向剖面上選取參考點
本文以坯料單邊壓縮率15%,坯料溫度為800℃,凸模與凹模的溫度分別為260℃和300℃,并分別設入模角 β 為 6°、5°、4°、3°、2°進行模擬分析,模擬結果如圖4所示。
圖4-a、4-b表明隨著入模角的減小,坯料在縱向和徑向的改性效果越來越好。模擬結果表明,在相同壓縮率的情況下,隨著入模角的減少,與之相對應的凹模斜角處的斜面長度逐漸增加,導致有效擠壓時間增長,而在擠壓改性過程中,坯料處于三向受壓的狀態,這就意味著坯料處于三向壓應力狀態的時間變長,坯料的相對密度改變越大,即具有鑄造孔洞類缺陷坯料改性的效果越好。
2.2 不同壓縮率下影響分析
本文分別進行了單邊壓縮率為15%、13%、12%、10%、9%的模擬分析,其中坯料溫度為800℃、凸模溫度為260℃、凹模溫度為300℃、入模角β為2°;其模擬結果如圖5所示。
不同壓縮率下,縱向和徑向的相對密度變化如圖5-a、5-b所示,毛刺的最大厚度和平均高度變化情況如圖5-c、5-d所示。從圖可知,隨壓縮率增加坯料在縱向和徑向的擠壓改性效果越來越好,同時毛刺的最大厚度和平均高度逐漸增加,與此同時所產生的廢料也隨之增加。如圖所示,當壓縮率達到15%時,縱向和徑向的相對密度接近1,毛刺的最大厚度達到2.6mm、平均高度達到35.5mm。
2.3 整體擠壓改性效果模擬分析
為了分析擠壓工藝對鑄件孔洞類缺陷整體改性的效果,本文把缺陷區域看作一個整體,并以距上端面距離為參考,在坯料的缺陷區域縱向剖面上均勻的選取4×5個點,如圖6所示。
圖7是根據圖6中的參考點,借助Deform-3d軟件中的點追蹤法得到各個區域的相對密度,其單邊壓縮率為12%、坯料溫度為800℃、凸模溫度為260℃、凹模溫度為300℃,入模角β為2°。從圖7可知,鑄件缺陷的各個區域的相對密度改變很大,其密度改變最小的達0.93,最大的達到1,充分說明正擠壓可有效改善鑄件縮孔、縮松類的缺陷。此外,從圖7可知,鑄件縱向方向上,離凸模臺階接觸的上端面越遠,擠壓改性的效果越差;鑄件的徑向方向上,越靠近與凹模接觸的坯料外表面缺陷,擠壓改性的效果越好;此特點和力傳遞有關,縱向方向上凸模臺階處對坯料的力F1,通過坯料上端部傳遞到坯料下端部,在此過程中,由于存在缺陷,會抵消一部分力,進而離上端面越近,其擠壓改性的效果越好;同理,坯料厚度方向上坯料的外表面直接受力,隨著力F2從外到內的傳遞,擠壓改性的效果越來越不明顯。

圖4 不同入模角下密度變化圖
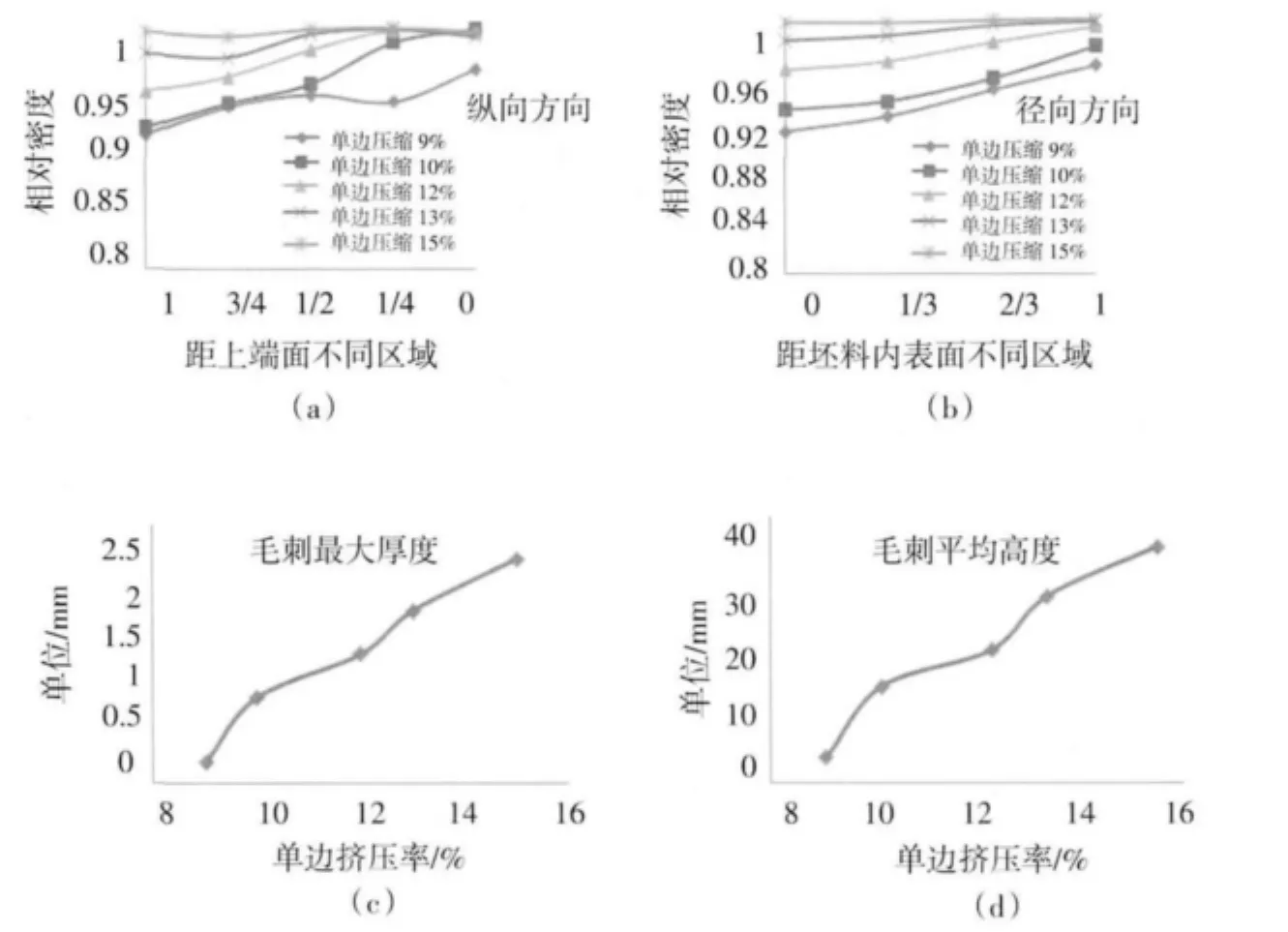
圖5 不同壓縮率下密度變化圖
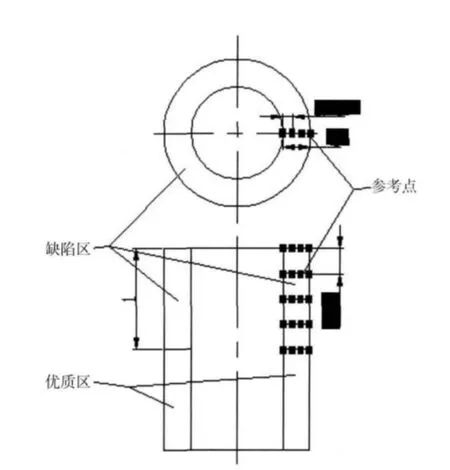
圖6 坯料縱向剖面上選取參考點
3 總結
(1)通過數值模擬的方法分析了筒型鑄造坯件縮孔、縮松類孔洞缺陷整體改性的效果。并驗證采用高溫擠壓塑性方法可以有效消除鑄件縮孔、縮松類孔洞缺陷。
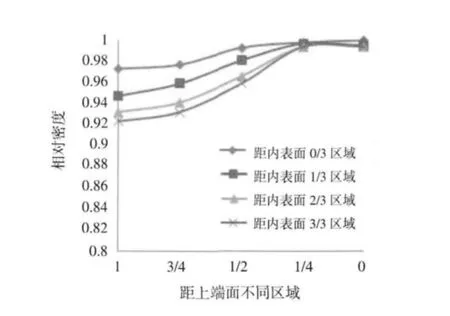
圖7 整體密度變化圖
(2)通過模擬分析可知對筒型鑄造坯件縮孔、縮松類孔洞缺陷整體改性的效果的最佳壓縮率為15%、入模角β為2°。
(3)采用高溫擠壓塑性方法對筒型鑄造坯件縮孔、縮松類孔洞缺陷較其它整體改性方式有著明顯的優勢,能有效提高材料利用率、生產效率。
[1]羅守靖,何紹元,高霜.環形鑄坯孔洞壓實的力學分析與數值模擬[J].鍛壓技術,1990,(2):2-8.
[2]白志斌,黃朝暉,任廣升.鐓粗過程中鍛件內部孔洞閉合的光塑性模擬研究[J].吉林工業大學學報,1997.
[3]王祖唐,劉莊,任猛.大鋼錠內部空洞閉合過程的數值模擬[J].機械工程學報,1989,25(3):51-55.
[4]俞漢清,陳金德.金屬塑性成形原理[M].北京:機械工業出版社,2007.
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
電子制作(2018年18期)2018-11-14 01:48:24
中華詩詞(2018年11期)2018-03-26 06:41:34
山東工業技術(2016年15期)2016-12-01 05:31:22
Coco薇(2016年8期)2016-10-09 02:11:50
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
