工件坐標(biāo)系在數(shù)控車(chē)床上的應(yīng)用
2013-06-01 02:31:14程亮,黃琴
機(jī)電工程技術(shù) 2013年1期
程 亮,黃 琴
(1.衢州學(xué)院,浙江衢州 324000;2.衢州市工程技術(shù)學(xué)校,浙江衢州 324000)
0 引言
數(shù)控車(chē)床總共有三個(gè)常用坐標(biāo)系,分別為機(jī)械坐標(biāo)系、相對(duì)坐標(biāo)系和絕對(duì)坐標(biāo)系。其中絕對(duì)坐標(biāo)系是和加工直接相關(guān)的坐標(biāo)系,也稱為工件坐標(biāo)系。由于系統(tǒng)中的程序和卡盤(pán)上的工件在加工坐標(biāo)系建立以前是相互獨(dú)立的,所以為了使系統(tǒng)中的程序軌跡能夠準(zhǔn)確的反映在工件上,在加工前要進(jìn)行工件坐標(biāo)系建立的步驟,也稱為對(duì)刀。
工件坐標(biāo)系建立的實(shí)質(zhì)是使數(shù)控系統(tǒng)中已經(jīng)編輯的程序指令坐標(biāo)(如:X0 Z0)和夾持在卡盤(pán)上面的工件對(duì)應(yīng)點(diǎn)(一般以右端中心為零點(diǎn)基準(zhǔn))重合。這個(gè)過(guò)程在發(fā)那科系統(tǒng)數(shù)控車(chē)床中,總共有三種方法可以實(shí)現(xiàn)。分別是:G50 指令建立工件坐標(biāo)系、“形狀”功能建立工件坐標(biāo)系和“G54~G59”指令建立工件坐標(biāo)系。下面分別做介紹:
1 用G50指令建立工件坐標(biāo)系
(1)如圖1 所示,當(dāng)前刀具相對(duì)工件的位置預(yù)先已經(jīng)知道(X12 Z20),在這種情況下可以利用G50指令直接建立坐標(biāo)系。建立方法見(jiàn)步驟(2)。

圖1 G50建立工件坐標(biāo)系
(2)將手動(dòng)操作面板切換到MDI 模式,系統(tǒng)面板切換到“PROG”功能模式(如圖2 所示)。利用MDI 鍵盤(pán)輸入程序段“G50 X12 Z20;”按循環(huán)啟動(dòng)鍵“CYCLE START”執(zhí)行程序。此時(shí)工件的工件坐標(biāo)系就建立好了。可直接切換為“AUTO”模式進(jìn)行加工。
(3)特點(diǎn)及應(yīng)用
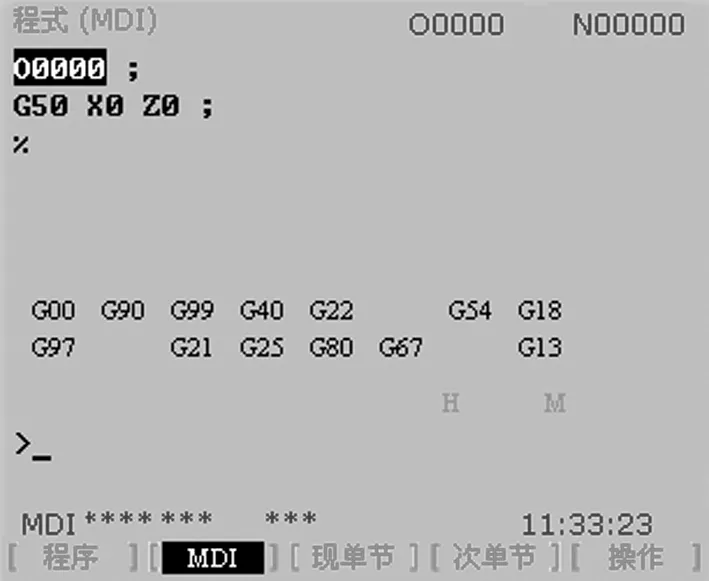
圖2 MDI模式界面
在某些對(duì)精度要求比較低或者粗精加工之間有停止指令隔開(kāi)并可修正的場(chǎng)合,G50 指令是可以實(shí)現(xiàn)快速建立工件坐標(biāo)系的有效方法。如圖3所示,把刀具直接移動(dòng)到工件的右端面中心點(diǎn),然后在MDI模式下輸入“G50 X0 Z0;”見(jiàn)圖2,按循環(huán)啟動(dòng)鍵執(zhí)行,就可直接設(shè)置右端面軸心O點(diǎn)為加工原點(diǎn),這樣建立的工件坐標(biāo)系雖然在X 方向存在目測(cè)誤差,但誤差值一般都小于0.5 mm,可在精車(chē)時(shí)修正。筆者在加工一批連桿接頭零件時(shí),用的車(chē)床系統(tǒng)比較老,建立加工坐標(biāo)系很麻煩,因?yàn)檫B桿接頭的外圓尺寸要求比較低,允許有0.5 mm的偏差,就用了此方法對(duì)刀,效果很好[1]。
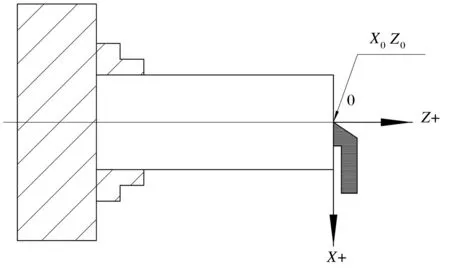
圖3 右端面軸心點(diǎn)對(duì)刀
3 用“形狀”功能建立工件坐標(biāo)系
(1)如圖4 所示,將系統(tǒng)功能模式切換為“OFS/SET”模式,按“補(bǔ)正”軟鍵。此時(shí)有“磨耗”和“形狀”兩種選擇。“磨耗”為刀具磨損修正界面,“形狀”為建立坐標(biāo)系界面。選擇“形狀”界面,把光標(biāo)移動(dòng)到對(duì)應(yīng)刀號(hào),然后執(zhí)行手動(dòng)“JOG”操作。
(2)將手動(dòng)操作面板切換至“JOG”模式,利用高倍率將刀具沿Z-方向快速靠近右端面,當(dāng)接近右端面時(shí),切換至低倍率模式,開(kāi)啟主軸正轉(zhuǎn),刀具慢慢接觸右端面,如圖5 所示。然后在“形狀”界面內(nèi)輸入“Z0.”按“測(cè)量”軟鍵。Z向加工坐標(biāo)建立。
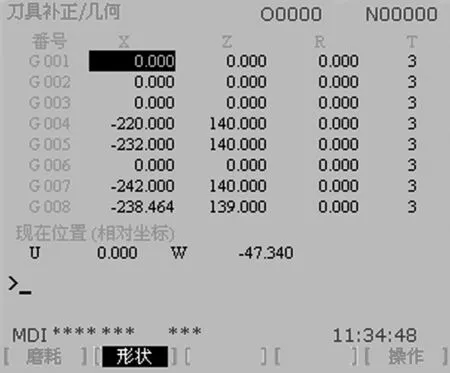
圖4 “形狀”界面
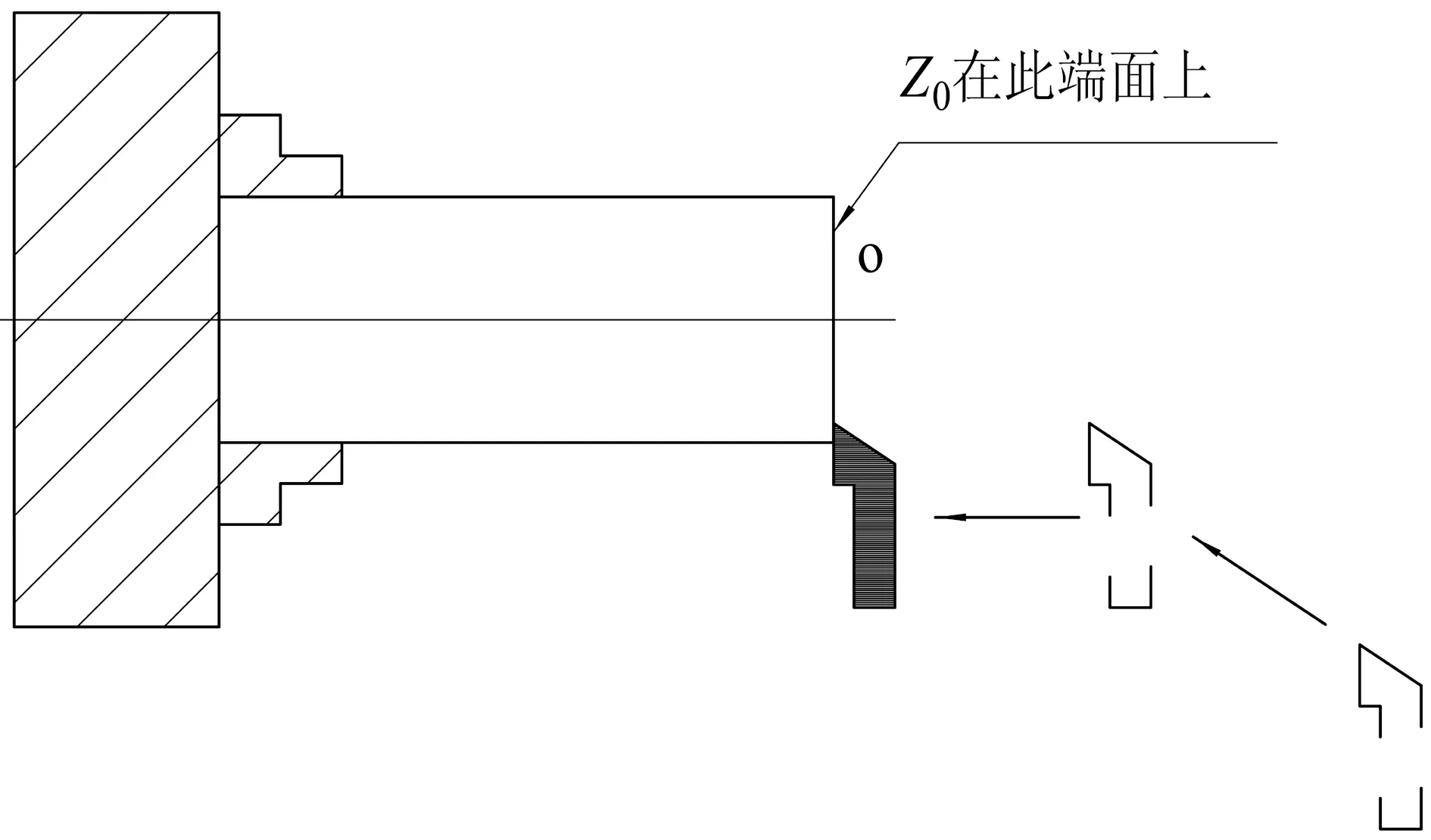
圖5 Z向建立加工坐標(biāo)
因?yàn)閄 向零點(diǎn)在軸心上,刀具不能直接移動(dòng)到此點(diǎn),所以要利用“試切”外圓間接得到X 向坐標(biāo)尺寸,然后確定X向加工坐標(biāo),如圖6所示。

圖6 X向建立加工坐標(biāo)
“試切”后的外圓用量具測(cè)量,將數(shù)值輸入“形狀”界面內(nèi)對(duì)應(yīng)的刀號(hào)中,按“測(cè)量”軟鍵。X向加工坐標(biāo)建立。由此工件坐標(biāo)系建立[2]。
(3)特點(diǎn)及應(yīng)用
利用“形狀”功能建立工件坐標(biāo)系是數(shù)控車(chē)床最常用的方法。此方法與G50 功能建立工件坐標(biāo)系方法相比,最大的優(yōu)點(diǎn)是X 方向坐標(biāo)誤差很小,適用于加工精度要求較高的零件。另外G50建立工件坐標(biāo)系,一次只能建立一把刀具的坐標(biāo)系,而利用“形狀”功能建立工件坐標(biāo)系,一次能實(shí)現(xiàn)多把刀具同時(shí)建立工件坐標(biāo)系。
4 用“G54~G59”功能建立工件坐標(biāo)系
(1)按系統(tǒng)上MDI 鍵盤(pán)上的“OFS/SET”鍵進(jìn)入選擇界面,按“坐標(biāo)系”軟鍵。進(jìn)入G54~G59坐標(biāo)系選擇界面,如圖7所示。

圖7 “G54~G59”界面
選擇其中一個(gè)坐標(biāo)作為當(dāng)前的加工坐標(biāo)系,重復(fù)“形狀”功能建立加工坐標(biāo)系(2)、(3)兩個(gè)步驟。然后將數(shù)值輸入對(duì)應(yīng)的功能坐標(biāo)下,工件坐標(biāo)系建立完成。
(2)特點(diǎn)及應(yīng)用
G54~G59 功能建立坐標(biāo)系和G50 一樣,單個(gè)坐標(biāo)系只能對(duì)應(yīng)單把刀具,不能像“形狀”補(bǔ)正界面一樣,可同時(shí)建立全部刀具同一工序的工件坐標(biāo)系。所以在車(chē)床的一般加工中用的也不多。但是在某些特殊的場(chǎng)合,比如加工的零件只需用少數(shù)幾把刀具完成,但是需建立多個(gè)工件坐標(biāo)系,這時(shí)“G54~G59”功能就比較方便。來(lái)舉個(gè)簡(jiǎn)單的例子。如圖8所示固定接頭零件,加工這個(gè)零件總共需三把刀具,外圓車(chē)刀、外螺紋車(chē)刀和內(nèi)孔車(chē)刀。根據(jù)圖示可知,零件需要二次裝夾,調(diào)頭加工另一側(cè)的外圓面、螺紋和內(nèi)孔。根據(jù)這個(gè)特點(diǎn),利用“G54~G59”按不同的工步建立6個(gè)坐標(biāo)系(如圖9所示),就可實(shí)現(xiàn)單臺(tái)車(chē)床的多批次小批量加工[3]。
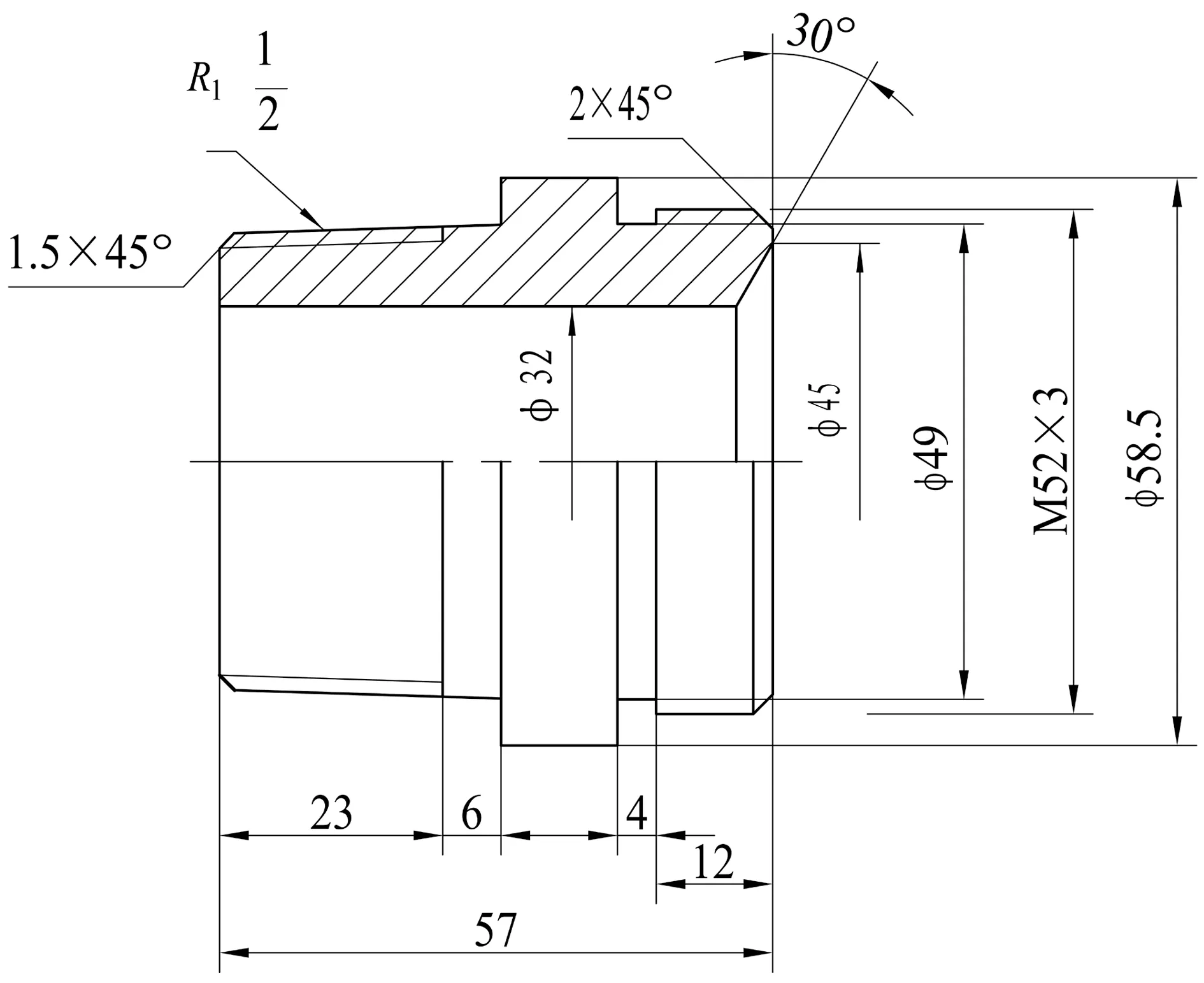
圖8 固定接頭零件圖
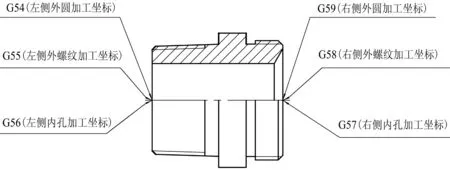
圖9 G54~G59加工坐標(biāo)系建立圖
(3)加工坐標(biāo)系建立參考程序
%
O2008 左端
G54 T101 T101為外圓車(chē)刀
…
G55 T202 T202為外螺紋車(chē)刀
…
G56 T303 T303為內(nèi)孔車(chē)刀
…
M30
%
O1013 右端
G59 T101 T101為外圓車(chē)刀
…
G58 T202 T202為外螺紋車(chē)刀
…
G57 T303 T303為內(nèi)孔車(chē)刀
…
M30
%
5 結(jié)語(yǔ)
三種工件坐標(biāo)系的建立方法各有特點(diǎn),在實(shí)際應(yīng)用中要根據(jù)不同的加工環(huán)境,靈活選擇。
[1]陳志群.采用G50 建立工件坐標(biāo)系的原理及應(yīng)用分析[J].機(jī)床與液壓,2011(8):124-126.
[2]FANUC Series 0i-TD操作說(shuō)明書(shū)[Z].發(fā)那科機(jī)電有限公司,2008.
[3]彼得·斯密德.數(shù)控編程手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2005.
猜你喜歡
中華詩(shī)詞(2022年6期)2022-12-31 06:41:24
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
中國(guó)科技論壇(2017年7期)2017-07-25 08:49:53
金秋(2017年4期)2017-06-07 08:22:16
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國(guó)際漢語(yǔ)學(xué)報(bào)(2016年1期)2017-01-20 08:21:20
中國(guó)材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04