肉桂酸乙酯的合成工藝研究
2013-05-22 04:13:06李凌云胡汪焱鐘光祥
浙江化工 2013年3期
李凌云 胡汪焱 鐘光祥
(浙江工業大學藥學院,浙江 杭州 310032)
肉桂酸乙酯是一種常見的香料[1],通常用作香精的定香劑,配制香粉、香水、香精,如香紫蘇油、柑桔精[2]。肉桂酸乙酯的合成,常采用濃硫酸為催化劑直接酯化的工藝[3],但該工藝設備腐蝕嚴重,易發生副反應,污染環境。俞善信等采用氯化鐵[4]、對甲苯磺酸[5]作為酯化催化劑,但收率不高;李家其[6]等曾經用硫酸氫鈉作催化劑,雖然收率達到91%,但反應溫度高達140℃(浴溫為160℃),大量乙醇被蒸發,且高溫易導致肉桂酸及乙酯的聚合,工藝條件太過苛刻,無法應用于工業生產。
硫酸氫鈉為中等強度酸、易與反應體系分離,因此,從工業生產的角度出發,本研究將其催化肉桂酸乙酯的合成工藝進行了優化。經過系統的研究,得到了合成的優化工藝,不僅反應溫度低、而且收率高。

1 合成實驗
在500 mL圓底燒瓶中加入一定量的肉桂酸(工業品)、乙醇及一水硫酸氫鈉,攪拌,回流反應一段時間,冷卻。過濾除去催化劑,蒸出未反應的乙醇(可回收使用)。然后加入50 mL二氯甲烷,振搖溶解,加入150 mL飽和NaHCO3溶液,攪拌約10 min,靜置,分層,分液。水層用二氯甲烷萃取1~2次,合并有機層,加入8 g無水硫酸鎂干燥2 h,過濾,濾液蒸去二氯甲烷(可重復使用)。將殘液冷卻到5℃以下,得晶狀物質。必要時,可以通過減壓蒸餾進行提純。
將NaHCO3洗滌液酸化,析出未反應的肉桂酸,回收后可重復使用。
肉桂酸乙酯:熔點為 7℃~8℃。1H NMR(Bruker AC-80,500 MHz,DMSO, δppm):1.35(t,3H,J=7.5 Hz,-CH3),4.28 (q,2H,J=7.0 Hz,-CH2),6.43 (d,1H,J=16 Hz,α-HC=),7.68(d,1H,J=16 Hz,β-HC=),7.74 (br,3H,3,4,5-H),7.53(br,2H,2,6-H)。
2 工藝條件優化
2.1 溫度的影響
在不同的油浴溫度下,肉桂酸30 g(0.20 mo1)、無水乙醇170 mL(2.92 mo1)以及催化劑16 g(0.133mo1)回流反應11.5 h,結果見表1。

表1 反應溫度對酯收率的影響Table1 The effect of reaction temperature on the yield of ester
實驗表明,當油浴溫度達到90℃左右,液體回流;當油浴溫度達100℃ 時,回流速率很快,且球形冷凝管上端冒汽,造成乙醇大量揮發而浪費和污染環境。顯然,油浴溫度控制為90℃、反應處于正常回流狀態(約80℃)較為合適。
2.2 催化劑用量的影響
在不同的催化劑量條件下,肉桂酸30 g(0.20 mo1)、無水乙醇 170 mL(2.92 mo1)回流反應11.5 h,結果見表 2。

表2 催化劑用量對酯收率的影響Table2 The effect of catalyst dosage on the yield of ester
由表2可見,催化劑的用量,對反應收率有著明顯的影響。隨著催化劑用量的增加,產物收率明顯提高;當繼續增加催化劑用量時,收率反而下降;可能原因是:所用的硫酸氫鈉攜帶一分子結晶水,用量過大后導致反應會逆向進行,使酯收率降低。試驗表明,當催化劑量為16 g(0.133 mo1)時,酯收率達到較高水平。
2.3 乙醇用量的影響
在不同的乙醇用量下,將肉桂酸30 g和催化劑16 g回流反應11.5 h,結果見表3。

表3 乙醇用量對酯收率的影響Table3 The effect of ethanol dosage on the yield of ester
在本實驗中,乙醇既是原料、又是反應溶劑,適當過量有利于提高反應收率,從表3可見,在一定的范圍內,隨著乙醇量的增加,酯收率也相應的增加;但當醇用量繼續增加時,產物收率反而有所降低。
2.4 回流時間的影響
固定物料配比和其它實驗條件,改變回流時間,結果見表4。

表4 回流時間對酯收率的影響Table4 The effect of reaction time on the yield of ester
從表4可見,回流時間過短或過長,酯的收率都會降低,比較合適的反應時間為11.5 h。
2.5 催化劑的重復使用
由于NaHSO4難溶于羧酸和醇的反應體系,可以通過過濾將其分離。將分離所得的催化劑進行了重復催化酯化試驗(其它條件不變),結果如表5所示:
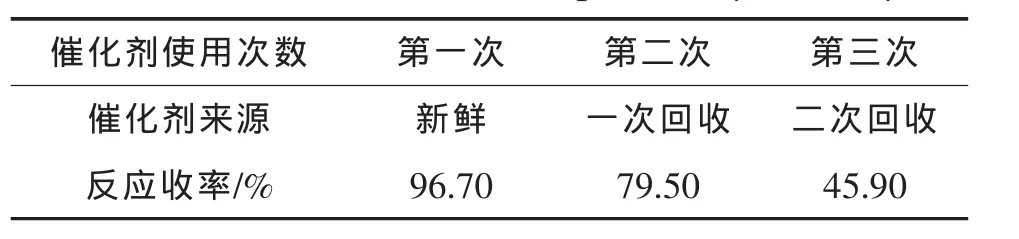
表5 對催化劑重復使用性的研究Table5 The research on the repeatability of catalyst
由表5可見,在相同的反應條件下,第一次產品收率為96.70%,第二次催化效果明顯下降、僅為79.50%,第三次僅為45.90%。
由此可見,硫酸氫鈉雖然可以重復催化酯化,其催化效果卻隨著重復次數增加逐漸下降,其原因可能:催化劑表面的酸性中心遭有機物污染,導致催化活性逐漸下降。
由于硫酸氫鈉價格低廉易得,因此,其作為催化劑的重復使用價值不大。
3 結論
通過系統的研究,硫酸氫鈉催化酯化合成肉桂酸乙酯的優化合成工藝條件為:
(1)肉桂酸30 g、乙醇170 mL、一水硫酸氫鈉16 g、90℃浴溫下回流 11.5 h,產物收率為96.70%。
(2)本工藝簡單,反應溫度低,收率高,有望用于工業生產。
[1]許戈文,李布青.合成香料產品技術手冊[M].北京:中國商業出版社,1996:366.
[2]勃拉圖斯N H著.劉樹文譯.顧永校.香料化學[M].北京:輕工業出版社,1984:136.
[3]章思規.實用精細化學品手冊·有機卷(上)[M].北京:化學工業出版社,1996.
[4]俞善信,俞超源.氯化鐵催化合成肉桂酸乙酯[J].化學試劑,1996,18(4):215-252.
[5]王微宏,范俊源,程新圓,等.對甲苯磺酸催化合成肉桂酸酯[J].湖南化工,2000,(12):27-29.
[6]李家其,申湘中.硫酸氫鈉催化合成肉桂酸乙酯[J].應用化工,2002,31(16):15-17.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年3期)2014-08-16 13:23:50
