測寬儀檢測寬度不穩定性原因分析與改進
2013-05-16 06:08:30路永霞
天津冶金 2013年3期
路永霞
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
測寬儀檢測寬度不穩定性原因分析與改進
路永霞
(天津天鐵冶金集團熱軋板有限公司,河北涉縣 056404)
敘述了測寬儀在天鐵熱軋1750mm軋線測寬儀的應用過程。對影響測寬儀寬度信號不穩定的標定精度不準、污染度高、帶鋼溫度低、工作環境溫度高等因素進行了分析,并針對性地提出了改進措施。改進后,避免了測寬儀因現場環境而產生的無檢測信號和信號失真現象,提高了設備運行率,保障了生產的順利進行。
測寬儀;攝像頭;檢測信號;紅外輻射光;改進
1 引言
天鐵熱軋板有限公司1 750mm軋線于2007年8月建成投產,在其自動化控制過程中,測寬儀作為現場檢測元件,通過硬線將實時測量值和狀態傳送給一級TCS系統。目前,天鐵熱軋板有限公司共配置了一臺側寬儀,測寬儀主要是測量板坯實際寬度,通過數據檢測處理功能將板坯數據傳動到軋線二級控制系統。二級系統通過板坯模型控制計算將板坯的實際寬度與設定寬度進行寬度計算,并將計算結果傳輸到一級控制系統,從而準確控制減寬量,從而達到準確控制板坯寬度的目的。測寬儀寬度測量的穩定決定了各個系統的穩定運行。由于現場的環境污染嚴重,使測寬儀不能正常工作,經常發生無檢測信號和信號失真事故現象。通過對無檢測信號和信號失真事故原因進行分析后,對其提出了改進措施。改進后,避免了測寬儀因現場環境而產生的無檢測信號和信號失真事故的出現,提高了設備運行率,保障了生產的順利進行。
2 測寬儀工作的原理
測寬儀掃描器坐在掃描器支架上,噴嘴裝在輥到上方3~5 m處。掃描器內裝兩個線陣CCD攝像頭,它觀察橫過輥道的一條窄條(與軋機中心線成90°),信號處理能決定帶鋼的寬度、中心線偏移和邊緣的高度,用兩個線陣CCD的攝像頭掃描帶鋼,攝像頭靠檢測帶鋼和背景的差別定位帶鋼邊緣,邊緣位置的水平和垂直坐標都可以用三角原理精確的計算,邊緣間的距離就是帶鋼寬度。三角計算是用一個定義測量幾何的算法來進行的,結合標定時決定的常數,獲得最高的可能的精度,為了精確測量,定義攝像頭到測量區域的關系式中的常數必須準確。測寬儀寬度穩定測量的實現取決于以下幾方面:
(1)標定寬度測量的標準偏差值小于0.2,精度優于±0.4 mm(對于1 550mm視野)。
(2)測寬儀掃描儀檢測鏡頭蓋玻璃外部曝露在細小的油、潮氣和臟物中,必須保證干凈。
(3)掃描儀檢測視窗范圍內保證無氧化鐵皮、反射光、蒸氣產生的光干擾,達到測寬儀檢測帶鋼真實的邊緣位置。
(4)測寬儀檢測帶鋼溫度必須在600~1 300℃。
(5)測寬儀工作環境溫度不得超過65℃。
測寬儀就是基于本體處于健康狀態,其他各項符合條件時進行穩定檢測的,其中任何一項不滿足條件都是造成無檢測信號和信號失真的原因。
3 不穩定性原因分析與改進措施
3.1 標定精度低
3.1.1 原因分析
在生產過程中,測寬儀檢測區域所對的關鍵輥因長時間工作有磨損或損壞,使關鍵輥和軋輥平臺軸線角度發生變化,軋機中心線定位因此也發生變化;另外,測寬儀本體因長時間受震動及磨損的影響發生變化,使掃描儀攝像頭焦距不準和掃描儀平臺位置發生變化。從而使測寬儀設定數據與現場工程規定條件不符,精度降低,出現檢測數據偏差過大,輸出冷寬度不準確。因此標定精度是影響測量精準的重要因素之一。
3.1.2 改進措施
當遇到關鍵輥被磨損或損毀,必須要求維修和更換時,通過實時監控畫面對測寬儀系統工作檢查,觀察數據是否有效,否則將進行更正設定數據,精度校準。首先進行對測寬儀底座與輥面距離的測量,調節測寬儀平臺達到范圍(2 622±50)mm值內。然后利用測寬儀標定器作為基準,定位軋機中心線,調試攝像頭焦距,使各項數據在標定范圍內,從而達到標準精度范圍。同時,在維護過程中要求每月一次對測寬儀進行標定校準,有效地避免了測量曲線效果差的現象。
3.2 污染度高
3.2.1 原因分析
測寬儀的攝像鏡頭需要保持清潔。這項工作由安裝在充氣室下方的噴嘴提供高壓壓縮空氣,產生連續向下的氣流進行吹掃來完成。當吹掃氣壓達到0.4~0.7 MPa時,總會出現壓縮空氣網管與氣室接頭脫落現象,因此吹掃工作只能以較小的氣流進行。這樣的后果是,不能保持攝像頭窗口的清潔,同時攝像頭到帶鋼之間的光學路徑未能遠離灰塵和霧氣,直接導致攝像頭不能正常接收帶鋼紅外輻射光,造成信號失真,輸出冷寬度不準確。
測寬儀在帶鋼周圍的暗背景下,通過觀察熱帶鋼發射的紅外輻射光來檢測和定位帶鋼邊緣。但在生產過程中,熱帶鋼本身升起的熱空氣閃光與測寬儀檢測的有效范圍內紅外輻射光幾乎接近,從而減弱了測寬儀對帶鋼邊緣的分辨能力,造成檢測信號失真。
3.2.2 改進措施
改造輸送高壓空氣的管路接頭。改造之前,吹掃氣提供端是軟橡膠管,接收端是短而光的金屬管,當它們連接時無足夠的反向摩擦力,即使用卡扣加固也不能提供正常的工作氣壓。對此,我們用帶有較寬反向螺紋的鋼管替代接收端原有的金屬管,大大增強了連接牢固度,保證吹掃氣流的強度,避免因氣壓過小使攝像頭窗口的清潔度差,以及攝像頭到帶鋼之間的光學路徑灰塵和霧氣大,為測寬儀的測量穩定性提供保障。
在正對測寬儀檢測區域的側導板上加裝側噴氣槍,有效地將升起的熱空氣閃光分流在檢測區域的兩邊,從而大幅度降低了此現象引起的信號失真,改善了控制系統的準確性。
3.3 帶鋼溫度低
3.3.1 原因分析
為保證帶鋼質量和保護軋機,在粗軋入口安裝有高壓除磷水和軋輥表面降溫冷卻水,在快節奏生產過程中,快速行進的帶鋼從除磷箱穿出時,帶鋼表面大量的水附帶前進,水表面溫度不超過100℃,低于測寬儀紅外感應閥值,當水附著在帶鋼表面經過測寬儀時,會使測寬儀突然檢失,造成信號閃斷。另外,高壓除磷水在寒冷的冬天會因遇到高溫帶鋼而迅速產生濃密的水霧,其溫度遠低于測寬儀的紅外感應閾值,且水霧濃度不均衡。測寬儀檢測區域被籠罩在濃密的水霧中,其檢測數據輸出斷斷續續,造成信號閃斷。
3.3.2 改進措施
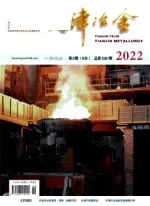
在高壓除磷水入口處加裝反沖積水管,在高壓除磷箱口上加裝密實的擋水鏈。當帶鋼進入或者出來時,帶鋼表面附帶的冷卻水就被鎖在反沖水之前,并沿輥縫流入沖渣溝中或擋水鏈之后,有效避免了帶鋼表面附帶冷卻水現象。同時在測寬儀平臺下方靠近高壓水除磷箱的側導板上加裝擋水氣板,見圖1,有效地阻擋了熱帶鋼通過高壓除磷箱時產生的水霧,避免了測寬儀信號閃斷現象。
3.4 工作環境溫度高
3.4.1 原因分析
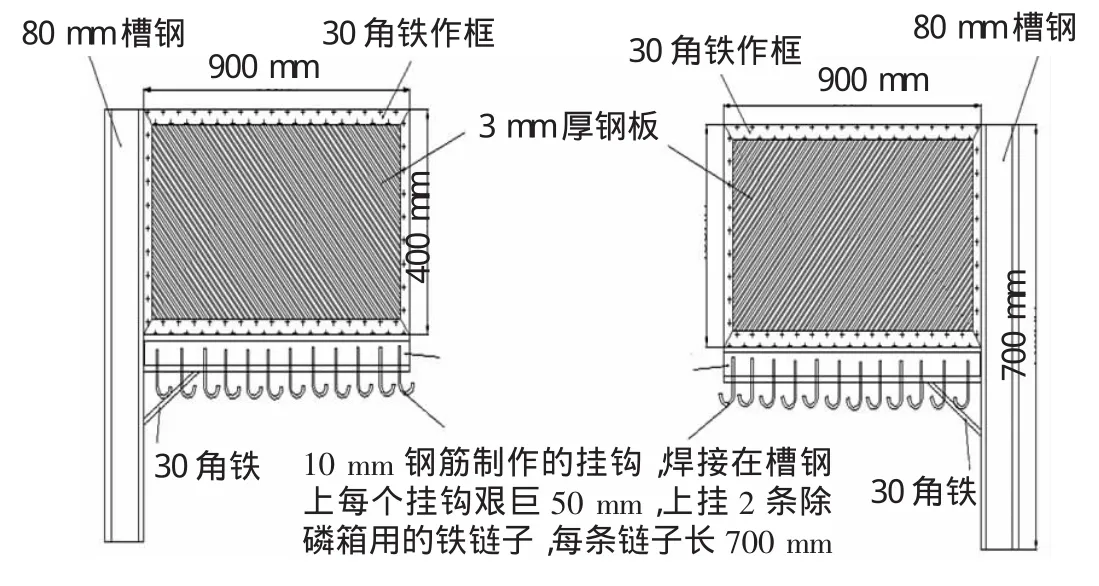
圖1 擋水汽板示意圖
由于工藝要求,測寬儀本體必須安裝在軋輥的垂直上方,而它的檢測處理單元的工作環境溫度不得超過65℃,所以攝像頭和所有的數據處理電氣部分都裝在堅固的隔熱密封的箱子內,并且配備冷卻系統。當冷卻系統出現故障時,測寬儀會因高溫而啟動自身熱保護,自動斷電,從而無信號輸出,造成攝像頭不投用。在快節奏生產過程中,由于長期處在高溫烘烤的狀態,即使冷卻系統正常工作,測寬儀也會經常出現因環境溫度超過65℃,而啟動熱保護自動斷電,造成測寬儀攝像頭不投用現象。
3.4.2 改進措施
高頻率定時對測寬儀的冷卻系統進行檢查維護,保證冷卻水氣正常工作,避免攝像頭熱保護,提升測寬儀運行效率。同時在測寬儀平臺地板下方加裝距底板高約300mm的隔熱保護板,防止因快節奏生產帶鋼烘烤測寬儀本體引起的熱保護。
4 改進后的效果
通過對測寬儀檢測寬度不穩定性原因進行分析與改進后,避免了測寬儀因現場環境而產生的無檢測信號和信號失真事故的出現,提高了設備運行率,保障了生產的順利進行。
5 結束語
在天鐵熱軋自動化生產過程中,測寬儀作為第一檢測元件,直接決定了一級TCS控制軋鋼系統的穩定性。通過對標定精度低、污染度高、帶鋼溫度低,工作環境溫度高的原因分析,采取相應的精度校準、清潔光學路徑、加裝反沖積水管和擋水氣板、維護冷卻系統和加裝隔熱保護板等措施,避免了測寬儀因現場環境而產生的無檢測信號和信號失真事故的出現,提高了設備運行率和軋鋼自動化系統控制的穩定性。
[1] 李登超.參數檢測與自動控制[M].北京:冶金工業出版社,2004.
Cause Analysis and Improvement of Instable Width Detection by Width Gauge
LU Yong-xia
(Tiantie Group Hot Rolling Plate Company Limited,She County,Hebei Province056404,China)
The paper describes the application process of width gauge to 1 750mm Tiantie hot rolling line.Analysis was made on factors of poor calibration precision,serious pollution,low strip temperature and high temperature at working environment,which affected width measuring signals.Well-targeted improvement measures were put forward and taken.Afterwards,the phenomena of no detection signal and signal distortion at width gauge caused by filed environment were prevented.Thus,equipment running rate was improved and smooth production ensured.
width gauge;camera;detection signal;infrared radiation;improvement
2013-02-04
2013-03-04
路永霞(1982—),女,內蒙古鄂爾多斯人,主要從事冶金儀器控制技術管理工作,E-mail:luyongxia168@163.com。
(編輯 潘娜)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12