某模具結(jié)構(gòu)的設(shè)計與加工工藝探討
2013-05-12 01:07:34劉藝兵
中國新技術(shù)新產(chǎn)品 2013年6期
劉藝兵
(翔安區(qū)市政市容環(huán)境衛(wèi)生管理處 福建 廈門 361000)
一、模具結(jié)構(gòu)
改進動模具結(jié)構(gòu)采用了型腔四周環(huán)繞冷卻水路和型芯鴨舌水路解決了冷卻不充分和粘定模等問題。并采用了1模2腔的設(shè)計,提高了生產(chǎn)率。
1.1 分型面設(shè)計
分開模具取出塑件的面稱為分型面,分型面設(shè)計得是否得當,對塑件質(zhì)量、操作難易、模具結(jié)構(gòu)復(fù)雜性有很大影響,主要應(yīng)考慮3點:
(1)塑件在型腔中放置方位的確定。塑件從模內(nèi)取出時,一般只采用一個與注塑機開模運動方向相垂直的分型面,安排塑件在型腔中的方位時,要盡量避免與開模運動相垂直或傾斜的方向有側(cè)凹或側(cè)孔。
(2)分型面形狀的決定。一般分型面是與注射機開模方向相垂直的平面。
(3)分型面位置的選擇。一般取分型面為塑件斷面輪廓最大的地方,另外還要考慮避免在塑件上留下拼合縫的痕跡,從塑件頂出去考慮,分型面應(yīng)盡可能留在動模上。結(jié)合實際情況,本次設(shè)計采用單分型面單型腔模,分型面采用平直形式。
1.2 成型零件結(jié)構(gòu)設(shè)計
(1)凹模的結(jié)構(gòu)設(shè)計。根據(jù)塑件的情況,將凹模做成嵌入整體式,其特點是裝拆方便。可以保證各開腔尺寸一致,而且加工效率高,可采用數(shù)控機床、仿形機床、電加工等方法加工。
(2)型芯的結(jié)構(gòu)設(shè)計。由于塑件動、定模都需要設(shè)計型芯且形狀較為復(fù)雜,故將型芯做成整體嵌入式。如圖1所示。
1.3 冷卻系統(tǒng)設(shè)計
為解決冷卻不充和粘定模等問題動模和定模內(nèi)開設(shè)冷卻水道。分別在定模和動模型腔開設(shè)型腔四周環(huán)繞冷卻水路,在型芯處開設(shè)鴨舌式水路,這樣很好地保證了塑件內(nèi)外的充分冷卻,節(jié)約了成型時間和成本。
二、模具加工工藝
本副模具的制造工藝最主要的是要保證模具型芯和型腔的同軸度和表面粗糙度值,同時還應(yīng)滿足在型芯上加工較長加強肋的要求。
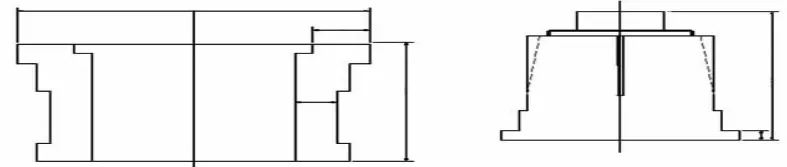
圖1 型腔、型芯設(shè)計圖
(1)型芯的加工工藝,型芯的加工最主要的是要保證其同軸度、脫模斜度和較長加強肋的要求。首先用數(shù)控車床進行其基本外形的加工,并留0.1mm的余量。加工較長加強肋時,由于加強肋深且有大斜度,加工區(qū)域過于狹窄,深度太大,且當?shù)毒咧睆叫∮讦?時,其刀具切削刃部分直徑和刀柄部分直徑不一致。若刀具較短,容易出現(xiàn)刀具與工件之間的干涉;若使用加長刀具,刀具細長,易擺刀,不能滿足加工加工精度尺寸要求。且彈刀、斷刀嚴重。因此無法簡單的在CNC上面加工,必須使用打火花的方式進行加工。但由于打銅電極需要使用較薄的骨位銅電極,如果使用CNC加工該銅電極,由于銅材質(zhì)太軟,且該骨位高度過高,在制造的過程中會非常容易彎曲,將非常難以保證其平面度,且加工效率低,加工成本太大。實際生產(chǎn)意義不大,因此對該骨位銅電極使用線切割機進行銅割制(包括一個粗工、一個精工)。這樣不但避免了銅電極制造過程中的變形,而且還保證了精度。最后再用人工拋光的方法達到其表面粗糙度值。采用數(shù)控和電火花的加工方法比普通的加工方法更能保證同軸度和脫模斜度。
(2)型腔的加工主要是要保證其同軸度和脫模斜度。要達到這個要求最好的方法是用數(shù)控車床直接加工,加工時留0.1mm的余量進行精修。
(3)定模固定板、動模固定板上密封圈的加工。由于該模具成型厚壁塑件,為了保證塑件在成型的過程中不會縮水,采用了內(nèi)外強運水,那么就需要在定模固定板、動模固定板上開內(nèi)運水水道,同時為了防止冷卻水泄漏,在相應(yīng)的位置應(yīng)安置密封圈,在密封圈槽的加工過程中,采用了簡化的方式加工密封圈,具體過程如下:①在密封圈上均勻涂布紅丹,將定模固定板或動模固定板用壓板裝夾于CNC上;②將涂有紅丹的密封圈按圖紙要求在固定板合適的位置按住,留下印記;③按印記的大小,以大致的中心位置設(shè)為程序原點,編制外形銑削道路,不設(shè)圓弧或直線切入,使用一把Φ3mm的球刀直接下刀,走圓弧即可。由于密封圈的位置沒有太大尺寸精度要求,只要能夠保證密封的功能即可,因此我們沒有必要去進行嚴格的對刀,因此使用了上述的方法。
(4)定模鑲件及動模鑲件的制造定模鑲件、動模鑲件鑲配于A、B兩板鑲件孔中以成型塑件中軸承兩邊的內(nèi)壁形狀。根據(jù)塑件形狀,其結(jié)構(gòu)大致相同,為一帶臺階圓臺狀工件,由于該塑件從上至下存在斜度,且需要通體加工,在CNC上裝夾非常困難。因此,采用了數(shù)控車床車削的方式,首先車削出帶斜度的成型部分,然后車削臺階,最后切斷。同時,為了減少零件數(shù)量且節(jié)約成本,取消了定位銷,而是在科芯的臺階面上銑出一夾口(在車削前)進行定位,其兩端尖角與沉孔配作。
三、試模、改模
模具在制造完成后,最后兩道工序就是試模和改模。本副模具在試模時主要出現(xiàn)了:粘定模、頂出變形、開模拉傷、脫模困難4個問題,針對這些問題經(jīng)過分析進行了分別解決。
(1)粘定模主要是因為脫模角度不夠,設(shè)計時采用的是0.9°的脫模角,在考慮到增加0.1°不會影響塑件使用性能和精度的情況下,在這里增加0.1°的脫模角(即脫模斜度為1°),這樣解決了脫模困難的問題。
(2)頂出變形,由于塑件中間增加了一個軸承,塑件冷卻不充分、加強筋部不夠光滑所造成,在不影響模具總體結(jié)構(gòu)的情況下,采用加深型芯運水的方法,改善冷卻,再對加強筋進行鏡面拋光。通過以上改進基本解決了試模存在的問題,可以正常進行注射生產(chǎn)。
結(jié)語
經(jīng)實際生產(chǎn)驗證,上述工藝方案及模具結(jié)構(gòu)形式合理、可靠,已經(jīng)得到了廣泛應(yīng)用。隨著產(chǎn)品的不斷提升及模具制造工藝和技術(shù)的發(fā)展,該模具在滿足性能要求的前提下,減少了注射時間,而且方便了成型后的后續(xù)加工,又降低了模具成本,改進了模具結(jié)構(gòu)。
[1]王孝培.塑料成型工藝及模具簡明手冊[M].機械工業(yè)出版社,2000.
[2]陳萬林.塑料模具設(shè)計與制作教程[M].北京希望出版社,2000.
