高速油壓機模墊液壓系統(tǒng)故障分析
2013-05-03 10:44:06尚菊根
設(shè)備管理與維修 2013年6期
尚菊根
一、模墊液壓系統(tǒng)的工作原理
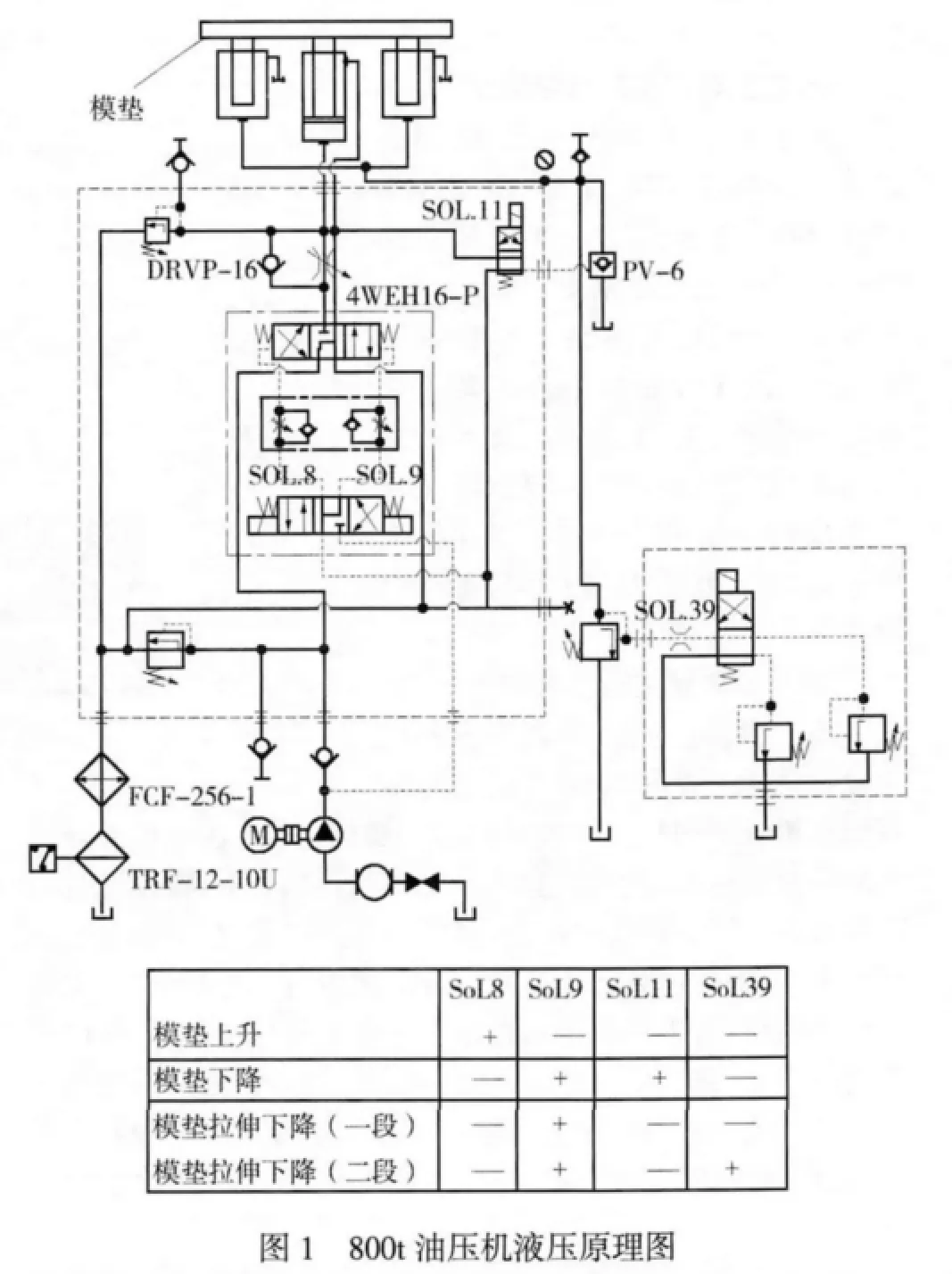
生產(chǎn)線上的一臺800t油壓機型號LDL2-800-300-4000×2200,產(chǎn)生模墊無壓力現(xiàn)象,模墊液壓系統(tǒng)工作原理見圖1。對于整臺設(shè)備,模墊壓力對沖壓件拉伸起著成型質(zhì)量的關(guān)鍵作用。液壓泵和方向控制閥起到模墊上升下降的動作,模墊壓力由溢流閥控制,并且模墊壓力由二段溢流閥控制,從而得到二段不同大小壓力控制。模墊充液閥開啟由SOL11電磁閥控制。模墊下降速度由節(jié)流閥DRVP-16控制。油溫冷卻由FCF-256-1冷卻器水冷控制。模墊液壓泵流量大而采用了4WEH16-P電液閥。從而保證模墊頂冠上下動作平穩(wěn),壓力可控。整個模墊液壓系統(tǒng)結(jié)構(gòu)簡單,便于維修。
二、故障現(xiàn)象與原因分析
模墊上下動作正常,在沖壓件拉伸動作無壓力現(xiàn)象,經(jīng)調(diào)節(jié)一二段溢流閥時無壓力,模墊上下無沖擊現(xiàn)象。根據(jù)模墊液壓原理圖及現(xiàn)場情況分析,可能原因如下。
(1)模墊充液閥在拉伸時存在油回油箱情況,如果充液閥彈簧斷裂或錐面關(guān)閉不嚴(yán),從而產(chǎn)生模墊拉伸缸下腔油直接回油箱現(xiàn)象,處理時,只要拆開充液閥,更換彈簧和修磨錐面即可。
(2)模墊拉伸缸下腔的壓力,由遠控溢流閥控制,其中的兩個手動調(diào)壓溢流閥,如果其中有原件損壞,也會產(chǎn)生無壓力現(xiàn)象。處理時,可將遠控溢流閥上的遠控口堵死,將溢流閥壓力調(diào)小試壓,如果有壓力則遠控溢流閥有損壞,如無壓力則檢查遠控溢流閥。
(3)模墊拉伸缸密封件的處理。如模墊拉伸缸密封件不嚴(yán),也會產(chǎn)生模墊無壓力現(xiàn)象。處理時,由于模墊拉伸缸是柱塞缸,其密封件在缸的上端,上面有頂冠,無拆裝空間,不便于維修操作。可以先試壓模墊,看缸的上腔回油管是否有大量回油現(xiàn)象,如有,則考慮拆裝模墊拉伸缸,更換其密封,如無大量回油則不考慮。
三、故障處理
經(jīng)維修工檢查溢流閥完好,充液閥彈簧和錐面完好,模墊拉伸缸上腔無回油現(xiàn)象,但充液閥回油管有大量回油。檢查更換電磁閥SOL11后,模墊仍無壓力,模墊拉伸缸下腔有油經(jīng)充液閥回油箱。經(jīng)技術(shù)人員重新對設(shè)備管路檢查,發(fā)現(xiàn)電磁閥SOL11不得電,回油管不是直接回油箱,而是經(jīng)過冷卻器和過濾器再回油箱,從而該油路有約0.2~0.3MPa壓力使充液閥打開,產(chǎn)生模墊無壓力。處理時,只要讓其回路管路直接回油箱即可。接好管路后試機,模墊拉伸壓力恢復(fù)正常。
