科學(xué)運(yùn)用工業(yè)工程學(xué)提升精品禮盒包裝生產(chǎn)加工競爭力
2013-04-29 00:44:03張久芝
印刷技術(shù)·包裝裝潢 2013年6期
張久芝
現(xiàn)代工業(yè)工程學(xué)(Industrial Engineering,簡稱IE)是以大規(guī)模工業(yè)生產(chǎn)及社會經(jīng)濟(jì)系統(tǒng)為研究對象,在制造工程學(xué)、管理科學(xué)和系統(tǒng)工程學(xué)等學(xué)科基礎(chǔ)上逐步形成和發(fā)展起來的一門交叉性學(xué)科,是將人、機(jī)(設(shè)備)、物料、信息和環(huán)境等生產(chǎn)系統(tǒng)要素進(jìn)行優(yōu)化配置,對工業(yè)等生產(chǎn)過程進(jìn)行系統(tǒng)規(guī)劃與設(shè)計(jì)、評價(jià)與創(chuàng)新,從而提高工業(yè)生產(chǎn)率和社會經(jīng)濟(jì)效益專門化的綜合技術(shù)。
隨著全球經(jīng)濟(jì)一體化,以及中國經(jīng)濟(jì)的飛速發(fā)展,各行各業(yè)都面臨著人工成本的增加,“中國制造”在很多領(lǐng)域正在逐步喪失較大的競爭優(yōu)勢,面臨巨大的轉(zhuǎn)型升級壓力。印刷包裝產(chǎn)業(yè)是一個(gè)科技含量較低的產(chǎn)業(yè),同時(shí)也是一個(gè)勞動(dòng)力相對密集的產(chǎn)業(yè),長期以來管理水平及意識較為落后。面對近年來全球經(jīng)濟(jì)的低迷,行業(yè)問題越發(fā)突顯。古人云,“凡事預(yù)則立,不預(yù)則廢。”今天已經(jīng)到了我們應(yīng)該系統(tǒng)思考整個(gè)行業(yè)再發(fā)展的時(shí)候了。
精品禮盒包裝制造和加工是印刷包裝業(yè)用人最為密集的領(lǐng)域,過去由于我國人工及其他資源的優(yōu)勢,使我們在全球市場競爭中占有絕對的優(yōu)勢,但在當(dāng)前新的市場形勢下,是否意味著我們的優(yōu)勢不復(fù)存在了呢?答案顯然是否定的。精品禮盒產(chǎn)品的特點(diǎn)是加工工藝精細(xì),結(jié)構(gòu)復(fù)雜,裝配配件多,傳統(tǒng)的方式主要以手工作業(yè)完成產(chǎn)品生產(chǎn)加工,如果不能科學(xué)合理地制定生產(chǎn)流程,就很難在生產(chǎn)效率、加工成本和產(chǎn)品質(zhì)量等方面得到競爭優(yōu)勢和最大利潤。而當(dāng)我們將工業(yè)工程學(xué)運(yùn)用到這一領(lǐng)域時(shí),相信生產(chǎn)率的大幅提升必將有效抵消前述多種不利影響,繼續(xù)保持中國制造在這一領(lǐng)域的優(yōu)勢。
下面,筆者就向大家簡要介紹運(yùn)用IE工程制定精品禮盒包裝產(chǎn)品生產(chǎn)加工流程的關(guān)鍵要素。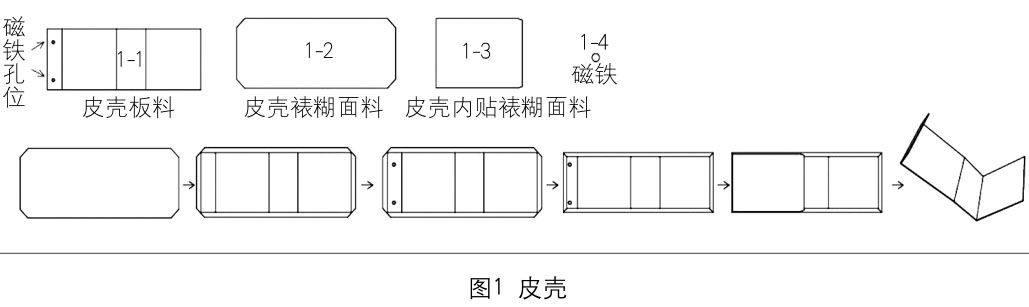
產(chǎn)品工藝加工流程
IE工程把產(chǎn)品加工主要分為兩個(gè)階段:產(chǎn)品備料階段和產(chǎn)品上線階段。
(1)產(chǎn)品備料:前期工藝加工過程稱為工序加工過程(備料),如:經(jīng)過印前制版、印刷、各種表面處理、工藝加工(燙金、凹凸、壓紋)成型的半成品坯料及各個(gè)分件單元的相關(guān)附件、配件等,主要根據(jù)產(chǎn)品工藝加工流程進(jìn)行工藝加工。通過制作完成了的半成品或成品再次進(jìn)行工藝深加工不稱為備料。完成工藝加工后的各個(gè)單件產(chǎn)品(坯料、面料等)必須按IE工程單編號(半成品明示牌)進(jìn)行標(biāo)識,并擺放到指定區(qū)域。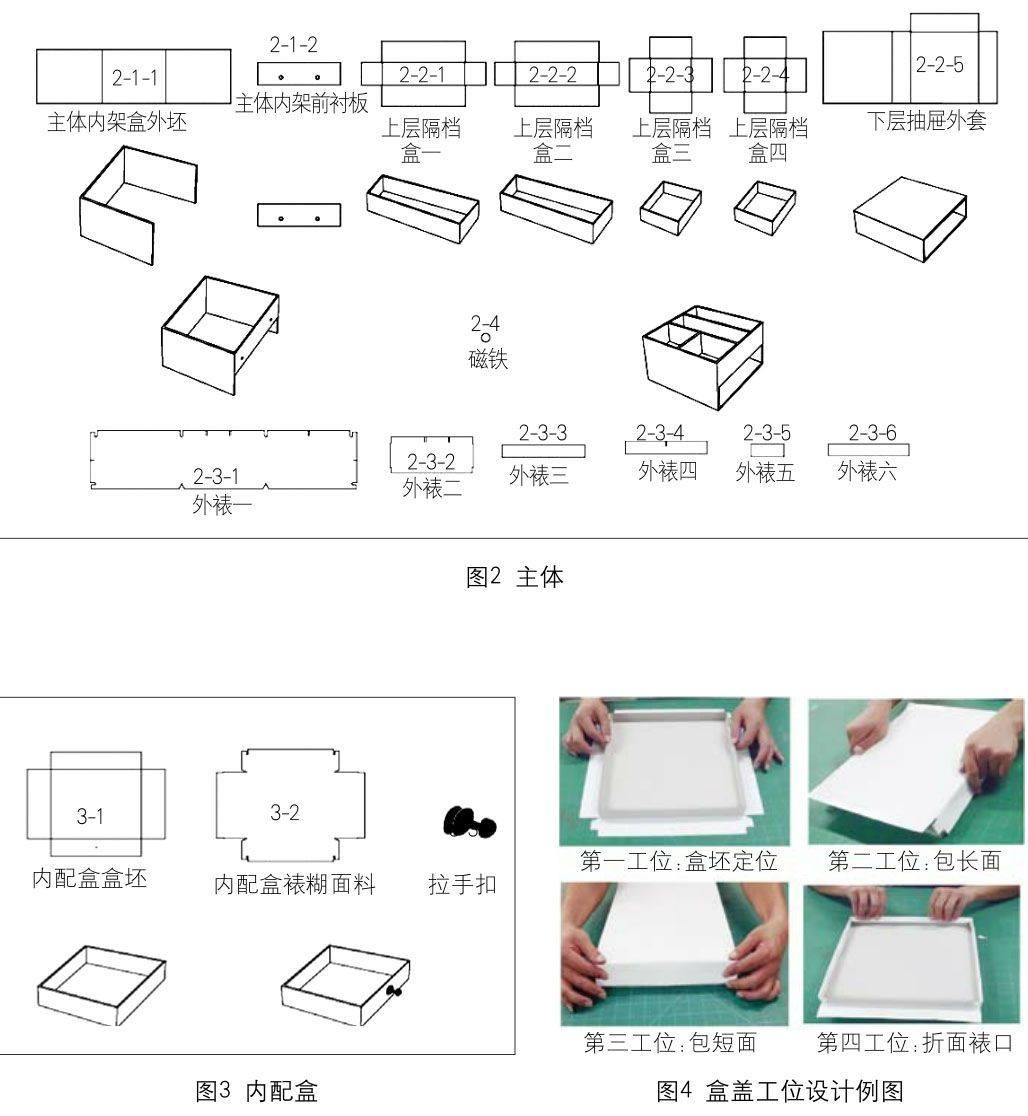
(2)產(chǎn)品上線:根據(jù)產(chǎn)品組裝結(jié)構(gòu)和制作工位(獨(dú)立加工動(dòng)作)順序制定科學(xué)合理的產(chǎn)品加工、裝配流程圖和裝配圖,完成產(chǎn)品各個(gè)單元部件工藝加工后,再根據(jù)IE生產(chǎn)作業(yè)流程和產(chǎn)品結(jié)構(gòu)組裝示意圖和流水線工位圖進(jìn)行排拉上線加工制作。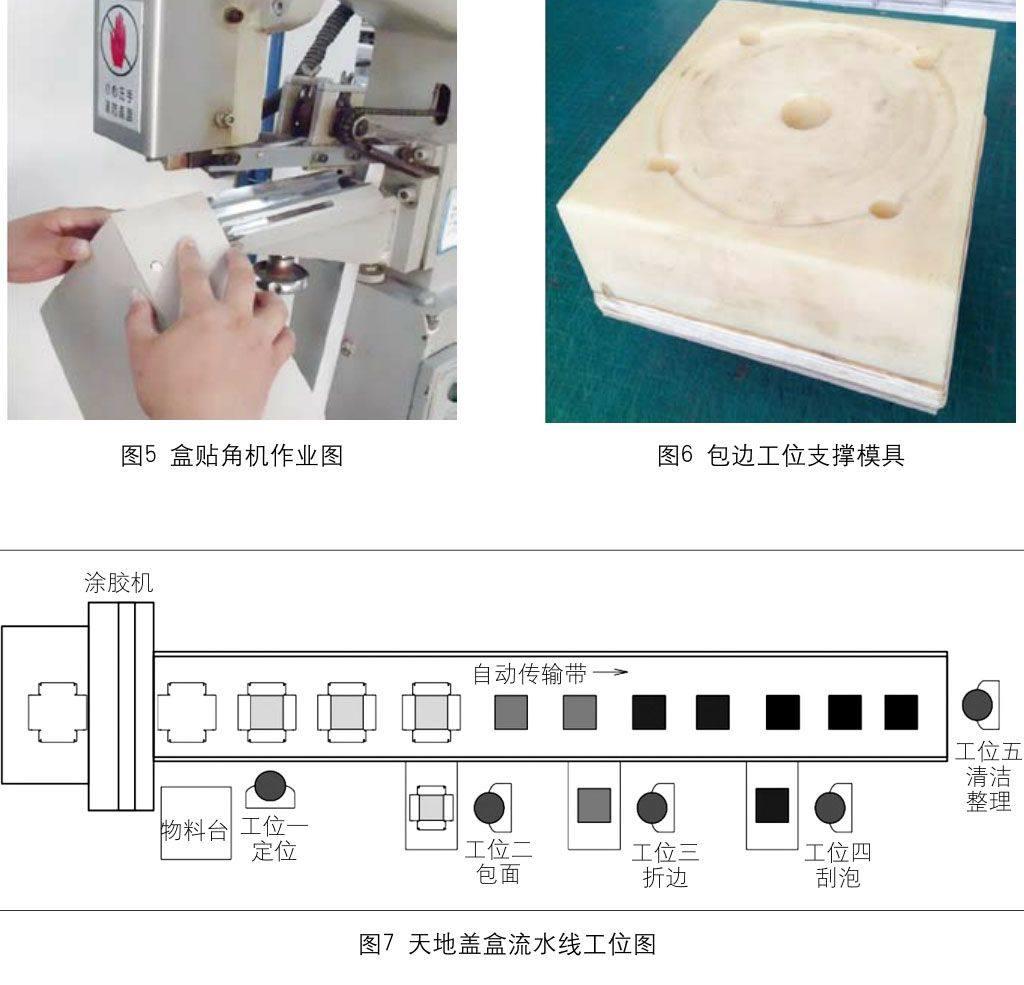
結(jié)構(gòu)分解
產(chǎn)品結(jié)構(gòu)構(gòu)造是決定IE工程最為關(guān)鍵的因素,把產(chǎn)品結(jié)構(gòu)進(jìn)行科學(xué)拆裝,合理地把產(chǎn)品各個(gè)組成件系統(tǒng)地分成獨(dú)立單元,通過從內(nèi)到外、從上到下或從左到右的順序進(jìn)行組合拼連形成整體。產(chǎn)品結(jié)構(gòu)主要有直觀面部分、隱藏部分和其他獨(dú)立輔助配件(直接采購成品),直觀面部分統(tǒng)稱面料(外裱紙和內(nèi)貼紙),隱藏部分統(tǒng)稱為坯料(內(nèi)盒架或板料),根據(jù)產(chǎn)品標(biāo)準(zhǔn)代碼采用字母和數(shù)字區(qū)分不同材料和不同部件及先后順序。
現(xiàn)以一款精品禮盒為例進(jìn)行結(jié)構(gòu)分解和分類,第一部分為外殼(俗稱皮殼),包括:皮殼板料、皮殼裱糊面料、皮殼內(nèi)貼裱糊面料、磁鐵,如圖1所示。第二部分為主體,包括:主體內(nèi)架盒外坯、主體內(nèi)架盒內(nèi)坯、主體盒裱貼面料、磁鐵等,如圖2所示。第三部分為內(nèi)配盒,包括:內(nèi)配盒盒坯、內(nèi)配盒裱糊面料、拉手扣(裝配五金件),如圖3所示。
工位設(shè)置
IE工程的工位設(shè)置直接影響產(chǎn)品加工效益和產(chǎn)量,IE工位設(shè)置要素如下:
(1)工位動(dòng)作:以某一部件在線作業(yè)時(shí)需要獨(dú)立完成的一個(gè)作業(yè)動(dòng)作為標(biāo)準(zhǔn),按產(chǎn)品加工部件作業(yè)順序摸擬作業(yè)手勢進(jìn)行設(shè)置。
(2)工位時(shí)間:每個(gè)工位加工作業(yè)動(dòng)作時(shí)間不能過長,通常按4~8秒為一個(gè)單位動(dòng)作標(biāo)準(zhǔn)時(shí)間(含取放料動(dòng)作時(shí)間),前后工位作業(yè)時(shí)間差不得超過4秒,如工位作業(yè)動(dòng)作時(shí)間超過標(biāo)準(zhǔn)時(shí)間,必須考慮按標(biāo)準(zhǔn)工位時(shí)間增加工位數(shù),要求達(dá)成標(biāo)準(zhǔn)時(shí)間完成。圖4為盒蓋工位設(shè)計(jì)例圖。
(3)工位空間:前后工位空間設(shè)置要根據(jù)產(chǎn)品體積、流動(dòng)順序、流轉(zhuǎn)時(shí)間和取放手勢等進(jìn)行設(shè)計(jì)。前后工位之間產(chǎn)品呆滯數(shù)量控制在3~5以下。
工裝模具設(shè)計(jì)、輔助性工具
在IE工程中,工裝模具設(shè)計(jì)和輔助性工具的運(yùn)用能提高產(chǎn)品質(zhì)量和產(chǎn)量,同時(shí)降低工人勞動(dòng)強(qiáng)度。根據(jù)產(chǎn)品結(jié)構(gòu)和加工技術(shù)質(zhì)量要求,對應(yīng)某一工位作業(yè)動(dòng)作設(shè)計(jì)成型或定位模具,輔助或通過模具完成工位加工作業(yè)要求。產(chǎn)品加工工位作業(yè)動(dòng)作無法達(dá)成標(biāo)準(zhǔn)時(shí)間,以及增加工位也不能滿足要求時(shí),必須設(shè)計(jì)輔助性工具或者借用專業(yè)機(jī)械來完成作業(yè)。采用工裝模具或自動(dòng)(半自動(dòng))加工機(jī)械輔助加工作業(yè)的工位時(shí)間標(biāo)準(zhǔn)為3~8秒。合理配置操作人員與機(jī)械加工作業(yè)時(shí)間,盡量控制工位之間產(chǎn)品呆滯數(shù)量,避免因前后工位人、機(jī)加工差異出現(xiàn)瓶頸造成產(chǎn)品堆積,保證任何工位作業(yè)時(shí)間標(biāo)準(zhǔn)一致(4~8秒)。圖5和圖6分別為盒貼角機(jī)作業(yè)圖和包邊工位支撐模具。
流水線作業(yè)工位設(shè)置
根據(jù)產(chǎn)品各個(gè)單一獨(dú)立件(能獨(dú)立加工完成的裝配件)來設(shè)置生產(chǎn)流水線,按產(chǎn)品加工動(dòng)作(注:5~10秒/次為單位動(dòng)作時(shí)間)設(shè)置工位。圖7為天地蓋盒流水線工位圖。
物料及半成品擺放
工位作業(yè)時(shí)間標(biāo)準(zhǔn)是4~8秒,那么取放料時(shí)間只能占總時(shí)間的1/4(1~2秒),所以物料擺放直接影響各工位加工效率。一般,需要根據(jù)工位作業(yè)加工流程順序、作業(yè)人員手勢動(dòng)作來確定物料擺放位置和產(chǎn)品堆放方向,擺放范圍根據(jù)作業(yè)人員平行于座姿伸手左右旋轉(zhuǎn)45度范圍內(nèi),按作業(yè)人員握拳平伸長度加30cm(身體頃斜距離)為最大距離,前工位物料擺放不得對后工位作業(yè)或物料擺放造成影響,必要時(shí)可調(diào)整前后工位距離或流水帶轉(zhuǎn)速,以控制半成品在各工位前后呆滯的數(shù)量。
過程品質(zhì)保護(hù)
產(chǎn)品加工過程品質(zhì)保護(hù)可分為工位保護(hù)和過程保護(hù)。
(1)工位保護(hù):根據(jù)產(chǎn)品質(zhì)量特性合理區(qū)分流水生產(chǎn)線的主要工位和次要工位,主要工位是加工作業(yè)動(dòng)作能直接影響產(chǎn)品質(zhì)量好壞的工位,上線生產(chǎn)時(shí)必須考慮安排熟練人員進(jìn)行作業(yè)(如本例中的主體盒裱糊面料加工工位);次要工位是加工作業(yè)動(dòng)作不直接影響產(chǎn)品質(zhì)量好壞的工位,上線生產(chǎn)時(shí)可以安排新員工或不熟練的人員進(jìn)行加工作業(yè)(如本例中的主體盒刮泡加工和清潔工位)。
(2)過程保護(hù):從加工意識上強(qiáng)調(diào)過程對產(chǎn)品品質(zhì)的保護(hù),加裝保護(hù)裝置或減少物機(jī)直接接觸面,減少產(chǎn)品加工作業(yè)時(shí)直接與輔助性工具、工裝模具、自動(dòng)機(jī)械和產(chǎn)品傳輸帶接觸產(chǎn)生摩擦造成的損傷,盡量減少產(chǎn)品在加工過程中有過多的周轉(zhuǎn)和呆滯空間碰撞而造成不必要的意外損傷和周轉(zhuǎn)浪費(fèi)。
工業(yè)工程學(xué)在印刷包裝行業(yè)的運(yùn)用是一種理念和管理思路,企業(yè)要制定系統(tǒng)的考核和財(cái)務(wù)分析方法,一切工作從大處著眼,從總目標(biāo)出發(fā);從小處著手,對每個(gè)細(xì)節(jié)都力求節(jié)約、杜絕浪費(fèi),尋求以成本最低、效率更高的方法來完成各項(xiàng)工作。
猜你喜歡
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文評點(diǎn)報(bào)·低幼版(2017年7期)2017-03-11 20:49:41
故事大王(2016年7期)2016-09-22 17:30:08
Coco薇(2015年1期)2015-08-13 02:23:50
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37
兒童故事畫報(bào)(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學(xué)畫報(bào)(2009年9期)2009-09-14 03:18:56
