脈沖儲能修補技術在軋鋼設備中的應用
2013-04-29 15:45:06楊志英
建筑與文化 2013年8期
楊志英
【摘 要】 軋鋼生產線上有許多大型傳動設備,一旦發生事故將影響生產順行,脈沖儲能修補技術在軋鋼設備中成功應用,可在短時間內對磨損的零件表面進行修復。該技術在軋鋼廠具有廣泛應用前景。
【關鍵詞】 脈沖儲能 熔接 現場修復
1.引言
宣鋼小型軋鋼廠擁有兩條熱軋窄帶鋼生產線,兩條棒材生產線。四條生產線中有70余臺套大型減速機、人字齒輪機座等傳動設備,在設備運行過程中,由于設備安裝精度低、突發性油路阻塞、瞬時超負荷軋制、積累磨損等原因,都可能造成傳動軸、機座、箱體軸承位磨損超差,引發設備事故,影響生產順行。曾試用電刷鍍、熱噴涂、專用粘合劑等工藝進行修復,效果均不盡如人意。采用DB—100型脈沖儲能修補機對磨損部位進行現場修復后效果良好,實踐證明,脈沖儲能修補工藝在軋鋼大型設備部件修復中發揮了重要作用,同時產生了巨大的經濟效益和社會效益。
2. 脈沖儲能修補機
脈沖儲能修補機利用了大電流脈沖在瞬間流過工件和修補材料的接合面,使其迅速熔化結合的技術。其基本工作原理是:將儲存于電容器中的電能在瞬間釋放于電阻率較大的鋼鐵等金屬材料組成的工件和補材之間的連接處,接觸電阻使它們迅速發熱而熔接在一起,達到修補工件的目的。由于是小范圍(<1 mm3)、短時間(ms)級的發熱,因此就工件基體來說,發熱很少,不會產生工件變形、退火、變色現象,所以又俗稱冷焊機。此外,該設備體積小(主機體積450×260×240 mm3),重量輕(25㎏),設備移動方便,非常適用于現場修復工作。
2.1脈沖儲能修補機的優點:
2.1.1熔接強度高:修補處可進行銑、銼等加工。
2.1.2修補精度高:使用薄片補材修補,不會失去原基準面,多余焊料少,后期整形容易。
2.1.3適用范圍大,可用于修補多種金屬材料:除銅、鋁等電阻率極低的材料和硬質合金外,各種金屬材料制成的工件均可修補。
2.1.4基材損傷小:發熱點小,不會造成基材退火變形。
2.1.5功率分配合理:使用微電腦芯片控制,各種厚度的材料都能獲得最佳功率。
2.1.6精度模式: 設有兩種模式選擇,適應不同精度要求。
2.1.7電壓適應范圍大:使用開關電源,當電壓變化在±20%的范圍內波動時,機器仍能保證正常工作。
2.1.8異常操作保護功能:可以保護工件表面免受不當操作引起的損傷。
2.1.9電連接方便:配有強磁連接器,任意大小的鐵質工件均可很方便地接電。
2.2脈沖儲能修補機的基本參數
2.2.1使用電源:單相220V20% 50Hz
2.2.2功率消耗:5-600W
2.2.3瞬時最大功率:≥12KW
2.2.4脈沖頻率:常規4Hz、精密10Hz
2.2.5功率模式:常規、精密2檔
3. 脈沖儲能修補機在小型軋鋼廠軋鋼生產線上的應用
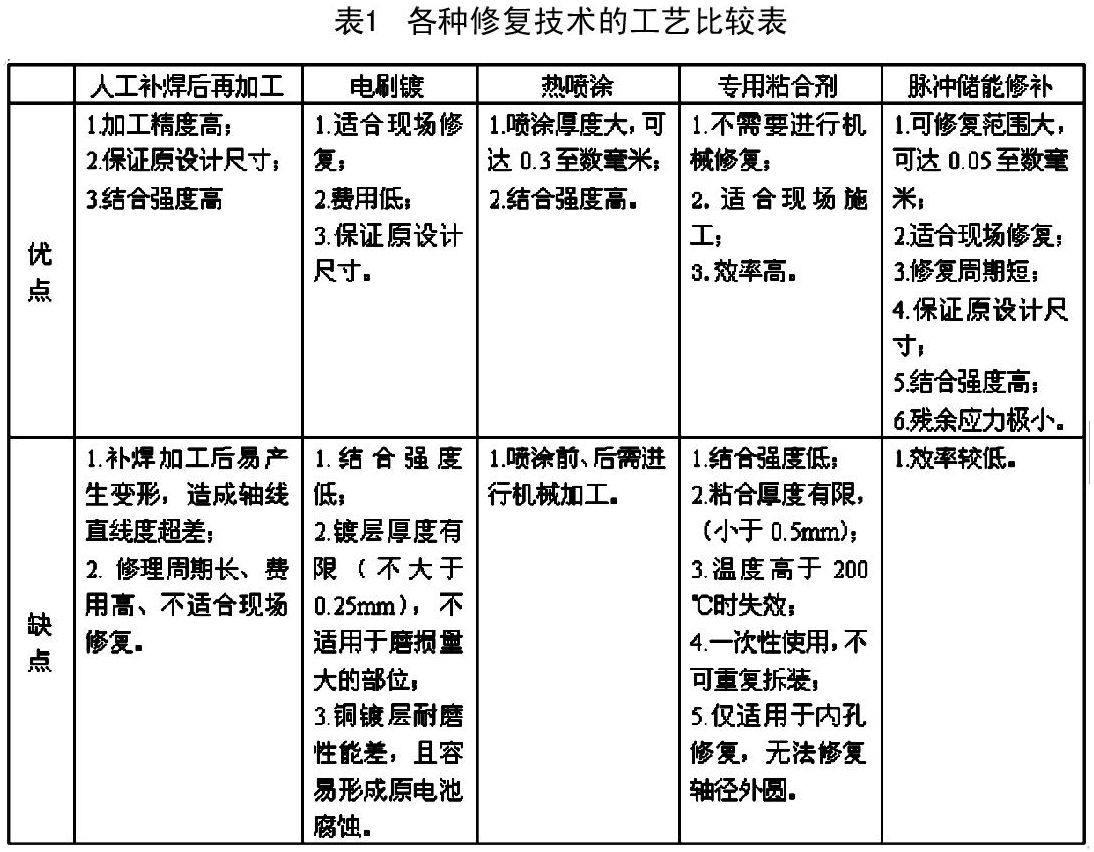
3.1脈沖儲能修補技術與人工補焊后再加工、電刷鍍等修復技術的工藝比較(見各種修復技術的工藝比較表)。(如表1)
3.2脈沖儲能修補技術在熱帶車間1200mm減速機慢軸修復中的應用
熱帶車間1200mm減速機是φ500Ⅰ架機列的傳動設備,1983年熱帶投產時使用至今。其慢軸長度為2140,軸中部裝有590寬,直徑為φ2096的傳動齒輪,兩端軸承位軸徑尺寸為φ280m6,各裝有2097156雙列向心推力軸承一套。熱帶車間生產線原設計能力為年產2.5~5×145~250mm帶鋼10~15萬噸,幾經改造,目前年產量已達到85萬噸。由于長時間、重載荷使用,1200mm減速機慢軸軸承位產生累積磨損,過盈量減少,配合強度降低,隨著過盈量減少直至形成微量間隙,從而產生振動,造成磨損加劇,輸出端軸承位軸徑磨損量已達到1.2mm。這個磨損量已超過刷鍍修理范圍,如選用噴涂或手工補焊后再加工的修復辦法,都需使用車床對修復部位進行車削加工。由于慢齒輪最大直徑達φ2096,張宣地區沒有加工如此大軸徑的大型車床,而齒輪與軸的配合尺寸為φ340H7/s6,屬過盈配合中的永久性裝配,曾做專用胎具,配合200t液壓千斤,動用10套氣焊對齒輪進行加熱的方法實施拔齒輪操作,多次試驗,未獲成功。為不使這套價值60萬元的慢軸套件就此報廢,我們又采用脈沖儲能修補機對其進行修復,修復整形后的軸徑經刀口尺及千分表檢驗,尺寸達到原設計要求,經裝配投入使用后,效果良好。應用該技術對慢軸的修復達到了起死回生的效果。
3.2脈沖儲能修補技術在軋鋼廠其它設備上的應用
脈沖儲能修補技術同樣成功解決了軋鋼廠其它大型傳動設備的磨損問題。如二小型車間D4和D5減速機,由于箱體為焊接結構件,制作過程中應力消除不徹底,投入使用后殘余應力使箱體部分軸承位上下剖合面產生了近0.4mm的錯位,和軸承位0.5mm磨損,影響了裝配精度,無法正常使用。采用脈沖儲能修補技術進行修復后,達到了原設計要求。二小型車間M2兩聯箱箱體軸承位磨損達0.5mm,經脈沖儲能修補技術修復后,同樣達到了原設計要求。
4.結論
4.1 脈沖儲能修補機的堆焊層與母材冶金結合,堆焊熱影響區極窄,殘余應力可忽略不計。
4.2采用脈沖儲能修補技術對軋鋼廠大型零、部件損壞進行修復,可在現場進行修復操作,工藝簡單,補焊后加工量小,修復部位的幾何尺寸可達到設計公差要求,即可滿足使用要求,又可最大限度的減少停機時間。
4.3脈沖儲能修補技術在軋鋼廠具有廣泛的應用前景,蘊藏著巨大經濟效益和社會效益。