高清柔印 引領包裝印刷未來
2013-04-29 00:44:03鮑維
印刷技術·包裝裝潢 2013年9期
鮑維
1995年,柔性版直接制版技術被引入市場,大大提高了制版精度和質量,同時避免了傳統制版技術的一些缺陷,使柔性版制版技術實現了一次質的飛躍。然而,直接制版技術問世以來,柔印自身固有的一些缺陷并沒有因此得到很好的解決。為此,高清柔印技術應運而生,并成為柔印發展至今的推動者。本文將重點探討高清柔印技術及其對包裝印刷市場未來發展的影響。
高清柔印技術
高清柔印技術由高分辨率激光成像技術和高清網點技術共同組成。
1.高分辨率激光成像技術
柔性版直接制版技術的成像分辨率通常為2100ppi,激光光斑尺寸為18μm,而高清柔印技術的成像分辨率則高達4000ppi,激光光斑尺寸縮小至6μm,這樣不僅能更好地再現圖像細節,還能避免龜紋的產生,更重要的是,4000ppi的成像分辨率具有更多的可用灰階,除了能滿足設計階段通常所需的256級灰階梯級之外,在階調補償后仍能保留足夠的灰階梯級,在賦予了印品卓越視覺效果的同時,還使印品具備了高清晰度和高對比度。
2.高清網點技術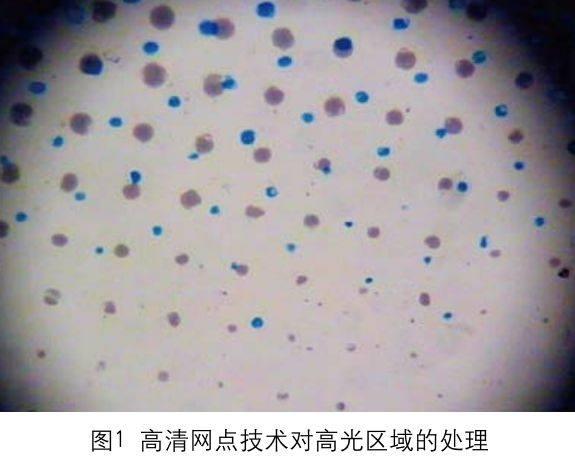
高清網點技術在高光區域采用了一種全新的加網技術,其不同于通常意義上的“混合”加網,而是“差異調制”加網。也就是說,網點保持了常規網格排列,就像標準的調幅圓形網點一樣,但在高光區域通過改變網點大小保證沒有獨立網點或不規則間隔網點(如圖1所示)。最終,這些差異化網點也會共同參與印刷,從而使高光區域實現漸變到零的印刷效果,同時保證了印版的耐印率。
與此同時,高清網點技術有選擇性地對實地和暗調區域采用了特別的加網技術,即微網穴技術。一般意義上的微網穴結構應用到整個印版會影響印刷圖像的整體質量,而高清網點技術通過可控的微網穴,可使實地和暗調區域達到凹印的印刷效果。其中,可控是指微網穴不會出現在像素邊緣,這樣就能使印刷圖文或網點的邊緣保持完整、銳利。此外,在使用同等墨量的印刷條件下,采用微網穴技術可以得到更平滑、更高密度的實地,以及更高對比度的暗調。圖2為普通柔印和高清柔印的印刷效果對比圖。
全高清柔印技術
采用直接制版技術制成的柔性版,由于受到抑氧反應的影響,其網點頂端呈倒圓角結構,且最小網點在高光區域為柔印提供了漸變到零的印刷效果,這就是所謂的“圓頂網點”技術。多年來的實踐證明,這項技術在網點的形成上具有高度的一致性和可控性,在中間調區域減少了對網點增大的補償,生成平滑漸變圖像的同時擴大了色域,因此成為柔性版制版行業的標準。這就是10多年來柔性版直接制版技術最大的成功之處。
平頂網點技術主要是在主曝光過程中隔絕了氧氣對網點形狀所產生的影響,使圖文實現1∶1復制。而網點形狀的精確復制則取決于所采用的制版技術,最新的柔性膜或高能量UV曝光技術可以產生非常接近于1∶1的網點復制。近兩年,許多柔印供應商都推出了平頂網點技術,如柯達Flexcel NX技術、麥德美Lux技術、杜邦DigiCorr/Digiflow技術、富林特nyloflex NExT曝光技術。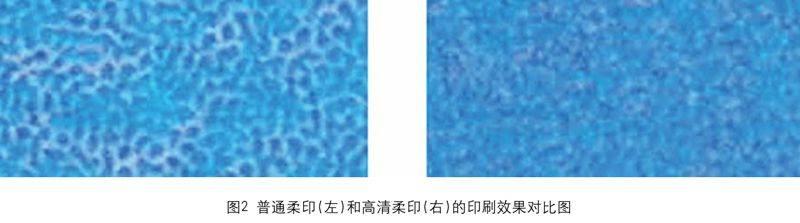
隨著平頂網點技術的出現,柔印界開始討論圓頂網點和平頂網點的優劣。其實,從大量的印刷測試和生產實踐分析來看,這兩種制版技術所形成的網點印刷效果各有千秋,其優勢和劣勢在很大程度上取決于印刷過程中對這兩種網點的應用。與此同時,這兩種網點在不同領域的優秀表現,也使得我們對于如何綜合應用這兩種網點,以最大程度地改變印刷表現的特殊加網技術充滿期待。最終,我公司不負眾望,在drupa2012上推出了全高清柔印技術,其利用第二代在線式主曝光技術,使圓頂網點和平頂網點得以完美地再現于同一張印版。
由此,我們對高清柔印技術的演化進程有了新的認識(如圖3所示),其組成也進一步擴展為高分辨率激光成像技術、高清網點技術以及第二代在線式主曝光技術。其中,第二代在線式主曝光技術極大地克服了傳統平板式主曝光的主要缺點,如燈管的個體差異、能量衰減差異和熱量差異等,因為制版過程中80%的不穩定性來自于這些缺點,而第二代在線式主曝光技術采用數字化可控的冷光源,保證版材的所有區域都能接收到相同能量的UV光照,從而實現完整的光聚合,進一步保證了印版的質量和可靠性。
綜上所述,對于全高清柔印技術的優勢總結如下: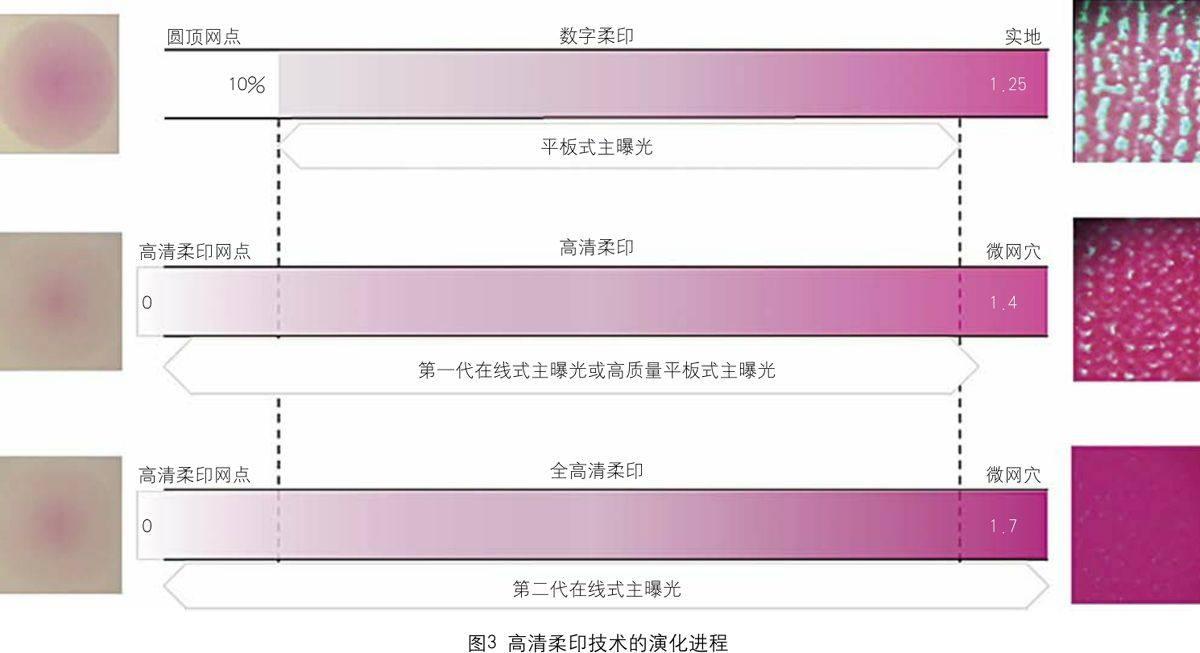
(1)更加平滑的過渡和漸變到零的網點面積率;
(2)更加穩定的高光印刷;
(3)無跳階的完美圖像細節;
(4)凹印般的實地效果;
(5)均勻的白墨印刷;
(6)更廣的色域和擴展的階調。
高清柔印引領未來
在討論現代柔印技術的發展之前,我們需要先審視一下印刷市場的現狀及發展。
Smithers Pira公司最近的一項調查報告顯示,到2016年,全球包裝及標簽印刷市場份額將有12%~13%的增長,其中9%來自于包裝印刷,而報紙、雜志、書籍、廣告和商業目錄印刷的市場份額都將出現不同程度的下降。顯而易見,大量印刷企業轉向包裝及標簽印刷市場的趨勢將成為必然。
報告同時指出,到2016年,在全球包裝印刷市場中,數字印刷將有9%的增長,柔印將以接近2.5%的增長緊隨其后,凹印將停滯不前,膠印則將有1.5%的負增長。柔印除了在紙品包裝印刷市場中占有極小的份額以外,在標簽印刷市場中占有超過75%的份額,在軟包裝印刷市場中占有將近60%的份額,在瓦楞包裝印刷市場中占有將近90%的份額。
由此,我們不難看出,柔印將領導包裝印刷市場的未來,這主要歸功于柔印本身的環保優勢,以及近年來高清柔印技術的長足發展和推廣。這項報告更指出,到2016年,柔印直接制版技術的市場接受度將達到空前的92%,這預示著高清柔印技術的廣泛采用將成為必然。
此外,我們還可以從技術角度加以驗證。過去,包裝印刷方式以膠印、凹印為主。其中,膠印CTP應用時間較早,且適合紙類印刷,因此很快成為業界公認的標準印刷方式,但因其工藝的復雜性以及不適合塑料和瓦楞紙板的印刷,近年來市場占有率呈逐年下降趨勢;凹印以其長版印刷的經濟性以及高質量的軟包裝印刷見長,但因其制版周期過長及經濟性差,無法滿足當前以短版印刷為趨勢的市場要求,同時無法滿足綠色印刷潮流,增長受到一定限制;數字印刷雖在短版和可變數據印刷市場驅動下后來居上,但其發展仍受限于幅面窄、分辨率低、經濟性差、生產率低等因素;而柔印因印刷設備創新技術的采用,如衛星式柔印、伺服驅動等,充分發揮了其多墨組、張力可控、套印準確的優勢,而且隨著網紋輥線數和制輥工藝的提高,以及高清柔印技術的配合應用,柔印質量得以提高到膠印和凹印的水平,開始逐漸成為主流印刷方式。
隨著高清柔印技術的廣泛應用,柔印的市場認可度大大提升,當前歐洲地區60%的包裝及標簽印刷市場采用柔印作為主要印刷方式,美洲地區這一數字則達到了70%~80%。在我國,目前柔印主要應用于瓦楞紙箱、紙基鋁塑復合材料、紙杯和餐巾紙印刷市場,而在軟包裝、標簽和紙品包裝市場的應用率相對不高。然而,我們相信,隨著市場需求的驅動,國家綠色環保政策的推行,與國際市場的接軌以及印刷企業自身的成長,柔印必將被推向新的高度。
