基于WinCC實現生產線產品條碼掃描及打印的應用
2013-04-16 10:44:50
電子世界 2013年5期
1.引言
近年來,條碼檢測技術在汽車制造行業被廣泛采用。通過上位機條碼監控系統對采集的條碼信息處理并進行管理。某大型汽車制造企業在車軸上下料控制系統生產車間通過WinCC中VBS腳本實現對數據庫的查詢、篩選、用戶歸檔及觸發條碼打印機的打印功能,實現對產品在生產過程中的質量數據進行跟蹤。
2.控制系統簡介
車間有兩條車軸加工生產線,主控系統采用西門子S7-400 PLC,在ET200S遠程站上通過1SI 3964/ASCII串口模塊連接symbol固定式條碼掃描器MS4404進行車軸端面條碼掃描,在上料工位安裝條碼掃描器,當車軸進入檢測區域時,通過傳感器信號觸發條碼掃描器,掃描到的條碼以ASCII的形式通過串口模塊傳到S7-400 PLC控制器中,PLC通過工業以太網將數據傳送到上位機數據庫,當工件運行到下料機構時通過傳感器信號觸發intermec條碼打印機工作,實現對工件的全程監控。
3.系統硬件配置及接線
硬件組態中組態模塊地址,傳輸率、數據位、停止位及校驗方式等參數和條碼掃描設備設置一致。PLC程序調用S_RECV_SI標準串口數據接收功能塊FB2,S7-400通過PROFIBUS DP連接ET200S遠程站,由于遠程站和條碼掃描工位的距離在15米以內,串口模塊選用RS-232傳輸接口。RS-232采用9 pin引腳,接口連接如圖1所示。
4.上位機監控軟件設計
上位機選用西門子WinCC組態軟件,監控整條生產線的運行。畫面中應用Microsoft FlexGrid Control控件,條碼查詢畫面如圖2所示。
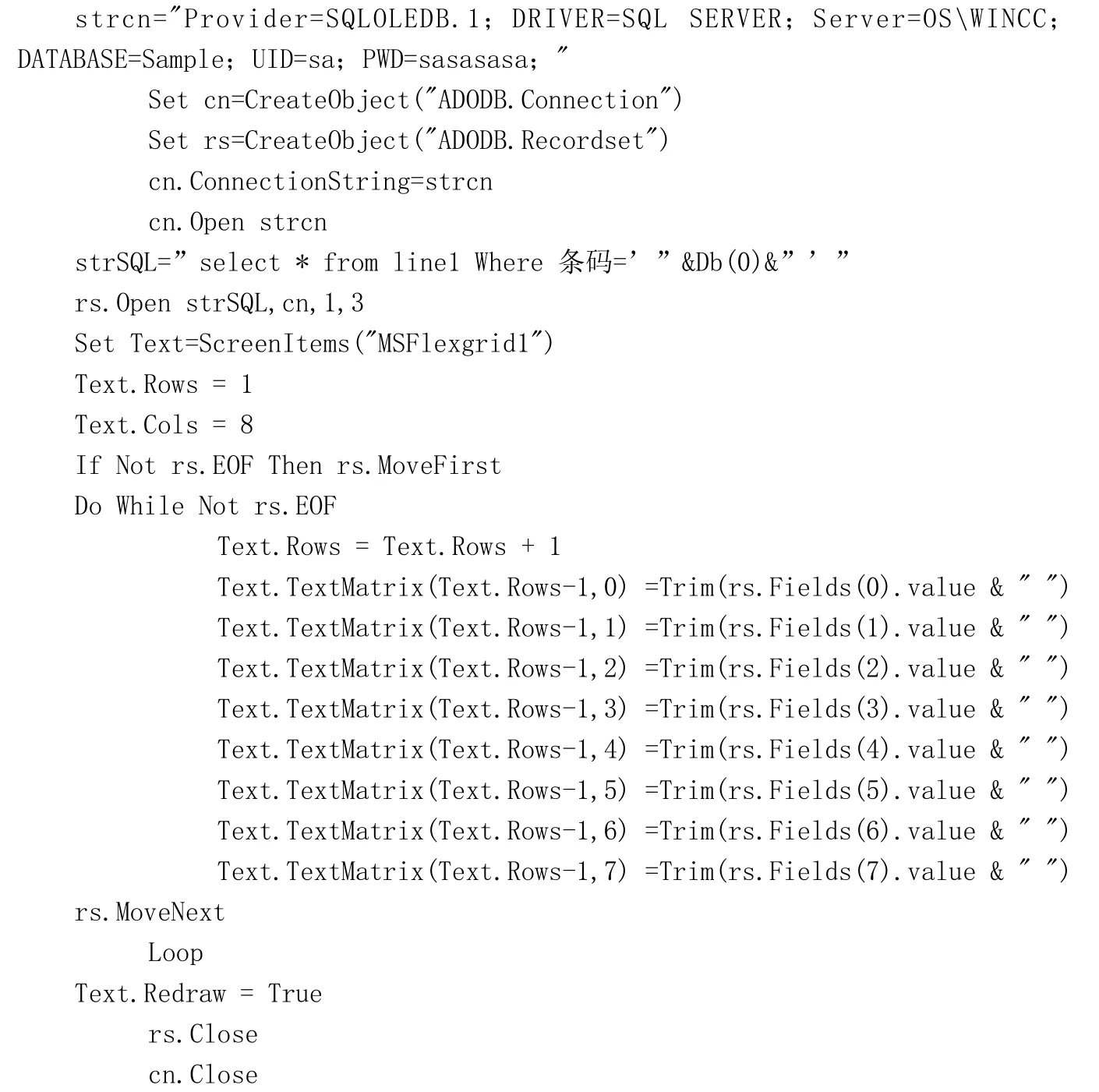
連接數據庫,建立SQL表格,在WinCC中“人工輸入條碼”框連接文本變量8位字符集內部變量tag1,輸入條碼“確定”按鈕腳本中將其讀取到Db(0),VBS腳本如下
顯示已加工所有信息“確定”按鈕中SQL語句改為:strSQL=”select * from line1 Where 上料時間 between’”&Db(2)&”’and’”&Db(3)&”’”
顯示已加工所有信息“確定”按鈕中SQL語句為strSQL=”select * from line1”
輸入條碼“打印”按鈕通過C腳本RPTJobPreview實現,ODBC數據庫表中SQL語句為select * from table_1 where 條碼=’$tag1$’;顯示加工信息“打印”按鈕中ODBC數據庫表中SQL語句為select * from table_1 where 上料時間 between ‘$tag2$’and ‘$tag3$’’
人工輸入條碼后“刪除”按鈕中SQL語句為
is_SQL=”Delete from line1 where 條碼=’”&Db(0)&”’”
cn.Execute is_SQL
顯示加工信息“刪除”按鈕中改為:is_SQL=”Delete from line1 where 上料時間 between’”&Db(2)&”’and’”&Db(3)&”’”即可
在PLC程序中使用SFC 1”READ_CLK”讀取當前CPU系統時鐘,使上位機報表時間與PLC一致,方便以后故障的排查。WinCC中建立6個無符號8位數變量,分別與PLC系統時鐘的年月日時分秒相連,在類型轉換中選擇ByteToUnsignedByte,WinCC將以十六進制數顯示,建立文本變量8位字符集C11用于存儲PLC粗車1條碼信息,粗車1全局腳本中觸發信號設置為Line1.C1_EStatus,將采集到的時間連接成字符串后存儲到Db(0)內,C11存儲到Db(18)內,連接數據庫后SQL語句為at_SQL=”Update Table_1 Set 粗車1時間=’”&Db(0)&”’Where 條碼=’”&Db(18)&”’”。
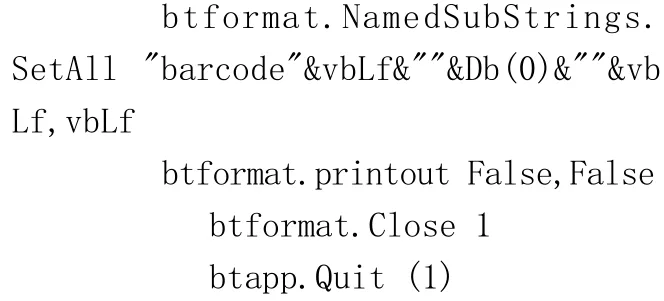
在條碼軟件BarTender中建立一個新文件并記錄地址,設定二維碼的共享名稱為barcode。
在打印功能的全局腳本中觸發信號為Line1.XL_EStatus,將讀取內容存儲到Db(0),腳本如下:

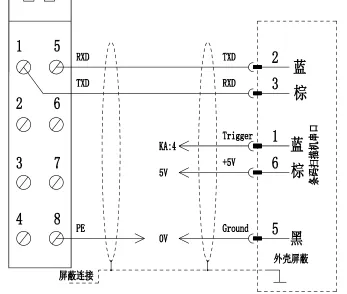
圖1 傳輸接口的接線

圖2 條碼查詢畫面
5.結論
車間生產線采用了條碼自動掃描打印后,實現了產品的回溯跟蹤,避免了人工貼碼打印的操作失誤,大大提高了車間生產效率。
[1]崔堅.西門子工業網絡通信指南(下冊)[M].機械工業出版社,2006.
[2]陳鴻.現代物流管理系統架構與條碼技術[M].清華大學出版社,2008.
[3]劉志嫵.基于VB和SQL的數據庫編程技術[M].清華大學出版社,2008.
[4]周鶴良.電氣工程師手冊[M].中國電力出版社,2008.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
財經(2017年15期)2017-07-03 22:40:49
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
商業評論(2014年9期)2015-02-28 04:32:41