金屬板料三維曲面無模多點(diǎn)成形技術(shù)及其應(yīng)用
2013-04-15 08:57:16祝林
關(guān)鍵詞:工藝
祝林
(四川職業(yè)技術(shù)學(xué)院,四川遂寧 629000)
金屬板料三維曲面無模多點(diǎn)成形技術(shù)及其應(yīng)用
祝林
(四川職業(yè)技術(shù)學(xué)院,四川遂寧 629000)
本文通過金屬板料的模具成形的缺陷分析,用對(duì)比說明了無模多點(diǎn)成形的原理,無模多點(diǎn)成形系統(tǒng)的基本構(gòu)成,以及無模多點(diǎn)成形的核心CAD/CAM軟件系統(tǒng)的結(jié)構(gòu)和功能,并用實(shí)例演示了其成形過程,體現(xiàn)了金屬板料三維曲面無模多點(diǎn)成形技術(shù)先進(jìn)性和實(shí)用性.
金屬板料;無模;多點(diǎn)成形
在制造業(yè)中金屬板料的成形一般都離不開模具,但使用模具成形模具生產(chǎn)周期長(zhǎng),而且產(chǎn)品變化時(shí)模具就需要更換,缺乏柔性,這就延長(zhǎng)了新產(chǎn)品的生產(chǎn)周期.而現(xiàn)代社會(huì)產(chǎn)品的更新?lián)Q代非常迅速,如何低成本、高效率和高質(zhì)量地開發(fā)出新產(chǎn)品,是企業(yè)生存和發(fā)展的關(guān)鍵.因此一種新型的無模多點(diǎn)成形技術(shù)應(yīng)運(yùn)而生,它克服了模具成形的不足,特別適合新產(chǎn)品的開發(fā)和小批量生產(chǎn).
1 無模多點(diǎn)成形的原理
無模多點(diǎn)成形是將多點(diǎn)成形技術(shù)和微型計(jì)算機(jī)技術(shù)結(jié)合為一體的先進(jìn)制造技術(shù).其工作原理是把傳統(tǒng)的沖壓實(shí)體模具分解為很多離散的基本單元,利用對(duì)一系列規(guī)則排列的、高度可調(diào)的基本單元運(yùn)動(dòng)的實(shí)時(shí)控制,自由地構(gòu)造出成形曲面,代替模具實(shí)現(xiàn)對(duì)板材三維曲面的快速無模成形[1].它是三維曲面板類零件傳統(tǒng)生產(chǎn)方式的重大創(chuàng)新.如圖1所示為傳統(tǒng)模具成形和無模多點(diǎn)成形的對(duì)比.
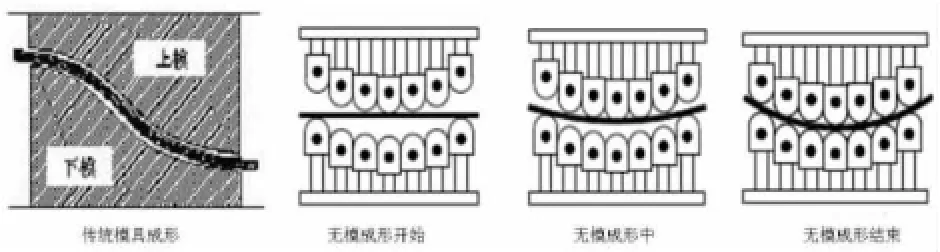
圖1 傳統(tǒng)模具成形和無模多點(diǎn)成形
2 無模多點(diǎn)成形系統(tǒng)的基本構(gòu)成
一個(gè)無模多點(diǎn)成形系統(tǒng)通常由C AD軟件系統(tǒng)、計(jì)算機(jī)控制系統(tǒng)及多點(diǎn)成形主機(jī)三部分構(gòu)成,如圖2所示.C AD軟件系統(tǒng)根據(jù)成形件目標(biāo)形狀要求進(jìn)行建模、工藝計(jì)算以及成形過程的有限元數(shù)值模擬,然后將無誤的數(shù)據(jù)文件傳給計(jì)算機(jī)控制系統(tǒng),計(jì)算機(jī)控制系統(tǒng)再根據(jù)這些數(shù)據(jù)控制壓力機(jī)的調(diào)整機(jī)構(gòu),構(gòu)成基本單元群成形出所需的零件產(chǎn)品[2].

圖2 多點(diǎn)成形系統(tǒng)的基本構(gòu)成
多點(diǎn)成形主機(jī)有Y AM與SM兩個(gè)系列,它主要由采用開式、四柱式或框架式的機(jī)架,采用機(jī)械式、電機(jī)式或液壓缸式的調(diào)整每個(gè)基本單元的行程的調(diào)型機(jī)構(gòu),采用工控機(jī)進(jìn)行控制的控制系統(tǒng)等幾部分組成.
計(jì)算機(jī)控制系統(tǒng)指揮多點(diǎn)成形主機(jī)成形工件在系統(tǒng)中,測(cè)試裝置是三坐標(biāo)測(cè)量?jī)x,工件成形結(jié)束后,進(jìn)行形狀測(cè)量,由于回彈、摩擦條件、材料參數(shù)變化等問題的存在,即使用數(shù)值模擬軟件進(jìn)行了成形預(yù)測(cè),也不容易一次得到合格的產(chǎn)品.可利用多點(diǎn)成形系統(tǒng)柔性的特點(diǎn),將測(cè)得的三維形狀數(shù)據(jù)反饋到控制系統(tǒng)進(jìn)行多次修正,最終實(shí)現(xiàn)精確成形.
C AD/C AM軟件系統(tǒng)是整個(gè)系統(tǒng)的控制核心.是將無模多點(diǎn)成形用于三維曲面,并使其向智能化實(shí)用化發(fā)展的基礎(chǔ).硬件基本運(yùn)行環(huán)境是微機(jī),支撐平臺(tái)是W IN D O W S操作系統(tǒng),開發(fā)軟件是VI S U A C++.另外,為了獲得好的實(shí)時(shí)控制性,還嵌入了一些匯編代碼在壓力機(jī)控制部分上.
3 CAD/CAM多點(diǎn)成形軟件系統(tǒng)
軟件系統(tǒng)較多,吉林大學(xué)無模成形技術(shù)開發(fā)中心開發(fā)了一套C AD/C AM軟件專門用于多點(diǎn)成形,利用這個(gè)軟件,只需將已知的成形曲面的設(shè)計(jì)信息輸送給計(jì)算機(jī),程序就會(huì)按生成曲面→計(jì)算曲面上點(diǎn)的坐標(biāo)→工藝計(jì)算與判斷→控制多點(diǎn)成形設(shè)備完成基本單元位置的調(diào)整→工件的壓制→成形件形狀測(cè)量→修正等順序工作[3].
3.1 軟件總體結(jié)構(gòu)
多點(diǎn)成形軟件包括C AD和C AM兩個(gè)子系統(tǒng).C AD子系統(tǒng)按功能分為曲面造型、確定成形位置和多點(diǎn)成形工藝計(jì)算三個(gè)基本部分;C AM子系統(tǒng)首先將C AD子系統(tǒng)傳送來的數(shù)據(jù)進(jìn)行仿真、檢驗(yàn),然后把成形數(shù)據(jù)轉(zhuǎn)化為二進(jìn)制代碼送給多點(diǎn)壓力機(jī),最后由多點(diǎn)壓力機(jī)的控制系統(tǒng)來指揮壓機(jī)進(jìn)行壓制.
3.2 軟件的功能特點(diǎn)
3.2.1 高度集成化
該軟件集C AD、C AM于一體,工件的幾何和材料參數(shù)輸入→曲面造型→成形工藝計(jì)算→多點(diǎn)壓機(jī)壓制→誤差檢測(cè)和利用閉環(huán)控制系統(tǒng)校正等過程涵蓋了板料三維曲面成形工藝,實(shí)現(xiàn)了整個(gè)成形過程的智能化.
3.2.2 造型方法先進(jìn)、多樣
采用目前國(guó)際上最先進(jìn)的具有幾何直觀、易于控制、能夠統(tǒng)一表達(dá)解析曲面與自由型曲面等諸多優(yōu)點(diǎn)的非均勻有理B樣條(NU R BS)曲面造型方法,能夠處理形狀非常復(fù)雜的工件.同時(shí)提供了包括基于NU R BS的網(wǎng)點(diǎn)坐標(biāo)法、四條邊界線法、截面輪廓線法三種曲面造型方法,用戶可以根據(jù)自己需要靈活選擇不同的曲面造型方法.
3.2.3 工藝計(jì)算精確、完善
該軟件實(shí)現(xiàn)了包括工件與沖頭的接觸點(diǎn)計(jì)算、沖頭行程計(jì)算、工件回彈處理、成形力確定等諸多方面的工藝計(jì)算過程,并對(duì)其核心算法進(jìn)行了優(yōu)化,既保證了計(jì)算精度,又提高了運(yùn)算速度,工程實(shí)際的需要得到保證.
3.2.4 壓制狀態(tài)模擬
該軟件實(shí)現(xiàn)了壓機(jī)實(shí)際壓制情況的模擬和工件與沖頭的接觸點(diǎn)的位置的模擬,這對(duì)判斷接觸點(diǎn)的不良情況,判斷工件和壓機(jī)的受力狀況,為最終壓制出合格工件起到重要的作用.
3.3 多點(diǎn)成形技術(shù)實(shí)用實(shí)例
3.3.1 曲面造型
多點(diǎn)成形主要成形的多為非規(guī)則的復(fù)雜的三維曲面工件,所以工藝設(shè)計(jì)與計(jì)算的基礎(chǔ)就是曲面造型.曲面造型原理是將任意三維曲面根據(jù)其復(fù)雜程度分成一片或多片NU R BS曲面,對(duì)于每一曲面片按其原始數(shù)據(jù)構(gòu)成可以采用不同的方法進(jìn)行曲面的幾何尺寸的輸入,最后自動(dòng)造型.此外,該技術(shù)還設(shè)計(jì)有標(biāo)準(zhǔn)的接口,可以與其他軟件(如UG、P R O/E交換數(shù)據(jù);還可對(duì)板材制品進(jìn)行三維模擬仿真,與理想工件比較以檢驗(yàn)輸入的原始數(shù)據(jù)的正確性.如圖3所示.
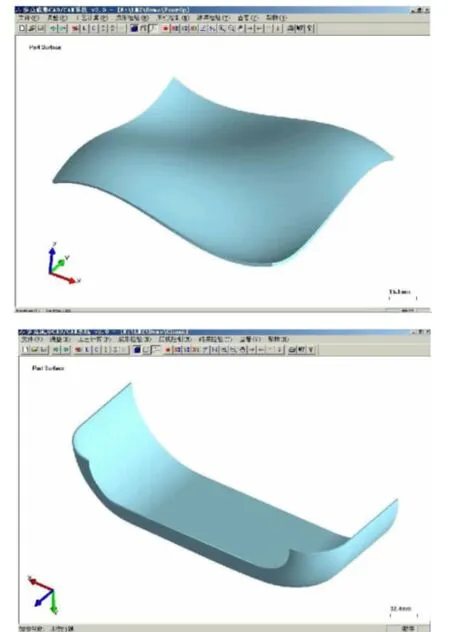
圖3 曲面造型實(shí)例
3.3.2 成形位置確定
工件信息輸入完成后,為了避免載荷偏移、保證成形效果和工件的成形區(qū)域,要調(diào)整工件的成形位置.工件位置可以自動(dòng)調(diào)整和手動(dòng)調(diào)整,自動(dòng)調(diào)整速度快,成形效率高,工件受力狀態(tài)可得到優(yōu)化壓力機(jī)也不會(huì)偏載,如圖4所示為一實(shí)際工件的自動(dòng)調(diào)整結(jié)果.手動(dòng)調(diào)整速度、成形區(qū)域由用戶根據(jù)自身的判斷控制.
3.3.3 成形工藝計(jì)算
(1)板料可成形性分析:由多點(diǎn)成形設(shè)備的情況決定工件是否可成形,包括壓力機(jī)的許用成形的最大面積,壓力機(jī)允許的最大行程和許用載荷等.
(2)板料成形工藝方案:依據(jù)工件原始尺寸即毛坯尺寸大小,判定采用一次成形工藝,還是采用逐段多次成形工藝.
(3)基本單元與工件接觸點(diǎn)計(jì)算:成形曲面的優(yōu)劣是由成形壓力機(jī)的各個(gè)基本單元的位置決定的,因此要通過求解沖頭球面與工件曲面的公切點(diǎn),得到接觸狀態(tài)變化情況.
(4)基本單元的行程計(jì)算:計(jì)算所有基本單元的行程才能實(shí)現(xiàn)位移控制,其大小是通過接觸后各基本單元的球頭半徑R、中心線的位置坐標(biāo)(x、y、z)得出.如圖5為基本單元與工件配合情況檢驗(yàn).
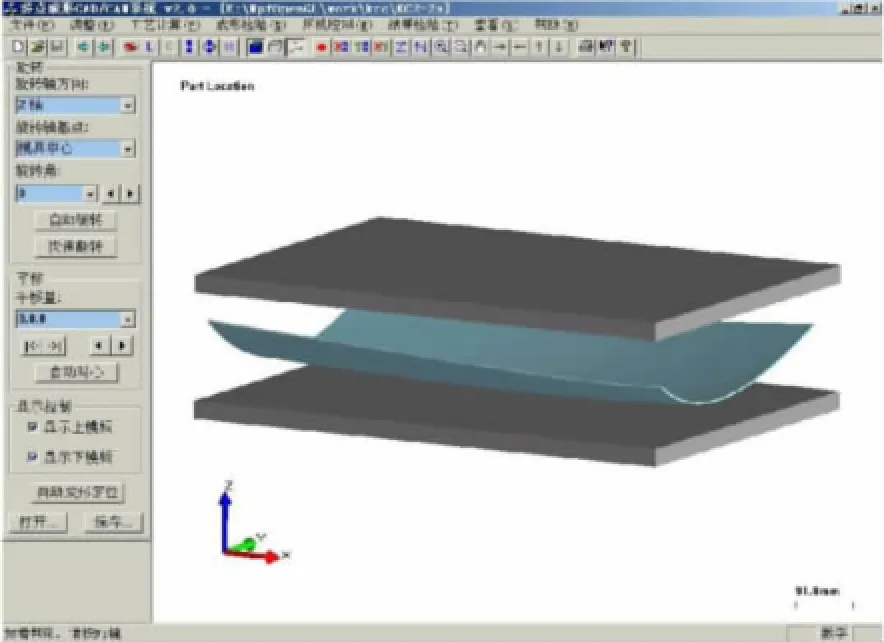
圖4 自動(dòng)調(diào)整成形位置
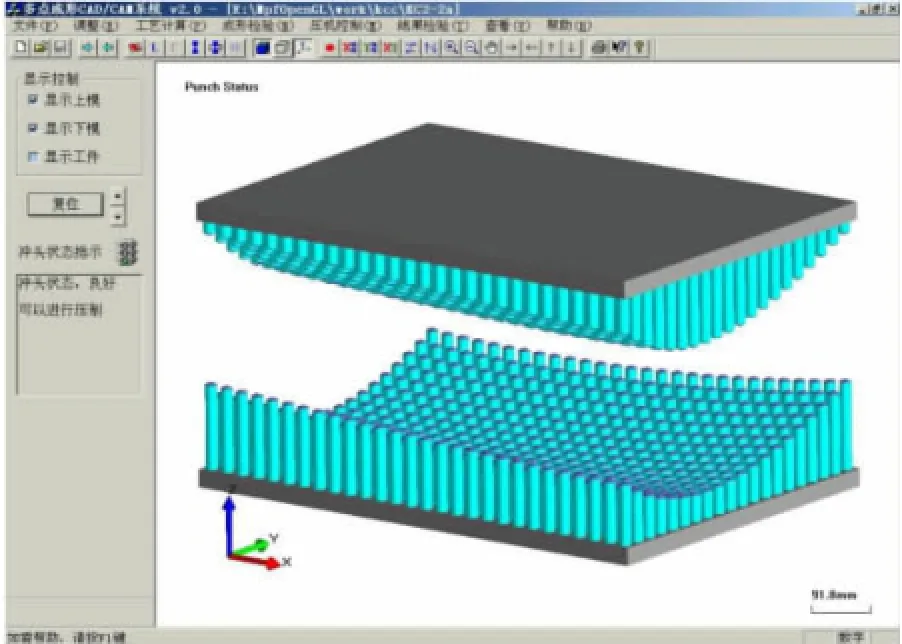
圖5 基本單元與工件配合情況檢驗(yàn)
(5)其他計(jì)算:如壓機(jī)所需的總成形力計(jì)算;沖頭受力計(jì)算;沖頭處成形件方向曲率計(jì)算;沖頭處成形件位置計(jì)算等.
3.3.4 結(jié)果仿真
工藝計(jì)算完成后,為了防止壓力機(jī)接受錯(cuò)誤數(shù)據(jù),要通過計(jì)算機(jī)進(jìn)行三維仿真對(duì)壓力機(jī)控制數(shù)據(jù)進(jìn)行檢驗(yàn).如圖6為成形過程檢驗(yàn).如檢查沖頭與工件的配合情況、沖頭行程是否超出行程范圍、接觸點(diǎn)位置和不良接觸情況等.對(duì)于不合格的數(shù)據(jù)計(jì)算機(jī)將會(huì)根據(jù)嚴(yán)重程度給出不同的警告信息.
3.3.5 實(shí)際壓制
當(dāng)數(shù)據(jù)檢驗(yàn)合格后,計(jì)算機(jī)自動(dòng)把成形數(shù)據(jù)轉(zhuǎn)化為控制命令,并向壓力機(jī)控制系統(tǒng)發(fā)送,控制系統(tǒng)根據(jù)收到的命令來控制壓力機(jī)成形工件.
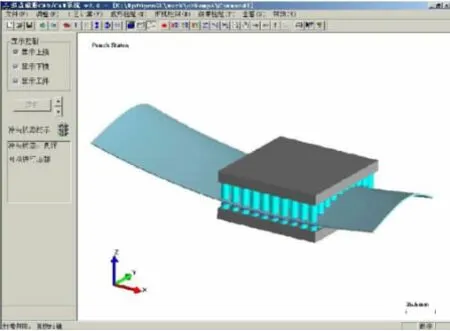
圖6 成形過程檢驗(yàn)
4 技術(shù)先進(jìn)性與應(yīng)用領(lǐng)域
無模多點(diǎn)成形技術(shù)與傳統(tǒng)模具成形相比,有許多優(yōu)點(diǎn):節(jié)省了大量的設(shè)計(jì)、制造及調(diào)試模具的資金與時(shí)間;單件、小批零件也可采用多點(diǎn)成形技術(shù),使成形件質(zhì)量提高;能成形大于設(shè)備成形面積數(shù)倍甚至數(shù)十倍的大尺寸零件;可成形最大厚度與最小厚度之比達(dá)到10的各種材質(zhì)板料;容易實(shí)現(xiàn)自動(dòng)化[4]
總之,多點(diǎn)成形技術(shù)不僅適用于大批量的零件生產(chǎn),而且同樣適用于單件、小批的零件生產(chǎn).所加工的零件尺寸越大,批量越小,這些優(yōu)越性越突出這種成形方法在輪船、艦艇、航空、航天、車輛、化工、壓力容器以及城市雕塑等許多行業(yè)的覆蓋件三維曲面成形中具有廣闊的應(yīng)用前景.
[1]李明哲,蔡中義,崔相吉.多點(diǎn)成形-金屬板材柔性成形的新技術(shù)[J].金屬成形工藝,2002,20(6):5-9.
[2]裴永生,李明哲,蔡中義,等.板材變路徑多點(diǎn)成形的理論分析與實(shí)現(xiàn)[J].農(nóng)業(yè)機(jī)械學(xué)報(bào),2003,34(2):114-116.
[3]李明哲,蘇世忠.金屬板料無模多點(diǎn)成形專用C AD/C AM與C A T軟件的開發(fā)[J].中國(guó)機(jī)械工程,1993(3):14-16.
[4]李東平,隋振,蔡中義,等.板材多點(diǎn)成形技術(shù)研究綜述[J].塑性工程學(xué)報(bào),2001,8(2):46-48.
責(zé)任編輯:張隆輝
TG386.41
A
1672-2094(2013)03-0161-03
2013-04-11
祝林(1968-),四川射洪人,四川職業(yè)技術(shù)學(xué)院機(jī)械工程系副教授.研究方向:模具C AD/C A E/C AM.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
