利用搖臂鉆床加工高位置精度孔的方法
2013-04-10 11:47:42河北鋼鐵集團宣工公司張家口075100郭曉春高永紅
金屬加工(冷加工)
2013年6期
河北鋼鐵集團宣工公司(張家口 075100)郭曉春 高永紅
我公司某型號推土機后橋傳動部分中的大錐齒輪與后橋軸的聯接方式與常規聯接方式有所不同,其不僅在后橋軸軸肩與大錐齒輪止口處采用小間隙配合,而且用于緊固的螺栓也采用了鉸制孔與鉸制孔螺栓小間隙配合的聯接方式,因此在加工螺栓孔時要求位置精度≤φ0.25mm才能保證裝配時螺栓輕松裝入,且滿足零件之間的互換性要求,如圖1所示。
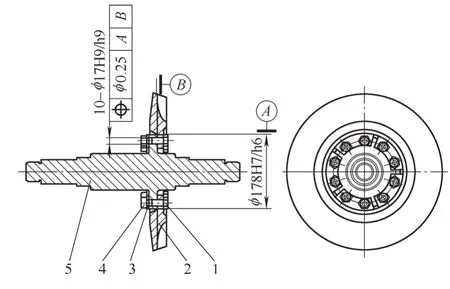
圖1 大錐齒輪與后橋軸聯接圖
1.鉆孔工藝方法分析
上述兩種零件螺栓孔原工藝過程如下:首先在磨床上把A、B定位基準加工完成,然后在立式加工中心上找正A、B定位基準,鉆、擴、鉸各螺栓孔(φ17H9孔),這樣依靠設備精度可有效保證各螺栓孔的位置度要求,但加工成本較高,且我公司加工中心任務繁重,而搖臂鉆卻有很多空閑。經過工藝分析,我們決定將上述螺栓孔轉到普通搖臂鉆床(Z3040)來加工,并設計了相應的高精度鉆模,經驗證,用該工藝方法加工出來的螺孔的位置精度完全滿足要求,效果很好。
2.高精度鉆模的結構和制造方法
加工大錐齒輪和后橋軸螺栓孔均需三套鉆模,分別進行鉆孔、擴孔和鉸孔,其中大錐齒輪鉆模(以下簡稱鉆模一)如圖2所示,后橋軸鉆模(以下簡稱鉆模二)如圖3所示,使用時鉆模一,鉆模二分別與大錐齒輪的止口和后橋軸的軸肩配合,以A、B基準和定位銷1定位。
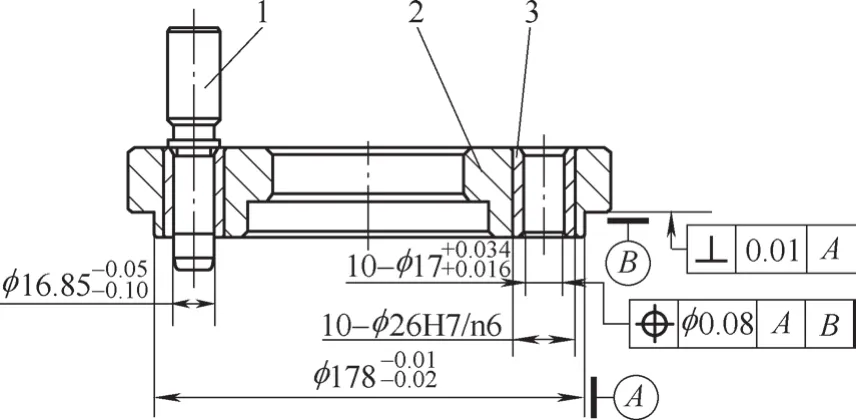
圖2 大錐齒輪鉸孔鉆模
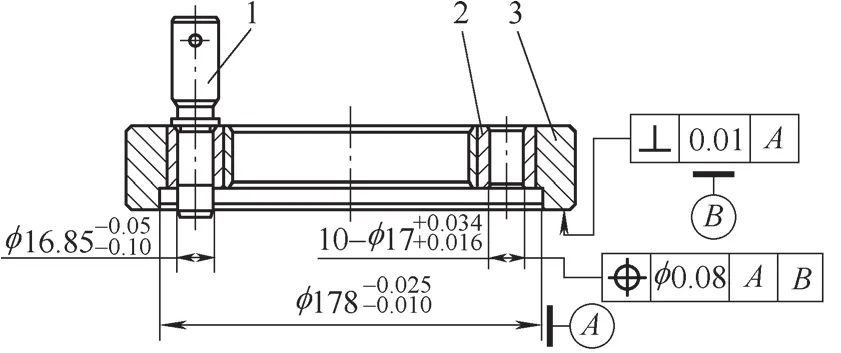
圖3 后橋軸鉸孔鉆模
以上兩套鉆模中,鉆模孔的位置精度必須小于零件孔位置精度的1/3(即小于等于φ0.08mm),才能保證加工出來的零件滿足互換性要求。……
登錄APP查看全文