簡易復合銑刀的設計與制作
2013-04-10 11:47:40湖南長高高壓開關集團股份公司長沙410219歐獻軍蔣海軍
金屬加工(冷加工) 2013年6期
湖南長高高壓開關集團股份公司(長沙 410219)歐獻軍 蔣海軍 李 浩
圖1所示為我公司產品一關鍵部件,該部件材料為ZL114A,工件外形較為復雜,加工位置精度要求高,加工難度大,特別是加工部位I處為導電接觸面,表面粗糙度值Ra=3.2μm很難保證,且加工效率非常低,一度成為公司生產瓶頸。
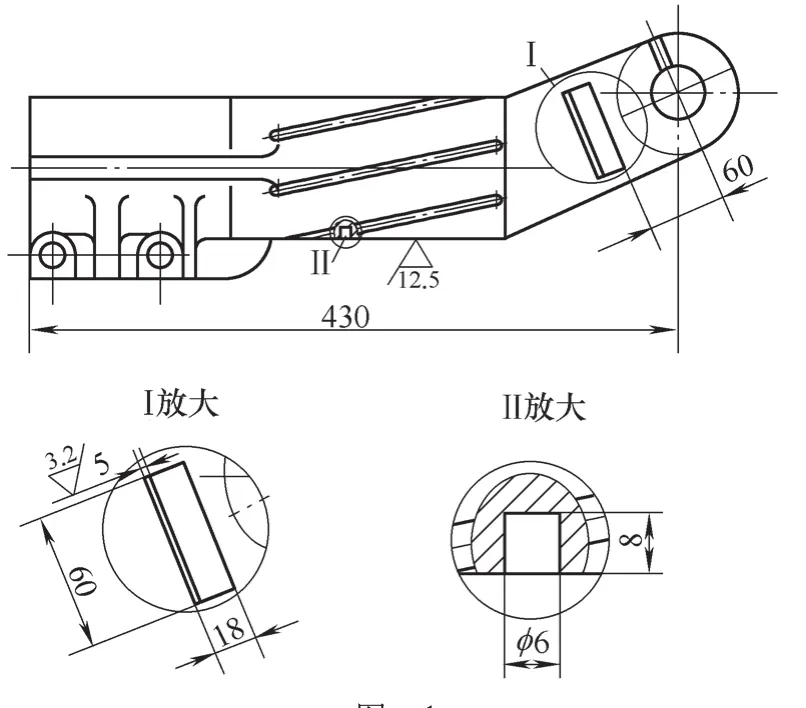
圖1
為確保零部件的加工質量,提升加工產能,依據該零部件加工剛性較差,加工時易出現振刀,加工效率低且質量不穩定的特性,我們專門設計和制作了一種復合銑刀來解決這一加工難題。
1.復合銑刀的設計與制作
復合銑刀由刀柄、可轉位盤形銑刀、復合鉆花組成,如圖2所示。
(1)刀柄部分:刀柄材料采用φ80mm×430mm、45鋼,調質硬度28~32HRC,表面發黑處理。刀柄尾部為莫氏5號扁尾錐體。以10mm鍵槽和M39×1.5螺紋固定φ300mm可轉位盤銑刀。刀柄前端面為φ16mm孔,用來裝φ12mm復合鉆頭,前端側面攻M10螺紋緊固φ12mm的復合鉆頭。
(2)可轉位盤銑刀:為防止加工干涉,選用φ315mm、20齒的三面刃盤銑刀,刀具系瓦爾特生產。刀片主偏角為90°,刀片的最大切削線速度vc=700m/min,最大切削厚度ae=12mm,滿足刀具在一刀切削時的工藝要求。
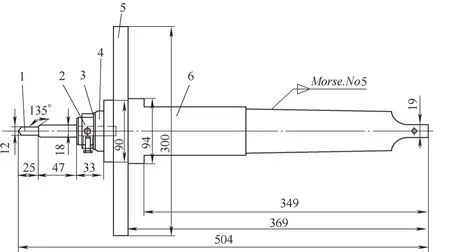
圖2 復合銑刀
(3)復合鉆頭:將φ16mm×100mm普通直柄麻花鉆用工具磨磨出前端φ12mm×25mm 臺階,φ16mm與φ12mm接合處為2mm×45°斜角。
2.導電接觸面的加工方法
(1)加工設備采用漢川TX611B臥式銑鏜床。
(2)制作一簡易夾具以工件底面為基準,使加工導電接觸面垂直于工作臺,以如圖1所示Ⅱ處2個φ6mm孔定位,用盤銑刀從上往下銑出導電面,再用復合鉆頭鉆出φ12mm孔,然后繼續軸向進給完成對φ12mm孔的倒角。盤銑刀加工選用參數:n=480r/min、ae=5mm、vf=600mm/min。