解決高比重合金零件小螺紋攻螺紋技術難題
2013-04-09 13:52:36中國工程物理研究院電子工程研究所四川綿陽621900黨洪生張建敏
金屬加工(冷加工) 2013年20期
中國工程物理研究院電子工程研究所 (四川 綿陽 621900) 黨洪生 張建敏
解決高比重合金零件小螺紋攻螺紋技術難題
中國工程物理研究院電子工程研究所 (四川 綿陽 621900) 黨洪生 張建敏
鎢基高比重合金具有較高的材料密度、強度、較好的韌性、優良的耐腐蝕性和焊接性能等一系列特點,在科研生產中得到越來越廣泛地運用。但該材料切削性能較差使得在加工過程中加工周期長、加工成本高、加工質量不能得到有效的保證,尤其在加工M3以下小螺紋時,難度更大。本文結合我所的科研生產實例,通過對鎢基高比重合金切削加工性進行分析,經多次試驗,總結出高比重合金零件小螺紋攻螺紋的技術措施,并在生產中得到成功運用,效果明顯。
1.加工鎢基高比重合金零件小螺紋時遇到的難題及其原因分析
在鉗工手工加工M2螺紋時(見圖1),遇到絲錐崩齒或折斷、絲錐后刀面磨損過快等現象,在絲錐攻入零件深度3mm以上時發生被卡死現象,絲錐無法繼續攻入,退出也非常困難。上述困難使得生產幾乎無法繼續。
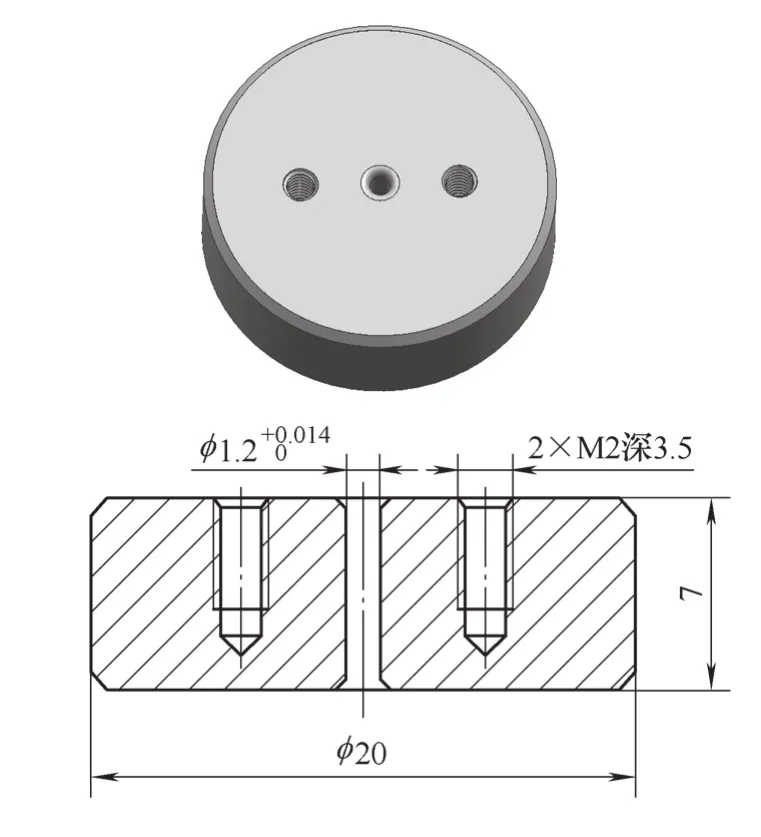
圖1 零件結構示意圖
鎢基高比重合金是以鎢為基體并添加有Ni、Fe、Co、Mo、Cr等元素組成的高密度合金,材料采用粉末冶金方法制得,通過燒結使合金質地致密,強度可達1200MPa,抗拉強度可達700~1000MPa,其切削性能很差且無法進行熱處理軟化退火,屬于難加工材料。
造成絲錐崩齒、折斷、絲錐后刀面磨損過快主要原因是:
(1)切削阻力大。由于鎢基高比重合金中的高密度組織——鎢相幾乎不發生塑性剪切變形,造成切削阻力太大,刀具磨損嚴重。
(2)加工過程中產生冷作硬化,進一步增加切削阻力和加劇刀具磨損。鎢基高比重合金在切削過程中,加工表面層產生變形使晶體間產生剪切滑移,晶格嚴重扭曲,引起已加工表面的強度和硬度明顯提高,加工螺紋底孔和攻螺紋時采用的切削速度越高,材料的變形速度越快,產生的切削溫度越高硬化程度越嚴重;鎢基高比重合金在加工過程中在切削熱的作用下已加工表面會與空氣中的氧、氫、氮結合,產生一層很硬的金屬化合物,這是鎢基高比重合金切削過程中產生冷作硬化的另一重要原因。
(3)鎢基高比重合金在攻螺紋時絲錐易被卡死,是由于鎢基高比重合金材料組織非常致密、彈性模量太小,需克服的切削抗力太大,已加工螺紋表面會在絲錐齒側后面以及齒頂后面產生很大的法向夾緊力,從而造成絲錐攻入零件一定深度后產生卡死現象。
針對如上所述的原因分析,應從絲錐的刀具材料、相關工序優化、絲錐幾何角度的修磨、加工參數和攻螺紋潤滑等方面進行優化和改進,以解決鎢基高比重合金零件小螺紋攻螺紋加工難題,提高生產效率。
2.解決技術難題的主要措施
(1)優化相關工序加工參數,減少加工硬化,降低攻螺紋阻力。經過對零件生產工序過程分析發現:螺紋底孔的鉆削加工和攻螺紋切削速度過高是造成已加工表面的加工硬化的主要原因,使得后續工序加工切削阻力明顯增大。
為盡量減少螺紋底孔的加工硬化給攻螺紋工序帶來的切削力大的問題,建議由數控加工中心采用穩定的低速度并保持充足的切削液來完成螺紋底孔加工;攻螺紋過程中,也要盡量保持平穩的低速手工攻螺紋,適當使用專用攻絲油,減少攻螺紋熱量引起的加工硬化。
實踐證明,有效減小關聯工序的加工硬化,對降低阻力,減小絲錐磨損作用明顯。
(2)絲錐材料和類型選用。根據生產實踐經驗,采用普通的高速鋼無法在鎢基高比重合金上攻制較小的螺紋,必須采用強度高、耐磨性好的含釩類優質高速鋼,如W2Mo9Cr4VCo8、W6Mo5CrV2Al。采用上述材料的絲錐經熱處理后的硬度為50HRC左右,保證絲錐齒尖要有足夠的強度、韌性。
通過試驗最終選用分量絲錐完成加工,在加工過程中采用三支一組的絲錐。分量絲錐分頭錐、二錐、三錐共3只絲錐,頭錐和二錐絲錐均有切削預留量,三錐最終完成螺紋整形加工。3只絲錐均承擔一定余量的切削加工,切削余量依次減少,確保3只絲錐承受的切削力均勻、適當,不致操作者因切削力過大而不敢攻入或用力過大導致絲錐折斷(如圖2所示)。
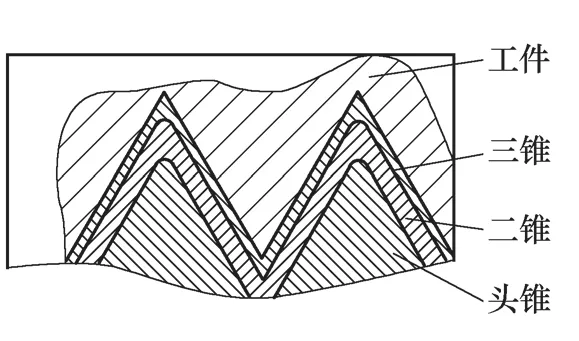
圖2 分量絲錐工作示意圖
(3)絲錐幾何尺寸的刃磨優化改進。第一,修磨頭錐大徑、校準部分及幾何角度。由于頭錐去除內螺紋絕大部分材料,頭錐攻螺紋時遇到絲錐折斷、卡死等現象最為明顯,因此需修磨頭錐尺寸及角度。將頭錐的大徑減小,使絲錐齒高減小到原高度的1/2~2/3;同時,將大徑每個齒的后角α由0°加大到8°~10°,將切削錐角由6°修磨為15°~20°,將絲錐校準部分的倒錐由100∶0.1修磨為100∶0.5。通過采取上述措施減少了絲錐后面與已加工表面接觸面積,可使攻螺紋轉矩減小45%,保證頭錐順利攻入,去除大部分切削余量(見圖3)。
第二,將二錐切削部分的后角加大,由2°~4°修磨為8°~15°,由此可以減小主切削力和摩擦力,攻螺紋時切削轉矩大幅下降。
最后,用三錐完成螺紋的整形加工,保證螺紋尺寸精度。
(4)切削用量與攻螺紋油的選擇。手工完成高比重合金材料小螺紋攻螺紋的切削用量選擇主要是控制切削速度,一般要求手攻速度低于1m/min,且保持平穩運動,防止速度過快切削溫度過高,造成絲錐磨損過快或運動不穩定造成絲錐折斷。
攻螺紋時應使用合適的攻絲油。由于絲錐與切削材料成楔形接觸,絲錐三面被切削材料所包圍,切削力矩大且排屑較困難,熱量不能及時由切削帶走,絲錐極易磨損,尤其是加工高比重合金材料時,經常會出現崩刃或折斷。因此,要求攻絲油要同時具備較低的摩擦因數和較高的極壓性,一般應選擇同時含有油性劑和極壓劑的復合攻絲油。目前,國際、國內廠商均有相應產品可供選擇。
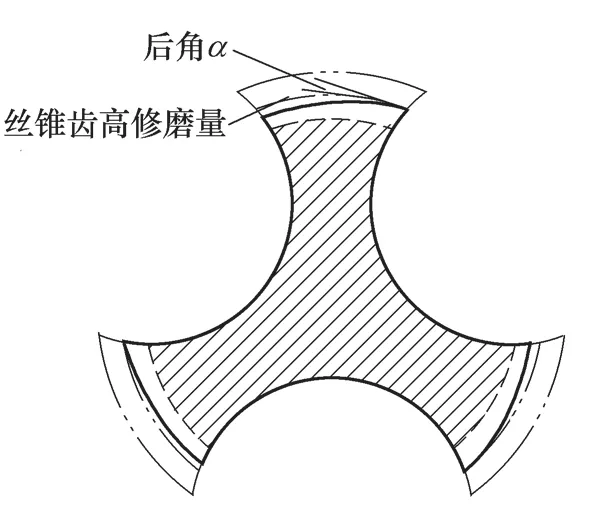
圖3 頭錐修磨位置示意圖
3.采取技術措施收到的效果
攻關小組根據一年來總結的技術措施,固化了切削用量和絲錐的修磨角度等技術參數。實踐證明,在正確修磨絲錐的前提下,每副絲錐可以完成2~4個螺紋孔的加工,生產效率提高2倍以上,按生產節點順利完成了該零件的手工攻螺紋任務。
4.結語
鎢基高比重合金是被運用在科研生產中的一種高密度專用材料,但是由于其切削性能差,在小螺紋攻螺紋加工時(M3以下)時廢品率較高,嚴重影響生產效率,生產成本較高。通過對鎢基高比重合金材料性能的研究,通過采取優化加工工藝、合理選用絲錐材料、改進絲錐幾何尺寸和切削角度等技術措施,較好地解決了高比重合金材料小螺紋攻螺紋加工技術難題,產品的加工質量穩定,生產效率明顯提高。另外,對類似難加工材料小螺紋攻螺紋技術問題的解決具有較好的借鑒作用。
20130509)