鉆鏜兩用夾具設計
2013-04-09 13:52:32沈陽理工大學應用技術學院遼寧110005
金屬加工(冷加工) 2013年6期
沈陽理工大學應用技術學院 (遼寧 110005) 吳 敬
鉆鏜兩用夾具設計
沈陽理工大學應用技術學院 (遼寧 110005) 吳 敬
1.零件技術分析
學院實驗中心加工一批盤形零件如圖1所示。材質45鋼,采用模鍛制造毛坯。零件外徑400mm,輪緣厚度40mm,中心孔φ100+0.035+0mm,盤形中部有4個等分圓,直徑60mm,輪緣上有均布16個φ20+0.013+0mm孔,零件外緣徑向有16個φ10+0.009+0mm孔,深度20mm。為提高加工效率,保證加工質量,決定設計專用夾具——鉆鏜兩用夾具,一套夾具分別進行16個φ20mm孔鏜加工和16個φ10mm孔鉆孔加工。利用夾具精度保證加工零件的尺寸精度。
2.夾具設計
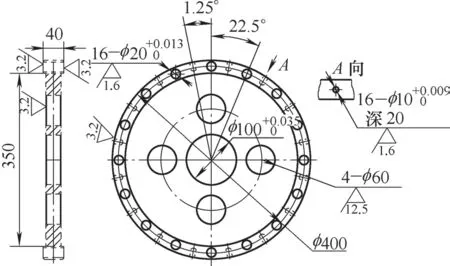
圖1
(1)夾具結構及工件安裝 圖2所示,該夾具大體由如夾具體、定位部分和夾緊裝置三部分組成。夾具體為鑄鋼件,退火處理,材質45鋼。定位心軸4安裝在夾具體5里,其端部軸頸φ100mm與工件孔φ100mm聯接為定位部分。夾緊盤3與心軸4為剛性聯接,用于聯接工件端部。鎖緊套兩件8、9,鎖緊螺栓10和鎖緊螺母11用于夾緊定位心軸,控制心軸轉動。刻度盤6與定位心軸4之間采用鍵聯接,與定位心軸4聯接為一體,隨心軸轉動。定位銷7聯接于刻度盤6和夾具體5,控制刻度盤位置。定位鍵12安裝在夾具體里孔,與鎖緊套為滑動式聯接,鎖緊套可以在鍵上滑動,限制鎖緊套位置。
加工時,先將工件內孔φ100mm安裝在心軸上,工件上4個φ60mm孔與夾緊盤用壓板和螺栓聯接,夾緊牢固,使工件與定位心軸聯接為一體。利用刻度盤6找正,確認后,將定位銷7插入刻度盤和夾具體上的銷孔里定位,然后擰緊鎖緊螺母,將心軸固定住。加工一個孔后,松開鎖緊螺母,轉動心軸,轉到下一個加工部位。刻度盤共分32等分刻度,要求分度精確,每一等分鉆一個銷孔,用于定位。
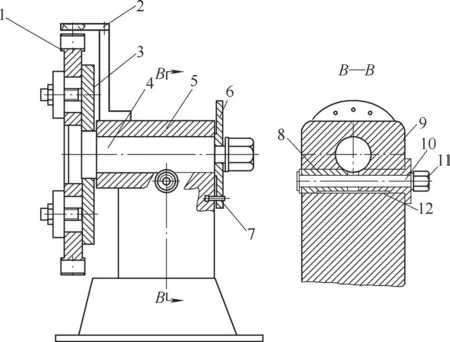
圖2
(2)定位方式 工件φ100mm內孔安裝在定位心軸外端部φ100mm軸頸上,屬于短軸定位,限制2個自由度。內孔為定位面,心軸為定位元件。工件厚度方向端面與夾緊盤端面接觸聯接屬于面定位,限制3個自由度,共限制5個自由度。
(3)夾緊方式 其夾緊分兩部分,一部分為工件利用4個φ60mm孔與夾緊盤聯接為一體,用螺栓壓板緊固;另一部分為固定心軸夾緊,定位心軸安裝在夾具體里孔,鎖緊螺栓、鎖緊套和鎖緊螺母為夾緊元件,轉動鎖緊螺母,兩個鎖緊套向中間移動,夾緊定位心軸,利用摩擦力控制心軸轉動。
為保證各孔分度均勻,精心制作刻度盤,刻度盤上刻度誤差限制在±0.1°。
工件與定位心軸定位,其孔與軸的間隙將影響加工工件上孔的誤差,工件與心軸軸頸定位時最大間隙為

式中,Δ為心軸與孔之間的最小間隙(mm);δx為心軸的公差(mm);δg為孔徑公差(mm)。
心軸與夾具體孔制造配合尺寸間隙δ2限制在0.01mm。夾具體安裝誤差δ3控制在0.01mm,這樣總定位誤差可用概率法計算,總定位誤差δ為

經計算總定位誤差δ為0.026mm。分析工件特點,工件輪緣上均布16個φmm孔,孔公差為0.013mm,而孔與工件中心的距離無特殊要求,可按自由公差考慮,所以總定位誤差對孔距沒有影響,而φ20mm孔公差0.013mm可通過機床精度和刀具精度來保證。
心軸采用45鋼材質,淬火處理,軸頸磨削加工,確保精度和表面粗糙度。
(5)減小振動影響 工件安裝在夾具體一側,工件重量及切削力的作用使夾具體一側受力,將產生振動,影響加工精度。為減小振動,將夾具體底座加大,底平面刮研處理,加大接觸面積。工件重心盡量下移。
3.夾具應用
加工零件外緣上徑向16個φ10mm孔采用立式鉆床,將夾具體固定在鉆床工作臺上,將被加工部位轉到上部,刻度盤用銷軸定位,確認無誤后,鎖緊心軸。鉆頭通過鉆套加工φ10mm孔,利用鉆套尺寸精度保證鉆孔尺寸精度和位置精度。鉆模板安裝在支架上,制造夾具時,確保鉆模板和鉆套的尺寸精度和位置精度。加工完成一個孔后轉位,利用刻度盤確定下一個孔位置,確認后鎖緊心軸,加工下一個孔。
加工輪緣上16個φ20mm孔,采用鏜床,將夾具安裝在鏜床工作臺上,零件面對鏜床刀具,刀具在水平方向旋轉,從上部加工第一個孔,加工后轉位加工下一個孔,由刻度盤找正定位。刀具位置確定后,刀具僅實現軸向移動,零件進行轉動,變換加工部位,由刻度盤的位置精度保證零件加工位置精度。孔的尺寸精度由刀具保證。
4.結語
設計了兩用夾具,實現了一套夾具可以在兩臺機床上分別加工不同部位,簡化了加工工藝,提高了加工效率。夾具結構簡單,操作方便,精度高。通過試驗效果非常明顯。
20121016)