鈦合金球面上盲孔小直徑攻螺紋工藝
2013-04-09 13:52:36西安北方光電科技防務(wù)有限公司陜西710043王文仲喬奇光
金屬加工(冷加工) 2013年11期
西安北方光電科技防務(wù)有限公司 (陜西 710043) 王文仲 張 勇 喬奇光
鈦合金球面上盲孔小直徑攻螺紋工藝
西安北方光電科技防務(wù)有限公司 (陜西 710043) 王文仲 張 勇 喬奇光
鈦合金屬于難加工材料,對(duì)于鈦合金球面上盲孔小直徑攻螺紋更是實(shí)際生產(chǎn)中棘手的問題,也是工藝方面的瓶頸。本文通過典型殼體球面上盲孔小直徑攻螺紋總結(jié)一套有效加工方法,通過實(shí)際證明該方法有效地解決了此類結(jié)構(gòu)零件的攻螺紋問題。
1.工藝分析
如圖1所示殼體結(jié)構(gòu)示意圖,圖中有6個(gè)螺紋孔尺寸為M3-6H,螺紋深度為5mm,螺紋孔與殼體回轉(zhuǎn)中心交點(diǎn)夾角為58°,殼體回轉(zhuǎn)中心到左端面尺寸為32mm,左端孔直徑為54mm。螺紋底孔深度為6.5mm。6個(gè)螺紋孔沿零件回轉(zhuǎn)中心在360°的球面上分布,位置度0.1mm。此零件螺紋孔螺紋難度問題有兩點(diǎn):一是如何解決鈦合金球面上盲孔小直徑螺紋時(shí)螺紋與底孔軸線重合一致的問題;二是如何解決鈦合金材料螺紋時(shí)螺紋孔合格率低的問題。
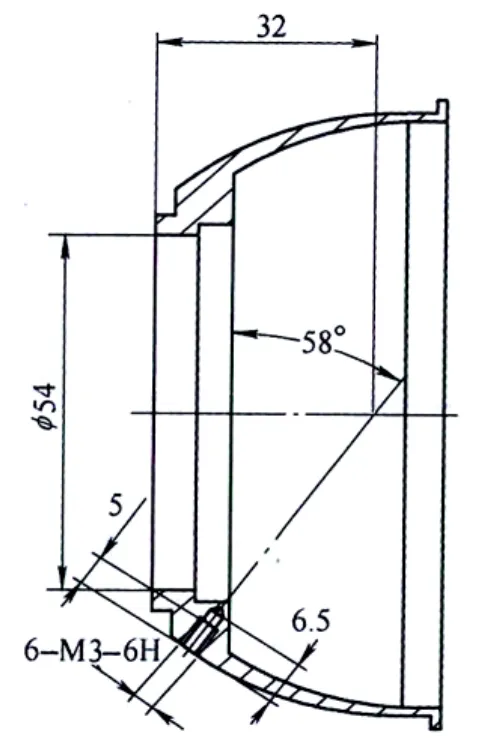
圖1 殼體結(jié)構(gòu)
2.難點(diǎn)分析
鈦合金材料具有較好的力學(xué)、化學(xué)、物理綜合性能,質(zhì)輕、密度約為4.54g/cm3,是鋼的70%左右,但其比強(qiáng)度(強(qiáng)度/密度)是現(xiàn)代工程結(jié)構(gòu)金屬材料中最高的。鈦合金材料中加入合金強(qiáng)化元素后,熱穩(wěn)定性很高,300~350℃條件下其強(qiáng)度約比鋁合金高8倍。因而鈦合金材料在各行業(yè)的應(yīng)用愈來(lái)愈廣。
鈦合金球面上盲孔小直徑螺紋的技術(shù)難點(diǎn)有:
(1)鈦合金球面上盲孔小直徑螺紋時(shí)螺紋底孔軸線難控制,容易與絲錐旋轉(zhuǎn)軸線成夾角。
(2)鈦合金材料的性能決定了螺紋時(shí)轉(zhuǎn)矩大、散熱及冷卻效果差,導(dǎo)致絲錐磨損快、易折斷,壽命低。
(3)鈦合金材料彈性模量小,屈強(qiáng)比高,加工變形回彈量大,通常螺紋過程控制后螺紋中徑偏小,導(dǎo)致螺紋不合格。
3.解決工藝方案
(1)控制螺紋底孔直徑大小:鈦合金材料彈性模量小、加工回彈量大,攻螺紋時(shí)底孔直徑尺寸的確定尤為關(guān)鍵。使用通用鉆頭改制成專用鉆頭加工螺紋底孔,測(cè)量確定既滿足螺紋公差帶位置和精度等級(jí)要求又滿足內(nèi)螺紋小公差等級(jí)和螺紋聯(lián)接強(qiáng)度要求,有利于減小螺紋切削余量,降低螺紋轉(zhuǎn)矩,經(jīng)反復(fù)試驗(yàn)鉆頭直徑取2.53mm,螺紋底孔不大于φ2.56mm時(shí)最佳。
(2)優(yōu)化絲錐結(jié)構(gòu):①絲錐前角由7°~10°減小至3°~5°,絲錐后角由5°~7°增大至11°~13°,減小螺紋磨損轉(zhuǎn)矩,絲錐鋒利。②切削錐角由5°~7°調(diào)整到9°~11°,切削厚度增加,可避開加工硬化層,降低螺紋磨損轉(zhuǎn)矩。③縮窄刃瓣寬度,標(biāo)準(zhǔn)M3的螺紋一般用3槽絲錐,錐心取0.45d≈1.3mm,刃瓣寬度取1.3mm。為大幅降低螺紋轉(zhuǎn)矩,對(duì)絲錐刃瓣寬度9等分,按圖2給絲錐刃瓣上修磨輔后角,進(jìn)行螺紋試驗(yàn),絲錐刃瓣寬度取0.45mm、0.27mm、0.15mm時(shí)未發(fā)生絲錐折斷現(xiàn)象,但考慮到絲錐壽命、絲錐強(qiáng)度,絲錐刃瓣寬度的理想取值0.39mm左右。圖中,b2為刃瓣寬度,γ為絲錐前角,b1為改制后絲錐刃瓣寬度,α為增加輔后角。
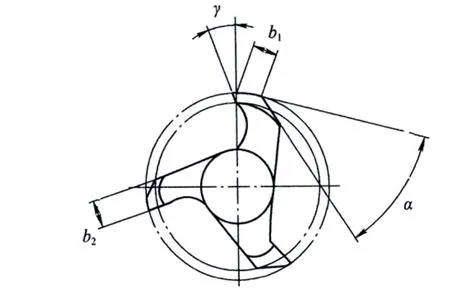
圖2 絲錐槽形結(jié)構(gòu)示意圖
(3)調(diào)整絲錐中徑大小以及螺紋過程控制。①第一遍使用改磨標(biāo)準(zhǔn)絲錐M3的I型中徑尺寸縮小0.04~0.05mm的專用絲錐螺紋,螺紋后使用噴槍吹干凈孔內(nèi)切屑。②第二遍使用改磨標(biāo)準(zhǔn)絲錐M3的I型中徑尺寸縮小0.01~0.03mm的專用絲錐螺紋,攻螺紋后使用噴槍吹干凈孔內(nèi)切屑。③第三遍使用改磨標(biāo)準(zhǔn)絲錐M3的II型中經(jīng)尺寸縮小0.02~0.04mm的專用絲錐螺紋,攻螺紋后首先使用噴槍吹凈孔內(nèi)切屑,再使用棉花球蘸上酒精,擦洗干凈內(nèi)孔,去除細(xì)微切屑。④第四遍使用標(biāo)準(zhǔn)絲錐M3的II型螺紋,螺紋完成后首先使用噴槍吹干凈孔內(nèi)切屑,再使用棉花球蘸上酒精,擦洗干凈內(nèi)孔,去除細(xì)微切屑。⑤穩(wěn)定處理后第五遍螺紋使用帶涂層合金絲錐M3的II型對(duì)螺紋進(jìn)行修校,完成全部螺紋過程。
4.結(jié)語(yǔ)
通過長(zhǎng)期跟蹤分析,反復(fù)試驗(yàn)獲得有效實(shí)用絲錐結(jié)構(gòu)參數(shù),經(jīng)過近幾年的生產(chǎn)實(shí)踐驗(yàn)證,螺紋質(zhì)量一直穩(wěn)定可靠,用標(biāo)準(zhǔn)絲錐改磨成專用絲錐解決鈦合金材料球面上盲孔小直徑螺紋的難題,形成獨(dú)具特色螺紋工藝方法,對(duì)類似鈦合金材料螺紋問題有一定借鑒作用。
20130115)