細長軸零件的數控車削技術
2013-04-09 13:52:36東北大學工程訓練中心遼寧沈陽110004張立君張樹軍劉春城張國斌
金屬加工(冷加工) 2013年11期
關鍵詞:振動
東北大學工程訓練中心 (遼寧 沈陽 110004) 張立君 張樹軍 劉春城 劉 悅 張國斌
細長軸零件的數控車削技術
東北大學工程訓練中心 (遼寧 沈陽 110004) 張立君 張樹軍 劉春城 劉 悅 張國斌
如圖1所示拉伸試件零件,其長度L與直徑d之比大于或等于25時,稱為細長軸,由于細長軸零件本身剛性差(L/d值越大,剛性越差),歷來是車削加工中的難題,在數控車床上車削過程中也會出現更多的問題:①切削時極易產生彎曲變形、振動,影響加工質量和刀具壽命。②在加工脆性金屬材料的細長軸時,由于不便使用切削液,熱伸長使零件產生彎曲變形,嚴重時在刀具徑向切削力的作用會使零件在頂尖之間卡住或折斷,造成事故。③使用增加剛性的支承附件(中心架、跟刀架)時,支承爪與工件接觸壓力過大時,零件出現竹節形;接觸壓力過小時,支承附件起不到支承作用,零件出現多棱形。④刀具斷屑不理想時,長的切屑會纏繞在零件、刀具、支承附件上,影響表面質量和切削的順利進行,也會損壞刀具。⑤尾座上的頂尖與主軸軸線有很細微的不重合時,零件就會形成圓錐輪廓,使直徑尺寸和圓柱度超差,也會影響跟刀架的接觸程度。⑥在加工特細小軸類零件時,受毛坯尺寸和零件形狀限制,無法使用增加剛性的裝置,零件會出現腰鼓形和振動,零件的表面質量受到影響。⑦走刀路線長,刀具易磨損,使零件的圓柱度精度、尺寸精度、表面粗糙度難以保證,并使跟刀架的接觸程度發生變化,進而使零件出現錐度、竹節、多棱形的缺陷。⑧在數控車床上車削塑性細長軸零件,由于防護罩和切削液的使用,使用手動的支承附件,調整比較困難。刀具的切削過程不便觀察,不易掌握加工過程出現的問題。
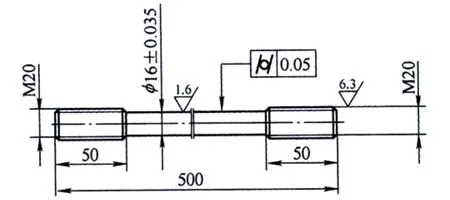
圖1
針對細長軸零件剛性差,在加工時易出現振動和變形所導致的一系列問題,根據細長軸零件的結構和表面質量要求、數控加工的現場條件和安全可靠性等問題,需要研究合理的數控車削技術,其技術包括:合理制定加工方案;提高工藝系統(零件及裝夾方法、刀具的安裝、機床、夾具)剛性;確定合理的切削用量;合理選擇車刀材料及幾何形狀;減少零件的熱伸長;充分利用數控機床的指令編程技巧。以上是在數控車床上加工細長軸六個關鍵技術。
1.合理制定加工方案
(1)零件精度 對于精度較高的表面,應考慮粗加工時因夾緊力、切削熱、切削力、內應力所引起零件變形和松動對加工精度的影響。需要實行粗精加工分開,能夠合理選擇機床,可以根據生產條件和機床狀況,使用精度低、剛性好、動力大的機床進行粗加工。選擇精度好的機床進行精加工。
零件同軸度精度不高或加工條件允許時,可以粗精加工分開,兩次裝夾使用接刀車削方法,每次各裝夾略小于零件的一半,第二次裝夾使用夾簧或自制對開夾套,能夠有效解決因零件剛性差所出現的問題。
(2)走刀路線 為了減少或消除切削時振動和變形,采用一夾一頂+支承附件方式裝夾時,粗車時應從床頭向尾座方向低轉速大進給量的反向走刀車削,使縱向切削力沿零件軸線趨向尾座方向,由于軸向力拉緊零件,相當于增加了零件的實際剛度,并且能夠避免零件軸向移位。如果使用一夾一拉+支承附件方式裝夾,正向和反向車削法均可使用。加工臺階軸時,實施先近后遠,不僅使加工路線短,減少空走刀時間,更主要的是能夠保證零件的剛度,并減少跟刀架與頂尖刮碰的可能。
2.提高工藝系統剛性
(1)提高零件的剛性 數控車削塑性細長軸零件時,生產及工藝條件允許時,塑性材料的毛坯備料,應多采用冷軋或熱軋棒料,并且先安排調質熱處理工藝,后進行毛坯校直,使粗加工余量均勻,減少切削力變化對零件形狀精度的影響,這樣不僅減少加工工序,調質熱處理也能夠提高零件的剛性。
(2)選擇合適的裝夾方法 要選擇正確的裝夾方法以保證加工質量和安全,以外圓為定位基準和裝夾表面不僅裝夾快速可靠,也能保持零件一定的剛性,所以加工細長軸多以外圓定位,采用卡盤裝夾。水平床身機床可以使用支承附件增加剛性。傾斜床身機床可以加裝可編程液壓自動定心中心架。零件長徑比較小時,選擇使用一夾(自定心卡盤或單動卡盤)一頂(彈性活動頂尖)+支承附件方式裝夾,長徑比較大時,毛坯備料時,要留有足夠的裝夾長度,以能夠使用一夾一拉+跟刀架(中心架)方式裝夾。為了避免零件夾緊后,和后頂尖的中心線不同心,使零件產生彎曲,卡爪夾持部分應較短,以避免產生過定位。粗加工采用正向切削時,零件可能產生軸向移位,需要使用軸向限位裝置。
使用兩頂尖裝夾雖然易保證同軸度精度,但是剛性差,彎曲變形較大,而且容易產生振動。因此只適宜于安裝長徑比不大、加工余量較小、同軸度要求較高的工件。條件允許時,在粗加工工序,最好選用浮動卡盤,以浮動卡盤+雙頂尖裝夾,使用這種浮動夾緊的方式可以讓卡爪在夾緊過程中自動適應不規則的軸頸外圓或毛坯面,從而避免過定位,同時也使夾緊牢固可靠。使用雙頂尖裝夾,兩端中心孔的長度尺寸要求控制準確,否則在數控加工時,會造成工件的軸向尺寸超差,甚至出現撞刀事故。
(3)提高刀具的剛性 刀具安裝時,可以手動刀架觀察刀具在頂尖、尾座、卡盤、支承附件的極限位置,在其他刀具不產生干涉的基礎上,使刀具伸出的長度盡量短;使用剛性較好的刀桿,如采用切向剛度較高的彈性刀桿,不使用刀墊或只用一片刀墊。
(4)提高機床的剛性 主軸的跳動精度盡量小,條件允許可以使用傳動部件磨損小,主軸剛度高的機床,也可以調整主軸軸承軸向和徑向間隙,使其間隙盡量小,減少切削時的跳動。
(5)提高夾具的剛性 使用精度高、剛性好的刀架,同時刀架的底面接觸要良好;支承附件的支承爪應施力均勻,使松緊適度、接觸良好;使用自定心卡盤跟刀架;卡盤爪的跳動盡量小;使用精度高的活動頂尖;頂尖體表面接觸良好、跳動小。
(6)減振 在加工過程中,采用適宜的減振裝置。
3.切削用量的合理選擇
切削用量的選擇,在保證表面粗糙度和加工質量的基礎上,應該考慮如何減少和避免振動、變形為切削用量的第一考慮因素。
(1)切削速度ν 由試驗證明:車削時,ν在20~60m/min范圍內易產生自振,且振幅最大,ν低于或高于此范圍,振動減弱,為此,車削細長軸的切削速度應在低速(<5m/min)或高速(>80 m/min)之間選擇。此外,還可以通過周期性小幅改變主軸轉速來消除再生自振。
(2)進給量f 通過試驗,車削時隨著進給量的增大,振動減弱;在進給量較小時,振動增大。所以,切削用量的三個指標中,首先應該選取較大的進給量,不僅減少走刀時間,更能減少振動,提高刀具耐用度。
(3)背吃刀量ap選取較大的背吃刀量,雖然能夠使刀具避開毛坯硬皮,減少走刀時間。但相應使切削力增大,大的切削力在零件剛性差時,振動不可避免會發生。且車削時背吃刀量愈大,振動和變形也相應增大。所以,在考慮加工效率時,應該通過選取較大的進給量來彌補減少背吃刀量而增加的走刀次數。
4.刀具的選擇
(1)刀具的材料 針對數控車削細長軸零件走刀時間長、不宜使用較高的切削速度、能夠連續充分使用切削液、切削時易振動、刀具需要具有鋒利切削刃等情況,綜合性能、價格、刀具壽命幾方面因素,應該選擇耐磨性好、抗彎強度高的材料加工細長軸零件。
由于車削細長軸的切削速度相對較低,使用各種陶瓷材料時,不僅不能發揮其適宜高速切削的優勢,在低速切削時由于其韌性相對較差,反而易崩刃。涂層硬質合金材料刀具刀尖有鈍化處理,切削刃不鋒利,會造成較大的徑向切削力和振動,所以不是高速切削時,不建議使用陶瓷、金屬陶瓷、涂層硬質合金材料。除在低速切削時,可以選擇耐磨性好的高速鋼材料外,一般選擇普通硬質合金、細晶粒硬質合金中等抗彎強度高的材料。鎢鈷鈦(YT)硬質合金雖然適合加工塑性材料,但YT15、YT30等牌號抗彎強度低,在切削時,若有振動,則更易崩刃,會造成零件截面尺寸突然增大,使跟刀架的跟緊程度驟然變化,使切削變壞。所以不建議使用上述兩種牌號。
車削塑性材料時能夠連續使用切削液,使切削溫度較低,切削熱對刀具的影響較小,且在加工細長軸時,切削速度相對較低,所以鎢鈷(YG)、鎢鈦鉭(鈮)鈷(YW)兩類硬質合金盡管耐磨性不如鎢鈷鈦材料,但在加工細長軸時,其韌性好、抗彎強度高的特點反而更有利于切削,且容易刃磨出鋒利的切削刃。實際生產時可以使用YG、YW兩類硬質合金中的硬度高、耐磨性好的牌號,如YG6、YG3、YW1、YW2;成批生產時,也可使用細晶粒、超細晶粒的硬質合金,如:YG3X、YG6A、YG6X、YD05、YM051、YS2等,以提高刀具的壽命。
(2)刀具的結構 基于減少刀具磨損,提高刀具壽命度,保證加工精度,減少換刀時間的原則,最好選擇機夾可轉位車刀,刀尖的過渡刃和圓弧半徑盡量小。使用焊接式刀具時,應該選擇耐磨性好、抗彎強度高的牌號,能夠刃磨出所需的形狀和切削角度,以減少刀具磨損、崩刃而導致的換刀時間。
對于粗車刀,為了減小車削細長軸產生的彎曲變形,要求車削時產生的切削力越小越好,而在刀具的幾何角度中,前角、主偏角和刃傾角對切削力的影響最大。前角的大小直接著影響切削力、切削溫度和切削功率。增大前角,可以使被切削金屬層的塑性變形程度減小,切削力明顯減小。所以在細長軸車削中,在保證車刀有足夠強度前提下,盡量使刀具的前角增大,前角一般取γo=15°~30°,不僅有效減少振動,有利于斷屑,也能保持刀具一定的剛度;后角適當減少,有利于減振。一般后角αo取2°~3°為宜,能夠提高刀具的剛性,減少振動;選擇大的主偏角,使徑向切削力明顯減小,在車削細長軸時,一般采用大于80°的主偏角,使用中心架、跟刀架車削光軸時,主偏角κr選取在85°~90°;為了減少刀具副后刀面與已加工表面的摩擦而引起的振動;副偏角可以加大至20°~60°;刃傾角λS影響著車削過程中切屑的流向、刀尖的強度及3個切削分力的比例關系。隨著刃傾角的增大,徑向切削力明顯減小,在車削細長軸時,常采用正刃傾角λS=3°~10°,以使切屑流向待加工表面。
對于精車刀,高速車削特細長軸時,可以選用機夾可轉位精車刀,刀片材料為Ti(CN)金屬陶瓷,牌號為TN60,不僅硬度及耐磨性較高,其抗彎強度要高于其他金屬陶瓷材料。刀片為V形,前角γo=5°,后角αo=10°,λS=0°,刀尖角εr=35°,該刀尖帶有rε=0.3mm的圓弧修光刃。精車時,使加工表面穩定達到Ra=0.4~0.8μm。低速精車時,可以使用寬刃細長軸精車刀,刀具材料:YG6。還可以是高速鋼和其他鎢鈷類、鎢鈦鉭(鈮)鈷兩類硬質合金。刀桿最好使用彈性彈簧刀桿,以利于減振。
(3)刀具的安裝 安裝粗車刀時,刀尖應高于零件中心0.3~0.8mm,使車刀后面與零件有輕微的接觸,增加了切削過程中的穩定性;安裝寬刃精車刀時,刀刃應低于零件中心0.2~0.5mm,使車刀的實際工作后角增大,減少對零件的摩擦,提高零件的表面質量,也能防止刀刃啃入零件。使用機夾可轉位車刀加工光軸時,若有跟刀架支撐,刀頭安裝向右傾斜一定角度,使車刀的主偏角κr小于90°,在85°~90°,使刀具切削時有一定的徑向切削力使零件頂在跟刀架上,以避免零件跳動引起切削振動和扎刀。
5.減少零件的熱伸長
(1)合理使用切削液 由于防護罩的存在,為在數控機床上充分使用切削液提供了可靠的保證,在車削塑性材料時,一定要使用切削液,不僅有利于斷屑,并可以避免材料軟化形成積屑瘤,非常有效地減少零件熱伸長和變形,明顯降低零件表面粗糙度,提高刀具壽命,同時對中心架和跟刀架進行潤滑。由于細長軸零件剛性差,為了避免切削變形,即使粗加工時,其背吃刀量也不宜過大,切削速度較低,因此,無論是粗加工或精加工,均使用潤滑為主的切削液,如極壓切削油、較高濃度極壓乳化液等。使用時,宜采用大流量連續澆注的方法,以便同時對刀具和支承附件進行潤滑。
(2)使用彈性活動頂尖 采用一夾一頂方式裝夾零件時,最好使用彈性活動頂尖支承,能夠有效減少零件熱伸長所造成的強迫彎曲。在加工脆性細長軸類零件時,由于不便使用切削液,零件的熱伸長不可避免,所以,一定使用彈性活頂尖,以減少零件的熱伸長對零件形位精度的影響,保證切削的順利進行。
6.編程技巧的應用
車削細長軸零件,走刀路線長,切屑極可能纏繞在零件、刀具、支承附件上,損壞刀具、劃傷已加工表面,影響切削的順利完成,車削時,除了以合理的切削用量和斷屑槽進行斷屑外,也可以使用“G04”暫停指令進行程序斷屑;使用機床操作面板上的“進給保持”功能在不停機狀態下,調整支承附件、頂尖的接觸程度;使用“M00” 暫停指令和“M01”選擇停指令進行尺寸檢查、調整卡盤夾緊力、支承附件、頂尖的支承程度;使用一臺數控車床成批加工脆性材料時,還可以使用“M00”暫停指令進行程序暫停,卸下粗加工后溫度較高的留有精加工余量的工件,重新裝夾已冷卻至室溫的工件進行精加工,以保證加工精度,減少等待時間。
受生產條件和零件結構限制,不能使用增加剛性的支承附件時,零件經常出現中間粗、兩頭細的腰鼓變形,使零件的尺寸和圓柱度超差。在實際加工時,可以通過測量零件中間和兩頭的尺寸,計算出其凸圓弧半徑r,在手工編程時,采用逆向加工。以加工凹圓的方法,使用G02圓弧插補指令,按G02X(A)Z(B)R(r)凹圓編程,彌補零件的腰鼓變形(走刀軌跡見圖2)。
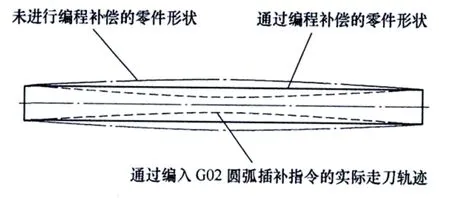
圖2
尾座上的頂尖與主軸軸線有很細微的不重合時,細長軸零件就會形成圓錐輪廓,使細長軸零件的直徑尺寸和圓柱度超差。在實際加工時,手動調整尾座頂尖與主軸軸線的同軸度一絲不差較為困難,此時可以通過編程方法糾正軸線不重合。例如在加工圖1零件時,經過首件加工,測量拉伸部分右端尺寸為φ16.00mm,左端尺寸為φ15.95mm,按圖樣尺寸公差要求,出現左小右大的倒錐輪廓,試件的尺寸超差。實際采取左大右小的正錐輪廓編程,以補償形狀誤差。其精車程序如下(使用DASEN-3i系統編程):
…
G01 X16.Z50.F0,07;
G01X16.05 Z450.;(零件左端實際尺寸車成φ16.00mm)
…
走刀軌跡如圖3所示。
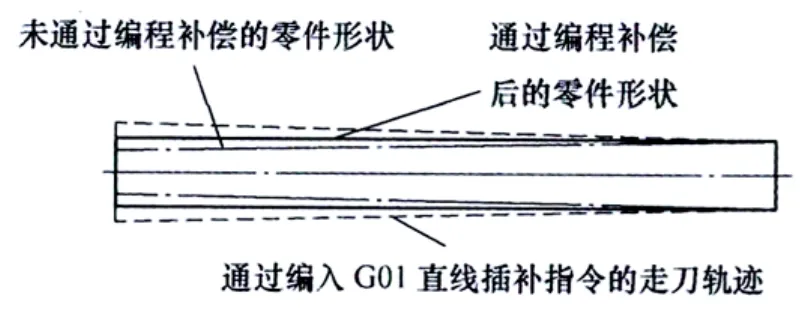
圖3
7.結語
在數控車床上加工細長軸雖然比較困難,但只要抓住車削特點,充分利用數控加工技術的優勢,針對細長軸零件的尺寸、形位、表面粗糙度的要求、結構以及毛坯情況,從數控車削細長軸的六個關鍵技術入手,加工細長軸就不再是一個難題了。
20121212)
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00