制氫裝置轉(zhuǎn)化爐冷壁集合管與變徑接頭的焊接
2013-04-02 12:05:38吳國良南京汽輪電機(jī)集團(tuán)泰興寧興機(jī)械有限公司江蘇泰興225442
化工管理 2013年10期
關(guān)鍵詞:裂紋
吳國良 (南京汽輪電機(jī)集團(tuán)泰興寧興機(jī)械有限公司 江蘇 泰興 225442)
一、前言
本公司于2009年8月份與山東某石化集團(tuán)有限公司簽訂兩臺(tái)2萬標(biāo)立/小時(shí)制氫轉(zhuǎn)化爐冷壁分(總)集合管的制作合同。設(shè)備的設(shè)計(jì)壓力為2.8MPa,設(shè)計(jì)溫度為850/150(襯里/殼體),介質(zhì)為轉(zhuǎn)化氣。轉(zhuǎn)化爐是制氫裝置轉(zhuǎn)化反應(yīng)的反應(yīng)器,屬于裝置的心臟設(shè)備。
二、原材料要求
該產(chǎn)品選材比較特殊,設(shè)備的分集合管殼體為Ф880X22材質(zhì)為15CrMoR,與殼體相連接是靜態(tài)鑄造不銹鋼變徑接頭,其規(guī)格為Ф200X25材質(zhì)為ZG12Ni32Cr20Nb。設(shè)備的分集合管殼體鋼板標(biāo)準(zhǔn)GB713-2008《鍋爐和壓力容器用鋼板》按正火+回火狀態(tài)交貨,鋼板應(yīng)做超聲波檢測(cè),按JB/T4730.3-2005 I級(jí)合格。變徑接頭為靜態(tài)鑄造,鑄造合金應(yīng)采用電弧爐或感應(yīng)電爐冶煉。鑄件成型后的形狀和尺寸應(yīng)符合圖樣的規(guī)定,鑄件的尺寸公差如無特殊要求時(shí),應(yīng)符合GB/T6414規(guī)定。鑄件內(nèi)外表面應(yīng)清理干凈。鑄件的內(nèi)外表面不應(yīng)有粘沙、夾渣、裂紋及機(jī)械傷痕等缺陷。若上述缺陷存在時(shí),允許修磨,修磨處與未修磨部位應(yīng)平滑過渡。鑄件的機(jī)械加余量除圖樣另有規(guī)定外,應(yīng)符合GB/T6414中的I級(jí)精度規(guī)定。除圖樣另有規(guī)定外,焊接坡口及附近30mm區(qū)域內(nèi)應(yīng)進(jìn)行機(jī)械加工,加工表面粗糙度Ra≤6.3μm。機(jī)械加工未注明的尺寸公差應(yīng)符合GB/T1804-2000中的f級(jí)規(guī)定。坡口形狀和尺寸應(yīng)符合圖樣的規(guī)定。其化學(xué)成份應(yīng)符合表1的規(guī)定:

表1 ZG12Ni32Cr20Nb化學(xué)化成分
三、坡口制備
根據(jù)圖樣要求在分集合管殼體(15CrMoR/δ22)上劃出各管口的位置線,采用火焰或等離子進(jìn)行開孔,直徑為圖樣尺寸增加8mm。即開孔直徑增加8mm,主要考慮在其坡口表面要堆焊厚度為4mm的過渡層。采用不對(duì)稱K坡口,是基于減輕工人勞動(dòng)強(qiáng)度及減少填充熔敷金屬而考慮。打磨坡口,使用坡口及其20mm范圍內(nèi)顯露出金屬光澤。對(duì)坡口表面進(jìn)行100%MT檢測(cè),按JB/T4730.4-2005標(biāo)準(zhǔn)I級(jí)為合格。坡口加工見圖1

四、過渡層堆焊
分集合管殼體與變徑接頭之間的焊接頭為異種鋼的焊接結(jié)構(gòu),是Cr-Mo鋼與奧氏體不銹鋼之間的焊接,在Cr-Mo鋼側(cè)有形成裂紋的傾向。為了防止裂紋的產(chǎn)生,焊后必須進(jìn)行熱處理。在熱處理過程中,由于異種材質(zhì)的差異會(huì)引起不同的熱膨脹,有產(chǎn)生裂紋的傾向,對(duì)焊縫和變徑接頭均為不利。另外,對(duì)于高溫合金鑄鋼ZG12Ni32Cr20Nb材料,其組織相對(duì)疏松、晶粒粗大,在制造過程最怕的是焊接返修。一旦返修不當(dāng)容易產(chǎn)生裂紋,且裂紋很容易擴(kuò)展,返修哪兒哪兒就會(huì)出現(xiàn)放射性裂紋,最終會(huì)導(dǎo)致缺陷無法修復(fù),只能將該鑄鋼報(bào)廢處理。為此在分集合管殼體開孔坡口上,用Ф2.4 ERNiCr-3焊絲,用鎢極氬弧焊堆焊4mm厚作為過渡層。焊前需對(duì)坡口100mm范圍進(jìn)行預(yù)熱,預(yù)熱溫度為80~100℃。焊接時(shí)應(yīng)小線能量的規(guī)范參數(shù),焊道與焊道間應(yīng)有一定的搭接量,一般為焊道寬度的1/3。每焊一層應(yīng)其表面進(jìn)行PT檢測(cè),按JB/T4730.5-2005標(biāo)準(zhǔn)I級(jí)為合格。發(fā)現(xiàn)裂紋等缺陷時(shí),應(yīng)及時(shí)打磨,清除干凈后,方能進(jìn)行下道焊縫的施焊。用角向砂輪打磨時(shí)不能用力過大,同一部位打磨時(shí)間不能過長,否則會(huì)破壞堆焊層的組織及性能。推薦采用合金磨頭進(jìn)行打磨,用其進(jìn)行打磨時(shí)不會(huì)使打磨處溫度過高,也不會(huì)破壞堆焊層的組織及性能。ERNiCr-3焊絲的化學(xué)成份見表2
焊絲AWS/SFA5.14 ERNiCr-3化學(xué)成分如下:

注:鎳基焊材在焊接時(shí)有奧氏體不銹鋼焊接相類似的的問題。例如有高的焊接熱裂紋敏感性,在弧坑易產(chǎn)生火口裂紋。在焊接時(shí)應(yīng)采取合適的措施來避免上述缺陷的發(fā)生,一般情況下采用合理的裝配與焊接次序、選用較小的線能量、及時(shí)填弧坑等工藝措施對(duì)防止熱裂紋均是有益的。
五、熱處理
坡口堆焊層經(jīng)檢測(cè)合格后,按照?qǐng)D樣要求對(duì)分集合管殼體整體進(jìn)行焊后熱處理。焊件進(jìn)行爐時(shí)爐內(nèi)溫度不得高于400℃。焊件升溫至400℃后,加熱區(qū)升溫速度不得超過6500/δPWHT℃/h,且不得超過260℃/h,一般情況下不低于50℃/h。升溫時(shí),加熱區(qū)內(nèi)任意4600mm長度內(nèi)的溫度差不得大于140℃。熱處理溫度為670±20℃,保溫時(shí)間應(yīng)不小于1小時(shí),保溫時(shí),加熱區(qū)內(nèi)最高與最低溫度之差不宜超過80℃。升溫及保溫時(shí)應(yīng)控制加熱區(qū)氣氛,防止焊件表面過度氧化。爐溫高于400℃時(shí),加熱區(qū)降溫速度不得超過7000/δPWHT℃/h,且不得超過280℃/h。焊件出爐時(shí),爐溫不得高于400℃,出爐后應(yīng)在靜止的空氣中自然冷卻。
六、無損檢測(cè)
熱處理出爐24h后,對(duì)坡口堆焊層按JB/T4730.5-2005標(biāo)準(zhǔn)進(jìn)行100%PT檢測(cè),合格級(jí)別為I級(jí)。如堆焊表面出現(xiàn)不允許缺陷時(shí),應(yīng)制定相應(yīng)的返修方案,并及時(shí)處理存在缺陷。
七、分集合管殼體與變徑段組裝及焊接
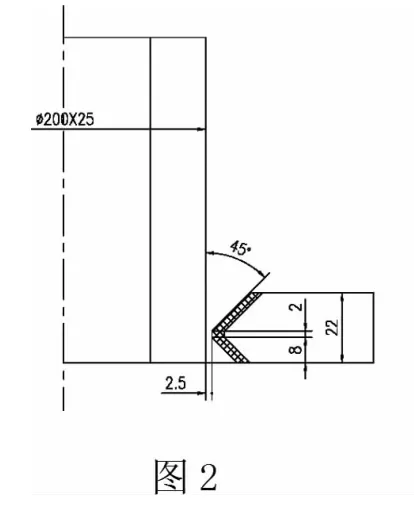
將加工好的變徑段與分集合管殼體進(jìn)行組裝點(diǎn)焊,按圖2要求進(jìn)行組裝,應(yīng)確保坡口的根部間隙不小于2.5mm。焊前需對(duì)坡口及兩側(cè)100mm范圍進(jìn)行50~80℃的預(yù)熱。進(jìn)行點(diǎn)焊,點(diǎn)焊的參數(shù)應(yīng)比正常焊接的參數(shù)大10%左右。點(diǎn)焊的焊接方法采用手工氬弧焊的焊接方法,點(diǎn)焊長度不小于50mm。焊接時(shí)應(yīng)采取背面氬保護(hù),最好采用保護(hù)拖罩,這樣背面才能得到有效保護(hù)。焊接材料采用Ф2.4 ERNiCr-3焊絲。點(diǎn)焊結(jié)束后,應(yīng)對(duì)結(jié)構(gòu)尺寸進(jìn)行檢驗(yàn),檢驗(yàn)合格后應(yīng)及時(shí)進(jìn)行其它各層次的焊接工作。焊接過程采用多層多道小焊接線能量的焊接方法進(jìn)行,這樣能避免焊接熱影響區(qū)出現(xiàn)淬硬組織,同時(shí)也消除了裂紋傾向。焊后應(yīng)采用防火巖棉覆蓋,使其緩慢冷卻。
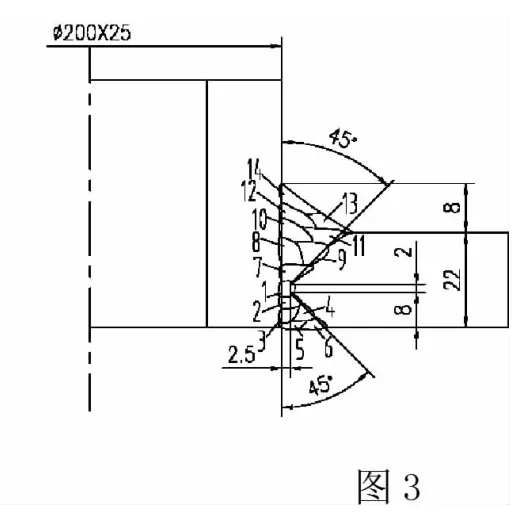
特別注意的是各焊道接頭應(yīng)錯(cuò)開50mm,每一收弧接頭應(yīng)有10mm搭接量。每層焊接完成后,應(yīng)及時(shí)將收弧接去除,去除方法一般采用合金磨頭進(jìn)行打磨。具體焊接順序按圖3進(jìn)行。
焊接過程應(yīng)做到每焊一層進(jìn)行一次PT無損檢測(cè),按JB/T4730-2005標(biāo)準(zhǔn)進(jìn)行100%檢測(cè),合格級(jí)別為I級(jí)。發(fā)現(xiàn)裂紋等缺陷時(shí),應(yīng)及時(shí)清理干凈后,方能進(jìn)行下道焊縫的施焊。一般推薦采用合金磨頭進(jìn)行打磨,此方法便于操作、效率高、打磨時(shí)不會(huì)使打磨處溫度過高,也不會(huì)破壞焊縫組織及性能。
八、結(jié)束語
該批產(chǎn)品從投運(yùn)至今仍正常運(yùn)行,未發(fā)現(xiàn)任何異常,分集合管殼體與變徑段間的焊接接頭每年年檢均未發(fā)現(xiàn)裂紋之類的缺陷。
[1]GB150-1998《鋼制壓力容器》[S].全國壓力容器標(biāo)準(zhǔn)化技術(shù)委員會(huì);
[2]JB/T4709-2000《鋼制壓力容器焊接規(guī)程》[S].全國壓力容器標(biāo)準(zhǔn)化技術(shù)委員會(huì);
[3]陳裕川.《現(xiàn)代焊接生產(chǎn)實(shí)用手冊(cè)》[M].北京:機(jī)械工業(yè)出版社,2005;
[4]斯重遙.《焊接手冊(cè)》第2卷 材料的焊接[M].北京:機(jī)械工業(yè)出版社,2002;
[5]張其樞,堵耀庭.《不銹鋼焊接》[M].北京:機(jī)械工業(yè)出版社,2000
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38