魚刺圖分析法在機械零件加工精度分析中的應用
2013-03-30 02:50:50胡遠忠丁建武
裝備制造技術 2013年4期
關鍵詞:分析
胡遠忠,陳 明,丁建武
(1.廣東海洋大學工程學院,廣東 湛江 524088;2.湛江德利化油器有限公司,廣東 湛江 524043)
魚刺圖分析法在機械零件加工精度分析中的應用
胡遠忠1,陳 明1,丁建武2
(1.廣東海洋大學工程學院,廣東 湛江 524088;2.湛江德利化油器有限公司,廣東 湛江 524043)
針對PZ化油器柱塞孔在加工中出現不良品的原因進行了分析,運用魚刺圖分析法分析了影響PZ化油器柱塞孔加工精度的各種因素,并且提出了相應的改進措施和對策,保證了零件的加工精度并使生產效率得到提高,同時也為其他型號化油器的品質保證提供了可借鑒的技術措施。
魚刺圖;化油器;柱塞孔;加工精度
加工精度是衡量零件加工品質的主要指標[1]。在機械加工過程中,會有很多因素影響工件的加工品質,如何使工件達到加工品質要求,以及如何減少各種因素對加工精度的影響,就成為加工過程中必須要考慮的問題,也就是要對影響機械加工精度的因素進行分析并采取工藝措施進行改進。本文以PZ化油器柱塞孔加工為例,運用魚刺圖分析法分析了影響PZ化油器柱塞孔加工精度的各種因素,并且提出了相應的改進措施和對策。
1 PZ化油器柱塞孔加工現狀及分析
PZ化油器柱塞孔加工品質一直不穩(wěn)定,嚴重影響著加工效率和市場交付,困擾著生產線。圖1是PZ系列摩托車化油器柱塞孔的結構圖,柱塞孔底部有一環(huán)槽,柱塞孔mm的精度要求相當高,特別是要求與主噴管孔Φ5mm同時加工,有同軸度mm要求,要保證加工精度,工藝難度較大。目前PZ柱塞孔在換刀加工過程中出現以下品質問題:
(1)柱塞孔圓度誤差達到0.01mm以上;
(2)柱塞孔有錐度,上小下大;

圖1 PZ化油器柱塞孔結構圖
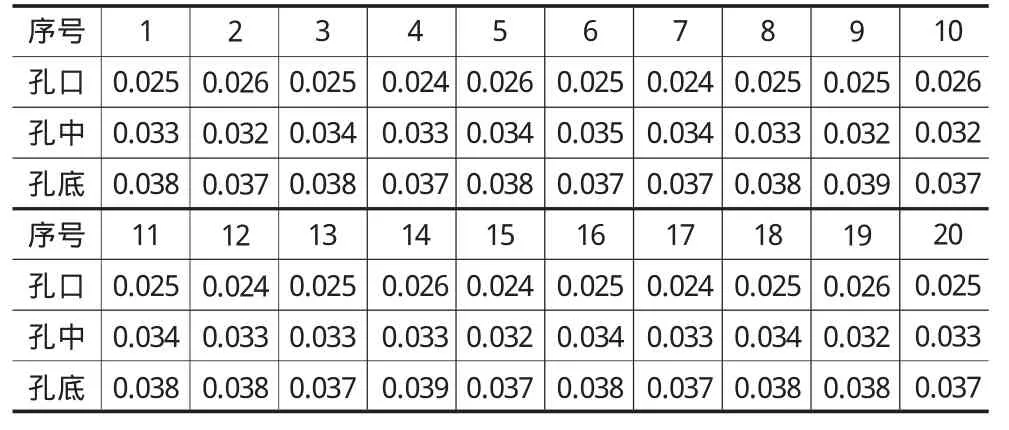
表1 PZ化油器柱塞孔加工尺寸分布表 (單位:mm)

圖2 PZ化油器柱塞孔加工尺寸折線圖
從圖2中可知,柱塞孔圓度誤差最大有0.015mm,按照品質部要求,當柱塞孔圓度誤差大于0.01mm時,就不能繼續(xù)加工,操作者只有換刀調整,但換刀非常頻繁且相當困難,造成停工多,影響生產效率。
2 原因分析及對策
2.1 運用魚刺圖分析
產品品質是生產過程中許多因素共同作用的結果,這些因素是:人(Man)、機器(Machine)、材料(Materia)、方法(Method)、環(huán)境(Environment),簡稱 4M1E[2]。由于這5個因素的每一方面又包含了許多具體的因素,這些因素又是其他因素作用的結果,因此在生產過程中,分析影響產品品質的原因時,要把對產品品質發(fā)生作用的各種因素條理化,把原因和結果的關系摘清楚,才能采取相應的措施,控制品質水平。魚刺圖分析,就是把可能引起某一事件的直接和間接因素按不同層次進行排列,形成既有脊骨又有分刺的魚刺圖,故而得名。魚刺圖,又稱為因果圖、特性要因圖或樹枝圖等。用這種方法分析事件,可以使復雜的原因系統(tǒng)化、條理化,把主要原因搞清楚,是一種透過現象看本質的分析方法。
PZ化油器柱塞孔加工過程為:裝上本體,起動按鈕,夾具氣缸推動凸輪運動,兩夾爪夾緊本體,機床主軸帶動刀具做旋轉運動,冷卻液啟動,主軸快進,工進,加工出工件,主軸停車,退回。
針對此加工過程,運用魚刺圖分析,如圖3所示,然后進行末端原因查找,并進行驗證。

圖3 PZ化油器柱塞孔的魚刺圖
(1)鏜刀桿剛性不足,加工時振動
分別用自制、廣州工具廠、日本的刀桿進行實驗加工,得出數據如表2所示。

表2 各類刀桿加工后的圓度誤差數據表
表2中顯示,運用不同廠家的刀桿加工,柱塞孔都有失圓現象,且圓度誤差差別不大。再者,受孔徑大小影響,刀桿不可能再加粗,所以此項不是主因。
(2)本體結構剛性差,在夾緊和吃刀時變形,如見圖4所示。
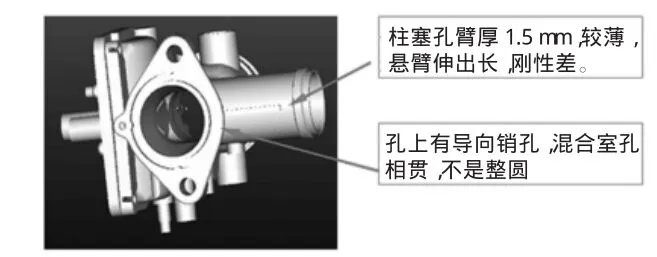
圖4 PZ26本體分析圖

圖5 新制夾具實物圖
在圖4中,分析得出結論:本體結構剛性差,夾具夾緊點設計不合理,是導致工件發(fā)生彈性變形和振動是主要原因。
采取對策:重新設計夾具,合理布置夾緊點;消除工件加工時的彈性變形在0.005mm以下;加工時振動小于±0.01mm。
新制夾具如圖5所示,其改善點有:夾具壓緊部位由三點改為壓柱塞孔端面;壓頭改為自定心浮動結構[3]。經過現場夾具安裝調試,小批量生產驗證,抽樣數據如圖6所示。

圖6 Z化油器柱塞孔失圓折線圖
根據圖6的分析,圖中PZ化油器柱塞孔圓度誤差超過0.01mm的現象仍然嚴重,改善效果不明顯。
2.2 運用關聯圖進行再分析
從關聯圖7上看出:主噴管刀具側壓和刀桿孔制造誤差、工藝給定余量范圍偏大和夾具凸輪浮動間隙過小工件夾不緊,這三者是導致柱塞孔失圓的可能存在的主因。

圖7 孔失圓超差關聯圖
(1)針對主噴管刀具側壓和刀桿孔制造誤差,采取對策是:工裝人員現場配刀和調整,實施過程約用時10分鐘;采用精密對刀儀對刀,即采用它預先對好刀,不產生停工。
(2)工藝給定余量范圍偏大。工序卡規(guī)定:柱塞孔粗鏜后尺寸達φ19.3~φ19.7mm,也就是精加工余量最大有0.7mm,現場為通過多品毛坯,把粗加工后孔尺寸留在下限,余量大,就會使刀具快速磨損,孔也易失圓超差,并體現為換刀頻繁,停工多等現象。
針對余量大,采取對策:修改粗加工后尺寸為φ19.6~φ19.7 mm,并增加塞規(guī) (BL1-202φ19.6~φ19.7IT10)點檢。對粗精加工鏜床分別進行調整,使多品毛坯都能過線生產。
(3)夾具凸輪浮動間隙過小,工件夾不緊是可能存在的主因。夾具凸輪孔直徑為φ30.6 mm;軸為φ30mm;浮動間隙為0.3mm,過小,不能使左右夾爪夾緊平衡。
該問題的改進措施為:凸輪孔直徑設計改為φ32mm,使其浮動間隙達到1mm。
3 效果跟蹤及驗證
對策實施后,進行了批量生產驗證,收集并統(tǒng)計數據分析。通過連續(xù)抽檢125件,柱塞孔圓度誤差均在0.006mm以下,制程能力指數CPK(Complex ProcessCapability index)為5.5979,達到特優(yōu)級標準。連續(xù)跟蹤三個月,柱塞孔失圓度均控制在0.002~0.008mm之間,低于0.01mm的目標值。在采取對策過程中,加工PZ柱塞孔的調刀次數和產生的停工臺時逐月下降,如表3所示,每次換刀時間達到1小時以下,工藝穩(wěn)定,效益明顯。這說明解決了PZ化油器本體柱塞孔加工工序換刀時間長和孔失圓的問題,較好地保證了PZ化油器的加工品質和加工效率。

表3 停工臺時統(tǒng)計表
4 結束語
魚刺圖能夠全面地反映產品品質的因果關系,其不僅把產品品質中存在的問題與產生的原因表現出來,而且層次分明,可以從中反映各種因素之間的關系,反映某一原因是通過什么途徑影響其結果的。魚刺圖的圖形雖然比較簡單,若沒有一定的技術水平與生產經驗,沒有對整個生產過程比較全面和深入的了解,就難以繪成。本文的機械加工精度分析方法具有普遍的適用性,為其他型號化油器的品質保證,提供了可借鑒的技術措施。
[1]于駿一,鄒 青.機械制造技術基礎:第2版[M].北京:機械工業(yè)出版社,2011.
[2]付鳳嵐.魚刺圖法在差速器油封品質分析中的應用[J].武漢汽車工業(yè)大學學報,1998(6):18-21.
[3]薛源順.機床夾具設計[M].北京:機械工業(yè)出版社,1999.
Application of Fish-bone Diagram Analytic Method in Machine Parts Working Accuracy Analysis
HU Yuan-zhong1,CHEN Ming1,DING Jian-wu2
(1.College of Engineering,Guangdong Ocean University,Zhanjiang Guangdong 524088,China;2.Zhanjiang Deni Carburetor Co.,Ltd.,Zhanjiang Guangdong524043,China)
According to the reasons of PZ carburetor plunger-hole appears bad products in machining are analyzed,using the fish-bone diagram analysis of various factors that influence the PZ carburetor plunger-hole machining precision,and puts forward the corresponding improved measures and countermeasures,ensure the machining precision and the production efficiency is improved,but also for other types of carburetor quality assurance,provide technical measures for reference.
fish-bone diagram;carburetor;plunger-hole;working accuracy
TH161
B
1672-545X(2013)04-0114-03
2013-01-13
胡遠忠(1969—),男,安徽安慶人,講師,碩士,從事機械設計制造方向教學與研究。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
