PLC在生產線檢測控制系統中的應用
2013-03-26 08:25:06許文靜
機電工程技術 2013年10期
許文靜
(江陰職業技術學院,江蘇江陰 214433)
質量控制在生產制造中是一個重要的環節。產品在出廠前,都要對產品進行檢查,如發現不合格品要及時采取措施加以解決,同時研究不合格品產生的原因以防再次發生。
空氣開關也稱斷路器,在電路中接通、分斷和承載額定工作電流,并能在線路和電動機發生過載、短路、欠壓的情況下進行可靠的保護[1]。在電力送配電線路上,空氣開關質量的優劣,直接關系到設備和人員的安全。空氣開關內部比較精密,由操作機構、觸點、保護裝置(各種脫扣器)、滅弧系統等組成。如圖1為扁平結構的空氣開關示意圖,其內部安裝金屬零部件的區域用虛線框出。
空氣開關在生產過程中,經多條生產線將銅金屬件、塑料外殼等部件組裝起來,其安裝完畢即用鉚釘鉚接,所以無法檢驗內部是否缺少零件。針對這一情況,本系統在空氣開關生產流水線的最后一道工序位置上方,安裝一套檢測裝置,調節各接近開關的靈敏度,使其在缺少零件時,通過PLC控制機械手進行剔除。
1 生產線檢測控制過程
(1)生產線檢測控制系統結構

圖1 空氣開關示意圖
生產線檢測控制系統由機械手、兩條傳送帶、檢測裝置、光電計數器等主要部件組成。檢測控制系統如圖2所示。
本系統采用氣動式機械手,能夠實現三個自由度方向(水平、垂直和旋轉)的抓取或放置物品,具有操作范圍大,靈活性好,應用廣泛的特點。三自由度機械手為圓柱坐標型。機械手上下、左右、旋轉的動作由三個氣缸和三個2/5的雙控電磁換向閥實現。機械手終端由一雙作用氣缸和一個2/5的單控電磁換向閥來完成控制,可以實現抓和放的動作。
檢測裝置內部使用了多只微型電渦流接近開關,其位置與零件內部位置對應,接近開關的靈敏度和工作距離可以調節。根據電渦流效應,它能在一定的距離內檢測有無金屬零件。如空氣開關內部相應位置缺少金屬零件,檢測裝置就發出信號。接近開關給出的是開關信號(高電平或低電平),將此信號送給PLC,控制機械手,將合格產品與廢品分開,實現自動檢測。

圖2 生產線產品檢測示意圖
(2)生產線檢測系統操作方式
1)手動方式:在手動方式下,利用按鈕對機械手每一動作單獨進行控制。如按“下降”按鈕,機械手下降;按“上升”按鈕,機械手上升。這種方式可以用于設備的調試及故障排除時的操作[2]。
2)回原點:用回原點操作可以使機械手置于原點位(機械手在縮回、最上面和最左面,且夾緊裝置松開),以便于維修時機械手的調整。
3)自動方式:按下啟動按鈕,機械手從原點開始接收到檢測裝置信號,就按工序自動工作,直到按下停止按鈕,機械手自動停機。
2 生產線檢測控制系統硬件設計
(1)本系統控制要求
機械手初始位置在最上面和最左邊且夾緊裝置松開。按下啟動按鈕,傳送帶Ⅰ啟動。在傳送帶Ⅰ入口處,每進來一個產品,接近開關對該產品進行檢測,同時光電計數器發出一個脈沖。如果產品合格,電渦流接近開關輸出邏輯信號“0”;如檢測到產品內部缺少零件,電渦流接近開關輸出邏輯信號“1”,將不合格產品位置記憶下來,當不合格產品到機械手位置(第3個產品間距) 時,傳送帶Ⅰ停止,機械手下降到下限位SQ3,手指夾住物品延時;手臂上升,上升到限位時碰到上限位開關SQ4;機械手手臂縮回到限位SQ8;右轉180°碰到右限位開關SQ5;手臂伸出到限位SQ7,手臂下降,到下限位碰到下限位開關SQ3;手指松開,廢品落到傳送帶Ⅱ上,傳送帶Ⅱ開始工作,同時夾緊開關復位;手臂上升,到上限位時碰到上限位開關SQ4;手臂左轉,回到原點。

表1 PLC的I/O地址分配表
(2)硬件電路設計
該系統輸入信號有檢測裝置信號、計數開關信號、各限位信號和工作方式選擇信號等,輸入點22點。輸出信號有各電磁閥和電機等,輸出點共9個。其I/O接口分配如表1所示。
根據控制要求及端子數,此處選用西門子公司的S7-200系列中CPU226型PLC,其I/O點數為輸入24點,輸出16點,滿足控制所需端子數。選用三廂鼠籠型異步電機作為傳送帶的驅動。分配 PLC的I/O端子接線如圖3所示。為了保證在PLC發生故障時,能可靠地切斷PLC的負載電源,設置了交流接觸器KM。在開始運行時按下“負載電源”按鈕,使KM線圈得電并自鎖,給外部負載提供交流電。按下“緊急停車”按鈕,可以在緊急情況下斷開負載電源。
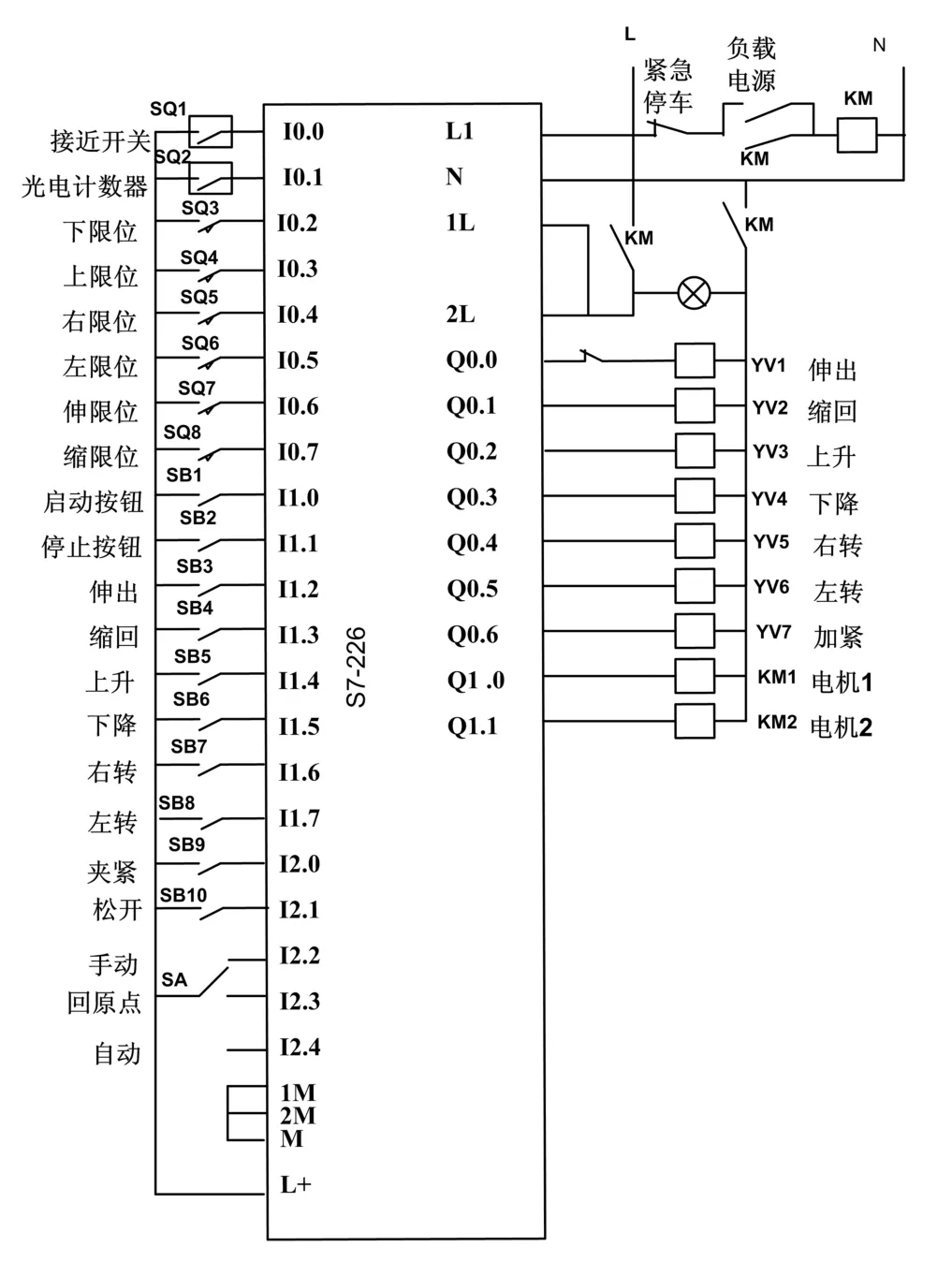
圖3 PLC外部接線圖
3 PLC程序設計
生產線檢測控制系統是典型的順序控制,它的工作循環是從檢測裝置開始,一步一步有條不紊地進行,每個工步的執行都會使相應的電磁鐵通電使得電磁鐵動作,用行程開關和定時器來判斷每一步是否完成,并決定是否啟動下一個工步,采用順序梯形圖可以方便地完成相應的控制過程[3]。自動控制順序如圖4所示。

圖4 自動控制順序圖
程序的整體結構如圖5所示。
在該機械手控制程序中,用移位指令SHL_B對產品進行計數。當不合格的空氣開關通過接近開關時,Ι0.0=1,使M0.0置位,同時光電計數開關檢測到有產品通過,Ι0.1=1,進行一次移位,將M0.0的1移位到M0.1中,M0.1=1,傳送帶每次傳送一個產品,光電計數開關接通一次,并進行一次移位,當光電開關接通3次并進行3次移位時,使M0.3=1。
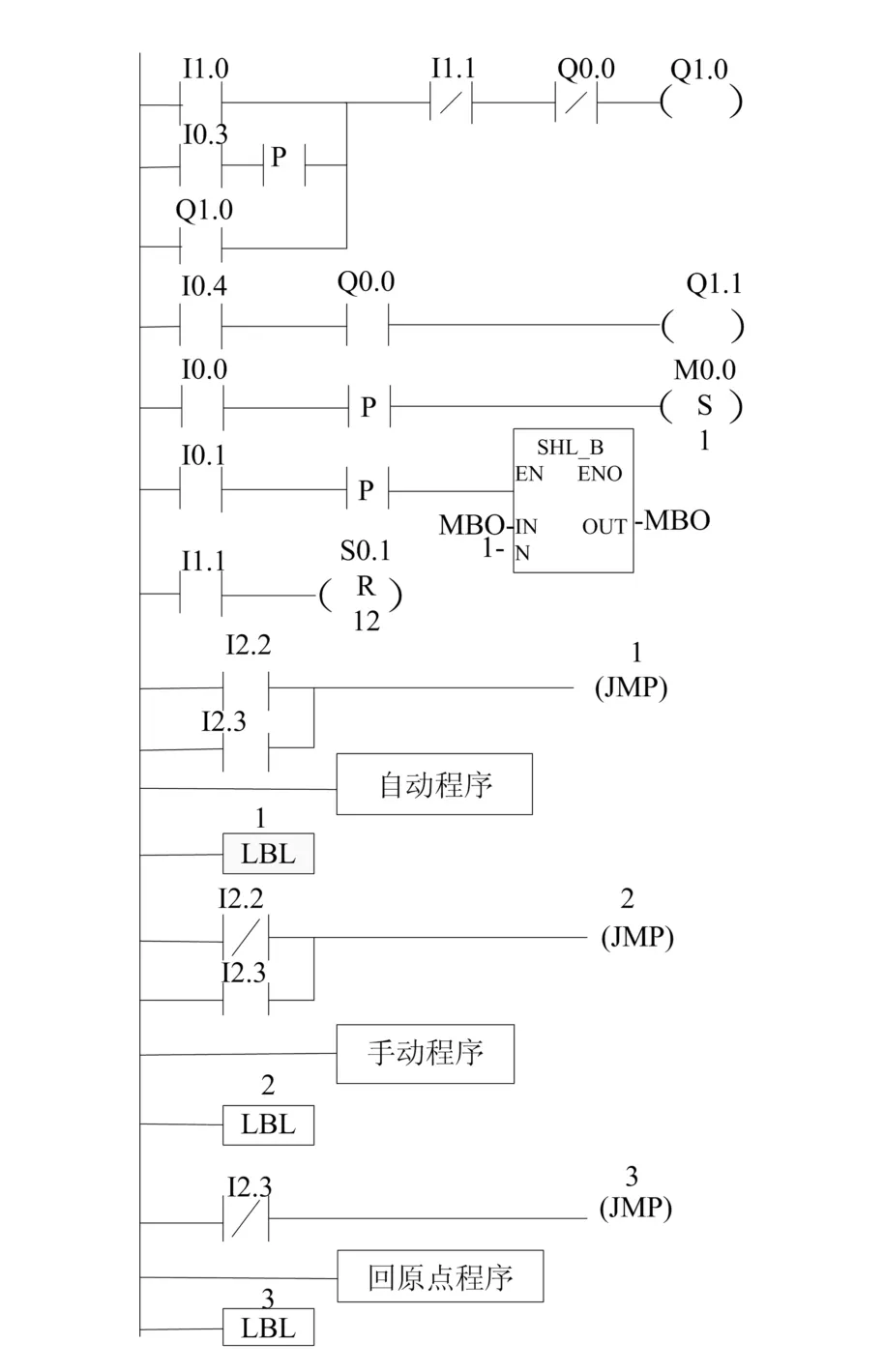
圖5 主程序結構圖
在程序中,運用JMP指令可選擇不同操作方式的程序。當選擇開關打在手動位置,Ι2.2輸入端接1通,梯形圖中Ι2.2常開接點閉合,JMP1~LBL1之間的工作梯形圖被跳過,JMP3~LBL3之間的工作梯形圖也被跳過,Ι2.2常閉接點斷開,執行JMP2~LBL2之間的手動梯形圖。另兩種操作方式,控制原理相似。具體程序略。
4 結語
實踐證明,PLC在生產線檢測上的運用極大地提高了生產線檢測控制系統的自動化程度和效率,且PLC有著很大的靈活性,針對不同的產品檢測,只要更換檢測裝置及對I/O點的接線稍作修改,即能適合其他生產流水線產品的檢測。
[1]張蕊,卞偉華,張文蔚.電氣控制與PLC應用技術[M].上海:上海科學技術出版社,2010.
[2]王月芹.基于PLC機械手控制系統設計與實現[J].機電產品開發與創新,2011(24):150-151.
[3]廖常初.PLC基礎及應用[M].北京:機械工業出版社,2003.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
Coco薇(2015年1期)2015-08-13 02:23:50
商業評論(2014年9期)2015-02-28 04:32:41
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46