碳纖維復合芯軟鋁絞線拉斷力試驗的影響因素
2013-03-26 12:32:32孟憲彬吳慶豐
電線電纜 2013年2期
關鍵詞:碳纖維
孟憲彬,吳慶豐
(遠東電纜有限公司,江蘇宜興214257)
0 引言
架空輸電線路在架線前都要對架空導線進行拉斷力試驗,以便掌握架空導線的性能并作為相關工程資料的備案。同樣,對于作為新型架空導線的碳纖維復合芯軟鋁絞線也應根據GB/T 4909.3—2009標準進行拉斷力試驗。實際上,我們發現碳纖維復合芯軟鋁絞線的拉斷力試驗結果往往不能反映其真實的性能,這不但直接影響了用戶對碳纖維復合芯軟鋁絞線的認知,同時也阻礙了碳纖維復合芯軟鋁絞線的推廣應用。
1 拉斷力試驗的影響因素
碳纖維復合芯軟鋁絞線是一種新型的架空導線,與傳統的鋼芯鋁絞線相比,具有強度大、重量輕、線膨脹系數小、低損耗、載流量大、耐腐蝕及自阻尼良好等特性。碳纖維復合芯軟鋁絞線的核心部分是碳纖維復合芯,高等級的碳纖維復合芯是由航空航天級的高強度碳纖維(耐高溫、耐摩擦、導熱、耐腐蝕、密度小及比強度高)、工業玻璃纖維,及專用的樹脂混合物組成,并通過加熱在專用的拉擠設備中成型,之后再在碳纖維復合芯棒的外層絞繞梯形截面的軟鋁型線,構成碳纖維復合芯軟鋁導線。目前,碳纖維復合芯軟鋁絞線廣泛地用于老線路增容改造、新線路建設、電站母線,以及大跨越、大落差、重冰區、高污染等特殊氣候和地區的線路中。
我們通過大量的試驗和觀察,發現影響碳纖維復合芯軟鋁絞線拉斷力試驗結果的因素,主要有金具的安裝和碳纖維復合芯軟鋁絞線(導線)試樣的制作兩個方面。
1.1 金具的安裝
與普通鋼芯鋁絞線不同,結構特殊的碳纖維復合芯軟鋁絞線的金具(耐張線夾)由楔型夾、楔型夾座、連接環、內襯管、外壓接管等組成,主要承力部分是楔型夾、楔型夾座及連接環。圖1示出了各類金具組件。
碳纖維復合芯軟鋁絞線拉斷力試驗時,常因以下金具安裝問題致使試驗結果不能反映碳纖維復合芯軟鋁絞線的真實性能:
(1)金具壓接質量不佳,導致碳纖維復合芯棒被壓彎,后又未校直,致使拉斷力試驗失敗。碳纖維復合芯軟鋁絞線耐張線夾的壓接區一般為300mm左右,采用50mm寬的模具需壓6~7模,當接續管及耐張線夾壓接質量不好時容易出現碳纖維復合芯棒壓彎現象。如圖2所示,拉斷力試驗時圖中A端固定在拉力機上。在拉斷力試驗過程中,碳纖維復合芯棒會受到側壓力F1、F2、F3、F4及拉伸負荷等的作用,此時碳纖維復合芯棒受力均衡;如果金具(接續管及耐張線夾)壓接質量不佳,碳纖維復合芯棒壓彎后未校直,則隨著拉伸負荷增大,壓彎的碳纖維復合芯棒受到的側壓力F1、F3增大,大于側壓力F2(F4),從而破壞了碳纖維復合芯棒的受力均衡;當拉伸負荷進一步增大超過一定值時,碳纖維復合芯棒中的碳纖維就會開始發生斷裂,最后直至碳纖維復合芯軟鋁絞線斷裂,拉斷力試驗失敗。
我們仔細分析后發現,造成上述拉斷力試驗失敗的原因是:碳纖維復合芯棒中的碳纖維非常柔軟,雖然在樹脂的作用下25~100萬根碳纖維絲縱向拉伸強度最大可達7 000 MPa或者更高,但其徑向剪切強度卻是很小;為了滿足工程的需要,在實際設計中通常在碳纖維束的表面包覆一層玻璃纖維,以達到工程要求的強度,玻璃纖維同時還可彌補碳纖維徑向強度不足的缺陷。這種碳纖維和玻璃纖維相結合的碳纖維復合芯棒結構有些類似竹子,當其彎曲角度大于規定值(21.2°)時,碳纖維復合芯棒中的碳纖維就會發生徑向斷裂,且在一定力的作用下斷裂面會逐漸增大,最后導致整根碳纖維復合芯棒斷裂。

圖1 各類金具組件
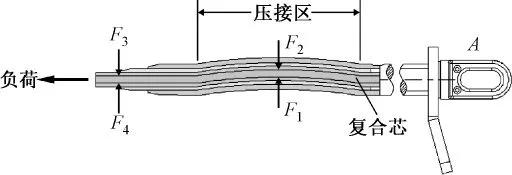
圖2 碳纖維復合芯棒出現壓彎現象
因此,為了確保金具的壓接質量,我們在壓接金具時必須選擇合適的液壓機和模具,上下模具應對正,并且為保證金具外壓接管表面上下所處的摩擦力一致,模具壓接面應清洗干凈或涂抹適量的潤滑脂。無論是在拉斷力試驗還是線路架設過程中,我們均應對碳纖維復合芯軟鋁絞線金具安裝壓接后的彎曲度加以嚴格控制,根據GB 50233—2005標準中7.4.8條款的第4條規定“彎曲度不得大于2%,有彎曲時應校直”,對超出標準的壓接彎曲進行校直,以確保拉斷力試驗和線路架設的順利完成。
(2)模具選擇不合理,致使拉斷力試驗失敗。金具安裝時選擇的模具偏大,會導致碳纖維復合芯軟鋁絞線與金具導電部分接觸不好,在運行過程中易發熱乃至斷線;選擇的模具偏小,會導致碳纖維復合芯棒受力不均(如圖3中B和C處的壓力大于D和E處的壓力),被壓扁,致使碳纖維斷裂,當拉斷力試驗中拉伸負荷進一步增大超過一定值時,碳纖維復合芯軟鋁絞線斷裂,拉斷力試驗失敗。
因此,為了確保金具的安裝質量,我們在安裝金具時必須選擇合適的模具。根據多年的金具安裝經驗,模具壓接面對角長度為導線直徑±0.2mm較為合適,例如導線直徑為50mm,則模具在加工時壓接面對角長度可為50±0.2mm;如為滿足工程驗收標準,可在模具加工時壓接面對角長度標準值的基礎上適當減小0.5mm,例如模具需加工的壓接面對角長度50mm,則實際加工時為49.5mm即可。一般模具寬度為50~60mm,模具寬度的控制與選擇的液壓機壓力密切相關,根據標準SDJ 226—87《架空送電線路導線及避雷線液壓施工工藝規程》中4.0.2條款規定:各種液壓管壓后對邊距尺寸S的最大允許值為S=0.866×(0.993D)+0.2,式中D為管外徑,單位為mm。
(3)金具安裝壓接過程中脫模野蠻操作,致使拉斷力試驗失敗。在金具的壓接過程中,常因未按規程清洗模具壓接面或在模具壓接面上涂抹潤滑脂等出現粘模現象,此時一些操作工習慣性地用腳踩踏或用手提拉導線,使金具出口處的導線應力集中,一旦用力過大,將導致碳纖維復合芯棒中的碳纖維出現斷痕,致使拉斷力試驗失敗。
(4)金具安裝過程中主要承力元件安裝不合理,致使拉斷力試驗失敗。圖4所示楔型夾、楔型夾座及連接環是金具的主要承力元件,雖然這三者無需壓接,但為了確保拉斷力試驗順利進行,我們在安裝時必須嚴格按照下述要求進行操作:1)在碳纖維復合芯軟鋁絞線分割后應避免A處碳纖維復合芯表面出現縱向裂紋;2)碳纖維復合芯軟鋁絞線剝完后應確保B處碳纖維復合芯表面無鋸痕等缺陷;3)碳纖維復合芯穿入楔型夾后,應保證C處至少留有5mm的長度;4)在擰緊連接環時,應在水平方向操作,避免左右、上下劇烈擺動,防止D處碳纖維復合芯受損,連接環擰緊后,楔型夾尾部要露出楔型夾座(E處)5~7mm,D處長度應保持在20~40mm的范圍內。
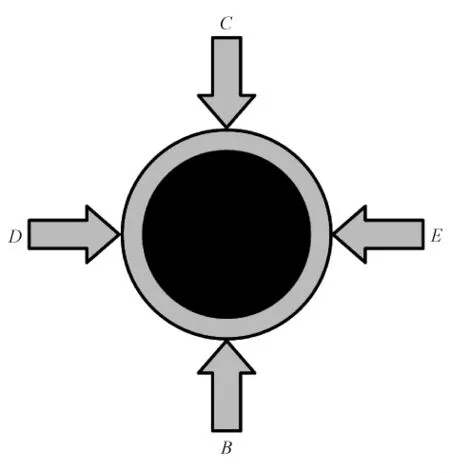
圖3 碳纖維復合芯棒的受力示意圖
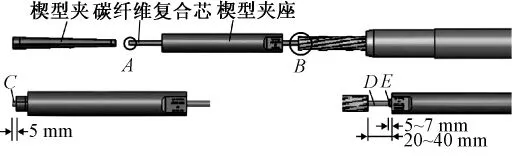
圖4 楔型夾、楔型夾座的安裝示意圖
1.2 碳纖維復合芯軟鋁絞線試樣的制作
在碳纖維復合芯軟鋁絞線中,軟鋁型線強度為60~80 MPa,碳纖維復合芯強度為2 050~2 400 MPa,約占整個導線強度的70% ~85%。例如,碳纖維復合芯軟鋁絞線JLRX/T-240/28mm2中碳纖維復合芯強度占整個導線強度的71%,JLRX/T-517/71mm2中碳纖維復合芯強度占整個導線強度的82%。雖然軟鋁型線強度只占整個導線強度的18%~30%,但該部分的強度對拉斷力試驗結果仍有比較大的影響。由于碳纖維復合芯軟鋁絞線的導電部分是由軟鋁型線絞制而成的,填充系數可達93%以上,再加上壓接管的壓接區有300mm左右,在壓接過程中,特別是后三模,鋁線表面就開始出現“燈籠”或松股現象,因此碳纖維復合芯軟鋁絞線試樣的制作時,必須控制和解決軟鋁型線出現的“燈籠”或松股現象。
為了保證碳纖維復合芯軟鋁絞線試樣的制作質量,獲得準確的拉斷力試驗結果,我們采取了下述解決措施:(1)按GB/T 2317.1—2008標準第7.1.1中試驗應選用與被試金具相匹配的導線,被試金具與導線連接時不得使導線起“燈籠”現象,試件中金具與金具之間或金具與夾具之間的導線長度應不小于導線外徑的100倍,且不小于2.5 m等,試樣長度應根據現場拉力試驗機的能力而定。在此應說明,目前碳纖維復合芯軟鋁絞線拉斷力試驗中終端頭最好的制作方法是壓接式,同時金具的握著力試驗也應在考核范圍內。(2)如圖5所示,在正壓操作時,當壓到B端壓接區最后三模時,應用手握住B端距金具出口150~300mm處,避免因應力集中導致該處起“燈籠”現象。(3)為避免鋁線松股現象,試樣另一端金具的安裝一般采用反壓的方式來完成,即從B端至A端。
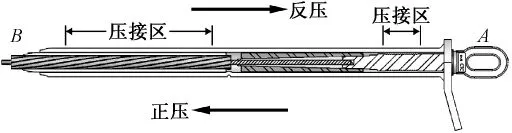
圖5 耐張線夾的安裝、壓接示意圖
2 拉斷力試驗的相關標準要求
在拉斷力試驗過程中應按標準GB/T 4909.3—2009要求安裝試樣,啟動拉力試驗機,拉力加載應平穩、速度均勻、無沖擊,拉伸速度均勻,控制在20~100mm/min。當試樣終端為低熔金屬澆鑄式終端時,碳纖維復合芯軟鋁絞線的拉斷力應符合GB/T 1179—2008標準第5.5.3條“當要求進行導線的拉斷力試驗時,應能承受不小于規定的計算額定拉斷力的95%,而且任一單線均不得斷裂”。
由于碳纖維復合芯軟鋁絞線中碳纖維復合芯所承受的拉斷力占導線的70% ~81%,而這一部分是采用楔型夾和楔型夾座等來連接的,屬非壓接式,因此應按GB/T 2314—2008標準第4.2.4條“架空電力線路用非壓縮型金具(螺栓型耐張線夾、楔型耐張線夾)對導線、地線的握力,其與導線、地線計算拉斷力之比應不小于90%”及GB/T 1179—2008標準的相關規定綜合考慮。金具握力試驗應根據GB/T 2317.1—2008標準中第7.1.2試驗步驟進行碳纖維復合芯軟鋁絞線安裝的金具握力試驗。先將被試金具安裝在拉力試驗機上,施加載荷達到導線計算拉斷力的20%,在金具出口端的導線上作一個參考標記,以測量導線相對于金具的滑移量;在不小于30 s時間內,將張力逐步增加到導線計算拉斷力的50%,保持120 s;之后在不小于30 s的時間內,將張力逐步增加到規定的握力值,保持60 s。
3 結束語
為保證碳纖維復合芯軟鋁絞線拉斷力試驗結果能夠反映碳纖維復合芯軟鋁絞線的真實性能,在拉斷力試驗時必須對金具的安裝質量和碳纖維復合芯軟鋁絞線試樣制作的質量進行嚴格控制。在拉斷力試驗時應避免接續管及耐張線夾壓接后未校直,模具選擇不合理,壓接過程中脫模野蠻操作而產生的復合芯橫斷面受力不均導致碳纖維內部出現斷痕,安裝過程主要承力元件安裝不合理而導致復合芯滑移或碳纖維出現斷痕,試樣制作過程中導線由于壓接的方法和處理方法不當所出現“燈籠”或松股現象等問題的出現。同時,還應注意拉斷力試驗過程中的拉伸速度不均及試驗結果的判定標準選用等情況。
由于目前碳纖維復合芯軟鋁絞線還處在推廣階段,很多電力安裝部門還不完全甚至根本不了解,加之該導線的金具安裝相關標準也尚未出臺,因此我們詳細闡述線路施工前拉斷力試驗中碳纖維復合芯軟鋁絞線試樣的制作過程,希望通過對架線人員進行金具的安裝培訓及相關注意事項的告知,促使更多的架空輸電線路使用碳纖維復合芯軟鋁導線,使其在新建電力輸電線路或老線路的改造上發揮出明顯的經濟效益和社會效益。
[1]GB 50233—2005 110~500 kV架空送電線路施工及驗收規范[S].
[2]GB/T 2317.1—2008 電力金具機械試驗方法[S].
[3]GB/T 2314—2008 電力金具通用技術條件[S].
[4]GB/T 1179—2008 圓線同心絞架空導線[S].
[5]遠東復合技術有限公司.Q/320282DFP01—2010纖維增強樹脂基復合芯軟鋁型線絞線[S].
猜你喜歡
紡織科學研究(2021年6期)2021-12-02 20:32:56
建材發展導向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年1期)2018-12-07 00:40:26
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08