軸類零件校直機液壓及PLC控制系統設計
2013-03-20 08:34:22張賢趙明光
機床與液壓 2013年8期
張賢,趙明光
(淮海工學院機械工程學院,江蘇連云港222005)
軸類零件是機械產品的重要組成部分,其加工質量直接影響到機械設備的傳動穩定性和使用壽命。在軸類零件的前期加工和后續熱處理過程中,不可避免地會出現彎曲變形,如果不及時進行校直處理會直接影響工件的后序加工或使用,甚至可能會出現相當數量的廢品。軸類零件校直機正是為克服這種不良影響而設計制造的。隨著現代科學技術的發展,機械加工水平的不斷提高,對零件加工用料、工藝銜接及零部件質量要求越來越高,校直機尤其成為軸類工件熱處理后不可缺少的關鍵設備。作者所設計的軸類零件校直機利用反向彎曲并逐漸減小壓彎撓度方法達到校直目的。該校直機集機械、液壓、檢測技術和PLC控制技術于一體,提高了產品的技術含量和加工精度。
1 校直機的結構和工作步驟
作者所設計的校直機是單懸臂式,主要由機架、工作臺、兩個V型支撐塊、壓力傳感器、校直液壓缸,以及用于調整V型塊間距的液壓缸組成,其基本結構如圖1所示。其中,兩個V型支撐塊之間通過工作臺內部的聯動機構實現同步對中;壓力傳感器安裝底座的高度可以根據校直零件的直徑進行調整。該校直機的工作方式是由液壓系統提供動力,通過校直液壓缸帶動壓頭下壓,對軸類零件的彎曲部位進行校直;通過壓力傳感器監測下壓程度,避免反向彎曲。

圖1 軸類零件校直機的基本結構
一次校直循環工作步驟如下:
(1)根據工件的長度和彎曲的位置,通過液壓缸和同步機構調整兩個V型支承塊的間距;
(2)將工件的原始彎曲部位支承在工作臺的兩個V型塊之間;使工件最彎部位處于壓頭下方;
(3)壓頭在校直液壓缸的帶動下,對準最彎部位進行反向壓彎;
(4)當壓彎量與工件彈復量相等時,由壓力傳感器發信號,液壓缸帶動壓頭撤回,工件的彎曲部位變直;
(5)校直工序完成后將工件取出。
2 校直機液壓系統及其工作原理
2.1 液壓系統的組成
所設計的校直機液壓系統如圖2所示。
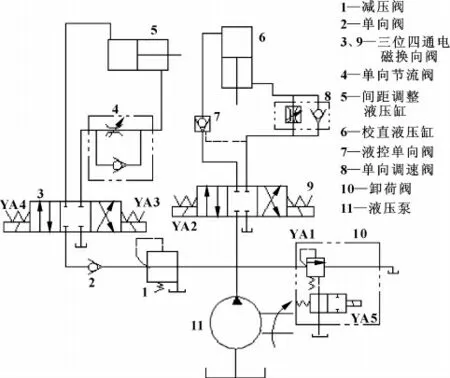
圖2 液壓系統原理圖
從節省成本考慮,采用定量葉片泵供油。系統的主要回路有調速回路、保壓回路、減壓回路和卸荷回路。卸荷閥10 在泵啟動和更換工件時起到卸荷作用,以減少能量損失,提高泵的使用壽命,在泵正常工作時也可以起到安全保護作用。
2.2 液壓系統的工作原理
液壓系統啟動后,按下工作按鈕,卸荷閥10的電磁鐵YA5得電,液壓泵11處于工作狀態。如需要調整V型支撐塊間距,則按下“縮小”或“加大”按鈕,分別使三位四通電磁換向閥3的電磁鐵YA4或YA3得電,液壓缸5 推動或拉動左側V型支撐塊移動,左右兩個V型支撐塊通過底部的同步移動機構聯系,可以使兩個V型支撐塊間距以對中的方式縮小或加大。間距滿足要求后,按下停止按鈕,使電磁鐵YA4或YA3斷電,換向閥3 回到中位,O型中位使V型塊定位,為校直工作做好準備。
按下校直按鈕,換向閥9的電磁鐵YA2的得電,校直液壓缸6 帶動壓頭下壓,下壓的速度由單向調速閥8 調節。校直到位后壓力傳感器發信號,使YA2斷電,換向閥9 回到中位,校直回路依靠液控單向閥7 實現保壓,保壓時間由定時器設定。保壓時間到,換向閥9的電磁鐵YA1得電,校直缸退回,到位后觸發接近開關,使電磁鐵YA1斷電,完成一次校直。控制系統在壓力傳感器接收的壓力達到一定程度時會使整個系統停機,避免系統故障造成損失。在調整校直位置或更換工件時,使電磁鐵YA5斷電,泵11處于卸荷狀態,以減少能量損失。
3 PLC控制系統設計
跟據上述校直機的工作步驟和液壓系統的工作原理,因需要壓力傳感器發送校直到位或故障信號,因此選用以PLC為核心的控制系統,同時也便于保證設備運行的安全可靠。依據控制系統對輸入/輸出點數的要求,并考慮20%~30%的備用量,以便于系統的擴展,此次設計選用三菱FX2N-48MR型PLC,外加FX2N-2AD 模擬量輸入模塊,通過壓力變送器接收壓力傳感器送來的連續電信號。上位機用來實時監控程序的執行狀態。控制系統的硬件結構圖如圖3所示。

圖3 控制系統硬件結構圖
所設計的控制系統既能夠實現校直工作的自動化控制,高效節能,減輕勞動強度,又能實現單步動作的控制,以便于校直機的手動控制和調試調整。控制程序流程圖如圖4所示。最后根據流程圖繪制出梯形圖,這里不再贅述。
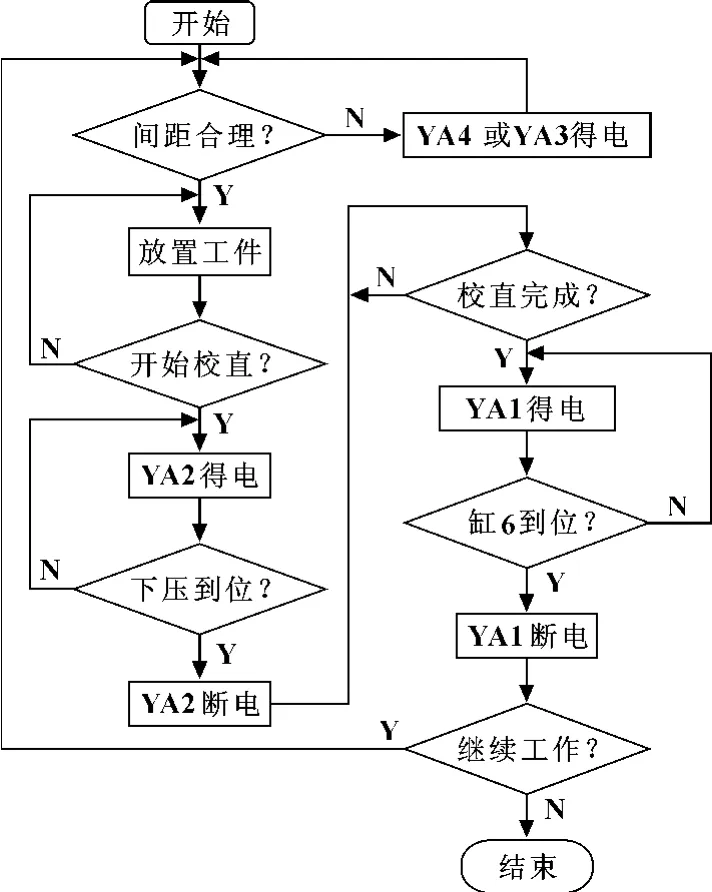
圖4 控制系統流程圖
4 結束語
由PLC控制的軸類零件校直機突破了傳統的軸校直工藝,提高了設備的自動化程度。采用壓力傳感器進行校直到位的判斷,解決了原始手工校直中存在的精確度不高及容易出事故的問題,提高了零件校直的速度,減輕了勞動強度,從而提高了企業的效益。
【1】許福玲,陳堯明.液壓與氣壓傳動[M].北京:機械工業出版社,2007.
【2】吳中俊.可編程序控制器原理及應用[M].北京:機械工業出版社,2008.
【3】賈文廣,王亞敏,賀瑞燕.YDG200型鐓管機液壓系統及PLC控制[J].流體傳動與控制,2011(2):44-45.
