基于PowerMILL的龍鳳銅碗五軸加工技術
2013-03-20 08:34:18林新貴鐘飛龍易根苗
機床與液壓 2013年8期
林新貴,鐘飛龍,易根苗
(廣州番禺職業技術學院,廣東廣州511483)
如圖1所示的龍鳳銅碗原是某企業委托我校加工的黃金展品,其整體結構如碗狀,外表面有一龍、一鳳、雙喜、樣條等圖案,加工要求形狀準確、尺寸精確、各曲面之間過渡光滑自然、圖案逼真、表面粗糙度小。此零件的加工屬于手板試制,目的是檢驗外觀、結構能否達到設計意圖。為降低成本,應企業要求,試加工材料采用黃銅。

圖1 龍鳳雙喜碗工程圖
1 零件的建模
首先在Powershape軟件中構畫出碗的半邊線框,通過旋轉命令生成碗的基本實體。然后按企業要求在
外部圖庫導入龍、鳳、雙喜和樣條等圖案,將其投影到碗的實體曲面上。最后通過拉伸命令將圖案拉伸成0.7 mm 高的實體,通過實體求和命令使碗基本實體和圖案實體成為一個實體,如圖2所示。

圖2 龍鳳雙喜碗實體圖
2 工藝分析
2.1 零件分析和毛坯準備
對零件圖分析可知:龍鳳銅碗最大高度為48.1 mm,最大直徑為103.3 mm,碗壁厚度約為2 mm,在碗外表面上有一條龍、一條鳳、兩條鏈條和兩個雙喜圖案,圖案的高度為0.7 mm,圖案結構相當復雜,并且構成要素細小,尤其是鳳的尾部羽毛結構十分細小,對編程和刀具選用有較高的要求,曲面數據龐大,加工精度要求較高。表面粗糙度要求較小。考慮裝夾的需要,把黃銅毛坯加工成φ104×53 mm,作為工件裝夾粗基準。
2.2 加工方案的確定
由于碗上圖案是分布在一張回轉的曲面上,曲面比較陡,形成較多的倒勾面,三軸數控機床無法加工,為了能把圖案清淅地加工出來需用五軸聯動數控機床,根據現有條件選擇了DMU40 五軸聯動高速加工中心。碗手板加工可有兩種方案,第一種方案是先加工碗的內表面(光滑面),再翻轉180°后加工碗的外表面(圖案面)。這種加工方案的缺點是翻面后不好定位,由于已加工好的內表面是光滑的,不利于裝夾定位,不易保證龍鳳雙喜圖案的精度和粗糙度。第二種方案是先加工碗的外表面 (圖案面),再翻轉180°后加工碗的內表面(光滑面)。這種加工方案彌補了第一種加工方案的缺點,但它也會產生工件剛性較差的問題,可采取減小切削用量和增大刀具直徑等措施來降低不利的影響。
2.3 裝夾方式
首先加工的部位是外表面,裝夾工件前先加工出下一工序的定位基準,將毛坯尺寸加工至φ98×53,采用三爪自定心卡盤裝夾(如圖3所示)。毛坯露出三爪卡盤至少50 mm,毛坯底部用3個等高的基準塊作為軸向定位;用探測頭精確找正工件的圓心作為X、Y軸的原點,毛坯頂面下降0.5 mm 作為Z軸的原點。
碗外表面加工完畢,第二次裝夾的加工內容是粗加工型腔(如圖4所示)。工件翻轉180°,以φ98 外圓柱面為裝夾面,碗底用一根基準圓柱棒支承作為軸向定位基準。用探測頭精確找正工件的圓心作為X、Y軸的原點,毛坯頂面下降0.5 mm 作為Z軸的原點。
碗手板內表面精加工時的裝夾是一大工藝難題,經研究,選用石膏作為粘結劑固定工件。預先設計和制造一個石膏盒,設計時要充分考慮碗的最大直徑、最大高度尺寸和基準面的平面度等要求;需特別強調的是,一定要保證石膏盒的形位公差要求。操作過程是調好石膏槳,把碗放到石膏盒里,以底面作為定位基準,固定不動,往盒里倒入石膏槳,均勻填滿整個石膏盒。待石膏干硬后,在碗口面找4個點打表檢查是否水平,如不水平,進行調整直到水平。用探測頭精確找正工件的圓心作為X、Y軸的原點,碗的頂面作為Z軸的原點(如圖5所示),三次裝夾加工后的工件分別如圖6—8所示。

圖3 工件第一次裝夾圖

圖4 工件第二次裝夾圖

圖5 工件第三次裝夾圖

圖6 第一次裝夾加工后的工件

圖7 第二次裝夾加工部位示意圖

圖8 第三次裝夾加工后的工件
2.4 加工刀具的選擇
由于毛坯材料是黃銅,硬度較低,切削性能較好,刀具材料選擇普通高速鋼刀具。同時碗上圖案結構比較細小,半精加工及精加工時盡可能選擇直徑較小的刀具,加工碗手板所用刀具如表1所示。

表1 刀具卡
2.5 制訂程序單
數控程序單是數控編程的主要依據,基于以上分析,制訂碗手板的程序單如表2所示。

表2 程序單
2.6 加工工序及關鍵工藝參數表
根據零件各加工區域形狀和幾何特點,對其進行工藝分析,各加工工序及關鍵工藝參數的設定見表3(表格中空白處表示無需設置)。
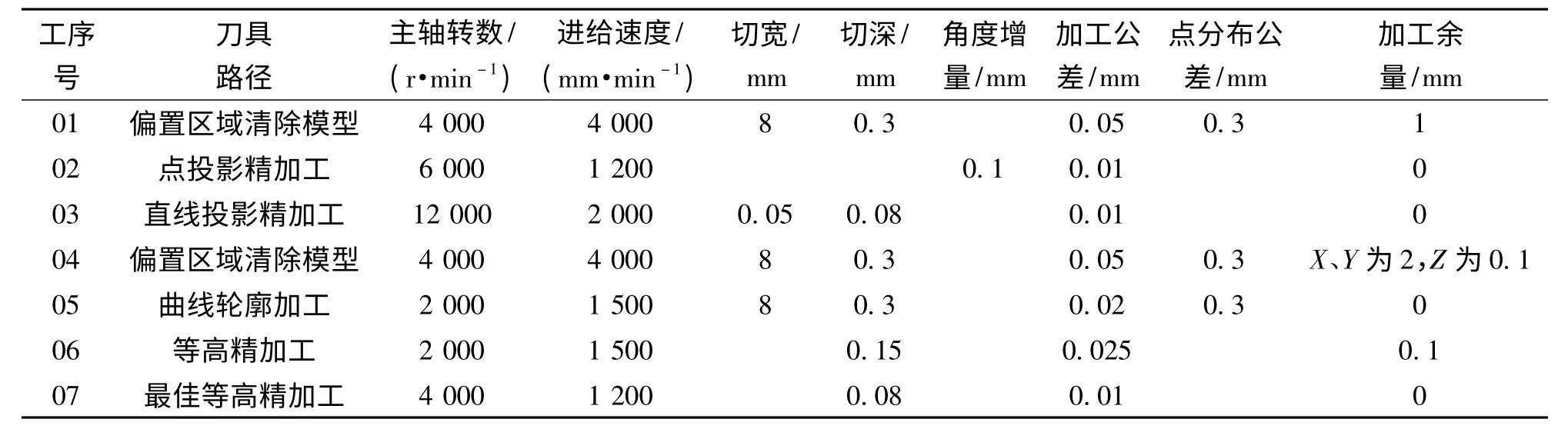
表3 加工工序及關鍵工藝參數表
3 結束語
五軸編程之后還要注意兩個問題:一是刀具路徑仿真,五軸數控機床編程比三軸數控機床復雜得多,五軸數控機床價格昂貴,編程時安全問題不能不考慮。在CAM軟件中進行刀路仿真時,有些安全隱患是看不出來的,比如刀軸的實際運動軌跡。為了安全起見,五軸加工刀具最好經過專業的仿真軟件進行仿真加工。二是后置處理,五軸刀具路徑生成后要進行后置處理才能產生NC代碼,而五軸數控機床的后置處理一般沒有通用性,不同類型的五軸數控機床不能使用同一后置處理機床選項文件,要根據具體的機床運動軸配置 (雙擺頭機床、雙轉臺機床、一擺頭一轉臺)、工作臺的行程、數控系統等因素訂制適合自已機床的后處理選項文件,這樣產生的NC代碼才正確,否則會造成走刀路線不正確,甚至造成機床與工件碰撞的嚴重后果。
按照上述工藝設置,應用PowerMILL軟件進行五軸編程,在解決路徑仿真、后置處理和裝夾難題之后,龍鳳銅碗的數控加工就是一個簡單的操作問題了,最終我們用了大約12 h 完成了產品的整體加工(如圖9所示),經檢測,其尺寸精度和表面質量都達到了要求。

圖9 加工后的龍鳳銅碗
【1】林新貴,易根苗,詹欣榮.基于MASTERCAM的深槽窄縫零件數控加工技術研究[J].機床與液壓,2010,38(4):12-14.
【2】楊書榮、周敏.深入淺出PowerMILL數控編程[M].北京:中國電力出版社,2008.
【3】夏天,單巖.PowerMILL數控編程基礎教程[M].北京:清華大學出版社,2005.
【4】馬海龍,段輝,湯愛君.薄壁零件切削變形的研究現狀綜述[J].機床與液壓,2010,38(09):117-119.
【5】黃曉峰,楊敏.高速銑削薄壁鋁合金表面粗糙度的實驗分析及應用[J].機床與液壓,2010,38(20):20-22.
【6】張斐,陶建華,劉曉初,等.基于POWERMILL的模具電極數控加工編程系統設計[J].機床與液壓,2010,38(12):24-26.
【7】彭新榮,孫小撈.影響高速銑削加工質量的因素及PowerMILL 高速銑削加工策略[J].機床與液壓,2011,39(12):22-23.
【8】李海濱,唐小波,高天宇,等.葉片數控加工表面粗糙度控制的研究[J].機床與液壓,2011,39(23):26-28.
