五軸聯動3D刀補矢量后處理算法的研究
2013-03-20 08:33:26黃秀文高偉強胡澤華章晶莊朱協
機床與液壓 2013年5期
黃秀文,高偉強,胡澤華,章晶,莊朱協
(廣東工業大學機電工程學院,廣東廣州510006)
隨著數控技術的日益成熟,五軸數控機床因其強大的加工能力和較高的加工精度得到越來越廣泛的應用。在五軸加工中,當CAM 編程理論刀具與實際加工刀具尺寸不相符,或使用加工刀具出現磨損使刀具半徑發生變化,這時刀具補償就顯得尤其重要。與三軸聯動中的2D刀具半徑補償相比,五軸數控加工刀補是在3D 空間進行的,由于每步加工刀路的刀軸矢量都有可能發生變化,刀具半徑的補償方向也隨時變化。而目前ISO6983 中定義的NC指令格式沒有關于五軸刀具半徑補償方向的描述,機床NC控制器無法從NC程序中獲得刀補方向的信息,即傳統的平面刀補相關的指令,如:G17/G18/G19、G41/G42/G40等在五軸加工中已失效[1]。插補程序段中提供的數據信息僅僅是刀具中心點坐標和刀具軸的方位角,刀具半徑補償實際上不可能進行,因為控制器不知道該往哪個方向進行補償,而這個方向對于刀具半徑補償非常重要[2]。在國外一些高檔五軸數控系統中自定義了接受刀補矢量方向的NC指令格式,例如FANUC15-MA (FANUC,1994)[3]、CINCINNIATI MILACRON ACRAMATIC 950 (CINCINNIATI,1990)[4]等,FANUC控制器采用了I_J_K_碼表示,而CINCINNIATI 則是采用P_O_R_碼表示[5]。
但是目前商品化的CAM系統不支持這類帶有3D刀補矢量的NC代碼格式,要使用這類系統中的3D刀補功能,只能花驚人的代價購附帶的專用編程系統或后處理器。研發五軸數控系統的3D刀補功能,首先要研究3D刀補矢量的計算和處理方法,解決帶有刀補矢量的五軸數控編程問題。五軸加工主要針對復雜形面,必須借助CAM軟件生成NC代碼。目前CAM軟件不支持帶有3D刀補矢量的NC代碼輸出,但一些CAM軟件生成的五軸刀位數據源文件(Cutter Location Source file,簡稱CLSF)可提供詳細的幾何信息,通過對刀位數據文件的分析、處理,可計算出各刀位點的刀具半徑3D 補償矢量,為實現五軸空間刀補提供必要的計算信息。
針對具有A/C軸的雙回轉工作臺五軸聯動機床的運動結構模型,以UG NX6.0 對葉片進行建模、加工生成的刀位數據文件(CLSF文件)為例,研究了通過設計開發專用后處理器來輸出帶有3D刀補矢量的NC代碼的方法。
1 五軸3D刀補矢量計算方法
Contacting Point)C 不發生變化。為此,在刀軸方向不變的前提下,使半徑變化后的刀具中心只能沿切觸點法向n 移動,以補償由于刀具半徑變化帶來的誤差。因此,切觸點法向n可作為刀補矢量。

圖1 五軸機床加工原理圖
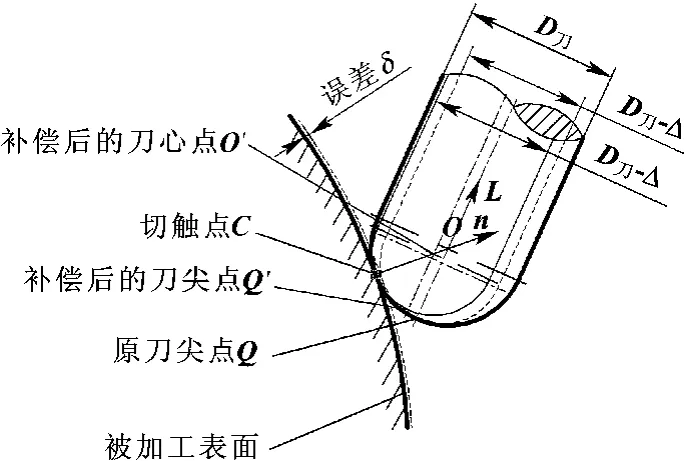
圖2 五軸3D刀補幾何模型
在數控系統中進行實時刀補時,如果可以從NC代碼中獲得原刀尖點Q、刀軸矢量 (Tool-Axis Vector)L、刀補矢量n,就可以通過矢量運算和坐標變換求出補償后的刀位點數據Q'和各進給軸坐標,由運動控制器實現補償后的五軸聯動插補運算。由此可知,求解刀補矢量n 成為解決五軸3D刀補的關鍵問題。
1.1 五軸3D刀補矢量計算
對于非刀補的五軸NC代碼,控制器可以從NC代碼中獲得刀尖點Q的坐標和兩個轉角坐標,根據五軸機床的結構及運動模型,通過幾何運算可求出刀軸矢量L(lx,ly,lz)。
CAM軟件生成的刀位數據文件可以獲得刀尖點(點Q)坐標和刀軸矢量L。由矢量關系:

其中:r為理論刀具半徑;
O為球刀中心點矢量。可求出球刀中心點O的坐標。由于點O 在切觸點的法向量通過的直線上,如果能夠獲得刀具與被加工表面的切觸點C的坐標,就可以由公式(2)求出刀補矢量n。

由式(1)、(2)可知,要計算刀補矢量n,除了刀尖點坐標和刀軸矢量外,還需提供刀具切觸點C的坐標。
1.2 UG的刀位數據文件中的刀具切觸點數據
在UG NX6.0的CAM模塊中創建五軸加工操作時,如果勾選了“非切削移動”對話框的“輸出切觸點數據”選項,其生成的CLSF文件將帶有各個刀位的切觸點坐標。下面是一段UG輸出的刀位數據:FEDRAT/MMPM,600.0000 ////FEDRAT 語句:用于定義刀軌進給速度及其單位;////

五軸空間刀補幾何模型如圖1、2所示。在數控3D刀補中,當刀具半徑發生變化(D刀-Δ)時,必須保證刀具與被加工表面的刀位切觸點 (Cutting
“GOTO”語句的格式歸納如下:GOTO /X_,Y_,Z_,I_,J_,K_$$II_,JJ_,KK_其中:X_,Y_,Z_為刀尖點Q 在工件坐標系中的坐標;I_,J_,K_為單位刀軸矢量的三項分量;II_,JJ_,KK_為切觸點C 在工件坐標系下的坐標,用“$$”符號來劃分。
提取其中的刀尖點、切觸點坐標和刀軸矢量,由式(1)、(2)可計算出刀補矢量。通過專用后處理器對CLSF文件處理,最終輸出帶有3D刀補矢量信息的五軸NC代碼。
2 雙轉臺型五軸機床后置處理
由刀位數據和切觸點坐標計算出刀補矢量后,需根據五軸機床的結構和運動模型,運用坐標變換的處理方法,將刀位數據轉換成特定機床的NC代碼。這一過程就是數控后處理。
以具有A/C軸雙回轉臺五軸機床為例,參考FANUC 帶刀補的NC指令格式,定義帶有刀具補償矢量的NC代碼格式為:
G01 Xx_ Yy_ Zz_ Aa_ Cc_ Ii_ Jj_ Kk_
其中:Ii_ Jj_ Kk_為刀具單位補償矢量的三項分量。
2.1 A/C軸雙轉臺五軸機床結構運動模型
如圖3所示為A/C軸雙回轉臺五軸立式機床模型。其中A/C軸轉臺搭載在X-Y 工作臺上,工作臺運動結構配置采用“Y—X—A—C—工件”的串行運動鏈形式;刀具沿Z軸方向運動。A軸擺動角度范圍:±110°,C軸轉臺運動范圍:±2 100 000°。圖4為五軸雙回轉工作臺示意圖,其中OmXmYmZ為工件坐標系:指的是編程坐標系;OrXrYrZ為名義坐標系:機床A、C軸回轉中心線交點為原點建立的機床運動坐標系;OcXcYcZc為刀具參考坐標系:刀具旋轉擺動參考坐標系;L 指的是刀軸矢量。

圖3 五軸雙轉臺數控機床
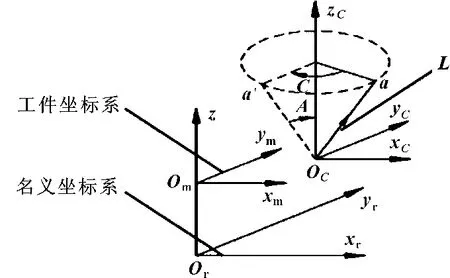
圖4 五軸雙回轉工作臺示意圖
2.2 NC代碼的進給軸坐標計算
刀位數據轉換成A/C軸雙轉臺五軸機床的NC代碼,需要進行坐標變換等數學處理。設切觸點C的坐標為(xC,yC,zC),根據刀具的刀位文件輸出的信息,包含有刀尖點Q坐標為(xQ,yQ,zQ),刀軸單位矢量L=(lx,ly,lz)。
2.2.1 NC回轉坐標A/C軸的計算
計算機床的運動坐標值(相對于OrXrYrZ 名義坐標系)X、Y、Z 及相應的回轉角度A、C[6]。由于刀具相對于工件在空間作旋轉擺動,刀尖點坐標時刻在變化,需先通過CLSF 中的刀軸矢量來計算出A、C角,然后再確定刀具擺動后的刀尖點坐標。
A、C 轉角的計算有如下兩種情況:
第一種情況:工作臺相對刀具轉動,工作臺繞X、Z軸旋轉,同樣遵守右手法則,即四指所指方向為正方向,即逆時針方向為正方向。首先將刀軸的起點移到工件坐標系的原點,將刀軸矢量繞Z軸順時針轉到(-Y) (+Z)平面上,再將刀軸矢量繞X軸順時針旋轉到與Z軸坐標方向一致[7],則刀具相對于工件旋轉方向與以上剛好相反。為此,首先刀軸矢量L 相對于工件繞X軸逆時針轉動A角,然后使刀軸矢量L 相對于工件繞Z軸逆時針轉動C角。A、C角的計算公式定義如下:

當lx=0時,令[7]:

第二種情況:刀軸矢量也可以繞Z軸順時針轉到(+Y) (+Z)平面上,再將刀軸矢量繞X軸逆時針旋轉到與Z軸坐標方向一致,則刀具相對于工件旋轉方向與以上剛好相反。則計算公式與公式(3)類似,簡寫為A'=-A;C'=C+180°,其中A、C 均為公式(3)計算的結果。
由于考慮到加工的效益,避免轉臺的空跑現象,在刀路合理(不發生干涉)的條件下,小角度的轉動可以更快地進入加工狀態。

圖5 A、C角度判定示意圖
(1)A角的正負變換,可以減少C角度的大范圍、大角度的旋轉,加工時,由于是小角度的轉角,A角度由負到正或者由正到負,是通過零度角來判定。圖5為A、C角度判定示意圖。其中Ln(lnx,lny,lnz),L(n+1)(l(n+1)x,l(n+1)y,l(n+1)z)分別表示第n條、第n+1條GOTO 語句的刀軸矢量。
(2)計算C角


如果:(1)lnxl(n+1)y-lnyl(n+1)x≥0,則屬逆時針方向,旋轉為正,那么Cn+1=Cn+C_corner;
(2)lnxl(n+1)y-lnyl(n+1)x<0,則屬順時針方向,旋轉為負,那么Cn+1=Cn-C_corner;
2.2.2 機床運動坐標X、Y、Z的計算
求刀尖點Q(xQ,yQ,zQ)經工作臺轉動后在名義坐標系OrXrYrZ 中的位置 (即機床運動坐標值X,Y,Z),需要注意的是,在進行坐標變換的時候,要按照先動軸后定軸的順序[8]。
將工件坐標系OmXmYmZ 平移到名義坐標系OrXrYrZ,變換矩陣為T1;工作臺(工件)繞C軸順時針轉動C角,變換矩陣為T2;工作臺(工件)繞A軸順時針轉動A角,變換矩陣為T3:
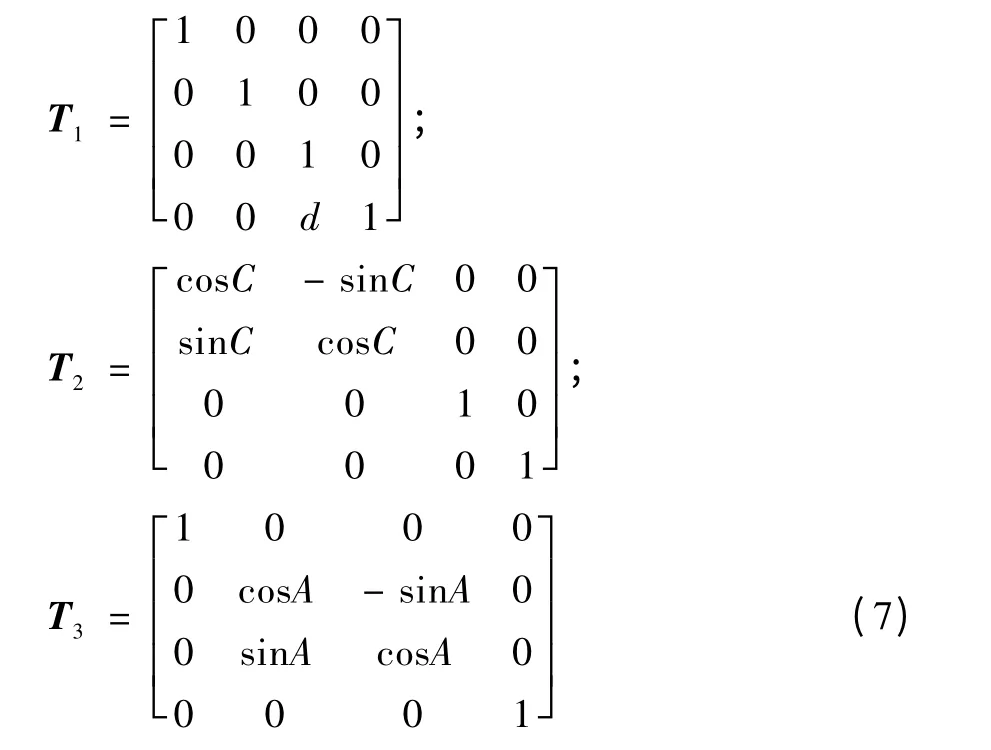
其中| OmOr|=d,即編程坐標系與名義坐標系在Z軸方向的偏置值;
則[X Y Z 1]=[xQyQzQ1]T1T2T3,將 式(7)代入整理可得:

3 帶刀補矢量的后置處理器程序開發及其仿真驗證
基于上述計算方法,以VC++6.0為編程平臺開發了一個生成帶刀補矢量的五軸數控專用后置處理軟件。程序的部分流程如圖6所示。程序啟動,通過用戶輸入刀具半徑尺寸和偏置值d 等數據,打開CLSF文件,提取CLSF文件中的刀尖點坐標、切觸點坐標和刀軸矢量等信息進行信息加工,最終生成帶有3D刀補矢量的NC代碼。后置處理的軟件界面如圖7所示。

圖6 程序的流程圖

圖7 后置處理的軟件界面

圖8 NC代碼生成
圖9是Vericut7.0 上模擬加工的葉片,仿真加工過程沒有發生干涉、碰刀和過切、欠切等現象,符合加工要求。
圖10為加了刀補后重新生成的NC代碼對比圖,圖11為3D刀具補償示意圖。由圖11可知,兩把刀具在切觸點處唯一點處與曲面相切,且加工結果并沒有發生過切、欠切、碰刀現象,滿足模擬實驗加工要求。

圖9 加工葉片仿真
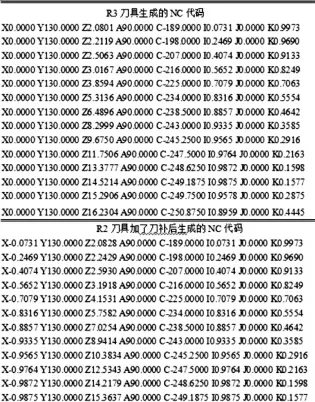
圖10 3D刀補后NC代碼對比圖

圖11 3D刀具補償示意圖
4 結束語
要開發具有3D刀補功能的五軸數控系統,首先需研究五軸3D刀補的計算和處理方法,解決帶刀補矢量的五軸NC代碼的編程問題。作者針對A/C軸雙轉臺五軸機床結構模型,研究五軸3D刀補矢量的計算方法,分析了五軸數控后置處理過程相關算法,并開發了一個專用后處理器,實現了帶刀補矢量的五軸NC代碼輸出轉換。在此基礎上,以葉片零件五軸加工為例,在Vericut7.0 上進行NC代碼模擬加工驗證,并對生成的3D刀補矢量進行圖形模擬分析,仿真及分析結果均滿足加工精度要求。所研究的五軸3D刀補及其后處理算法,對開發具有3D刀具補償功能的五軸聯動數控系統,實現五軸聯動加工的空間刀具補償具有一定的參考價值。
【1】陳良驥.復雜曲面數控加工相關技術[M].北京:知識產權出版社,2008:176-177.
【2】李粉霞,楊潔明.基于五軸聯動數控系統刀具半徑補償的研究[J].機床與液壓,2010,38(3):60-63.
【3】FANUC.Programming Manual for FANUC Series 15-MA[M].1994.
【4】Cincinnati Milacron.Programming Manual for Cincinnati Milacron Acramatic 950PC/MC Rel 2.0 Computer Numerical Control[M].1990.
【5】陳良驥,王永章.五軸聯動數控加工中的刀具補償方法[J].制造技術與機床,2006(2):22-25.
【6】何永紅,齊樂華,趙寶林.雙轉臺五軸數控機床后置處理算法研究[J].制造技術與機床,2006(1):9-12.
【7】劉雄偉.數控加工理論與編程技術[M].北京:機械工業出版社,2001:139-140.
【8】張香玲.五坐標數控系統刀具長度補償算法的研究與實現[D].沈陽:中國科學院沈陽計算技術研究所,2008.