數控銑削時工件振動響應的試驗研究
2013-03-20 08:33:22張彬彬張強李順才
機床與液壓 2013年5期
張彬彬,張強,2,李順才
(1.江蘇師范大學機電工程學院,江蘇徐州221116;2.空軍勤務學院四站系,江蘇徐州221000)
數控銑床在加工過程中產生的振動在一定程度上會影響被加工零件的質量、減少刀具的使用壽命等。目前數控銑床的使用越來越普及[1],關于銑削過程中的振動,不少學者已進行了一些基礎性研究。機床的振動測試不僅對機床動力學研究起重要作用,而且在機床故障的診斷和分析上應用廣泛。區炳顯等[2]在虛擬儀器LabVIEW的基礎上開發了采用掃頻方法測試結構動態特性的振動測試系統,并通過試驗驗證了該系統的準確性和精度;李康舉等[3]對VMC850數控銑床切削振動信號進行了檢測和分析,并對機床切削參數進行控制,從而提高了數控機床的振動控制能力;高秀成[4]基于對機床振動信號的分析,實現了刀具破損自動報警;劉穩善等[5]對銑床進行了振動和噪聲測定;劉業顏等[6]介紹了數控機床振動診斷方法,并對數控機床振動測試系統進行研究。在機械加工過程中,振動是影響被加工件尺寸誤差的重要因素之一,而且還大大影響生產效率,因此對機床振動進行在線監測和控制成為改善機床加工系統穩定性的主要技術。作者結合虛擬測試技術[7-10],采用重慶大學生產的QLVC-ZSA1型嵌入式虛擬振動測試儀對工件在給定銑削參數的數控銑削過程中的振動進行了測試研究。
1 試驗儀器
此次試驗在型號為XKA714/B的數控銑床上進行,采用面銑刀 (PM90-63LD15),被銑削工件為長150 mm、寬110 mm、厚30.6 mm的45號鋼塊,銑削前工件的質量為3.969 kg。利用QLVC-ZSA1型振動信號分析儀存儲和分析壓電式加速度傳感器拾取的工件在豎直方向的振動信號,試驗設備如圖1所示。
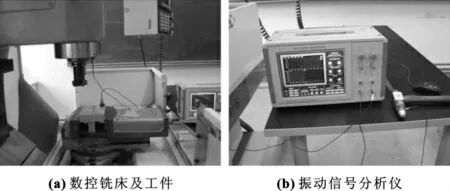
圖1 試驗設備
2 試驗方法
試驗前先用錘擊法測試了銑削前加工系統的固有頻率,通過多次平均測得其固有頻率為484 Hz;然后測試了工件在一定的銑削深度e、銑刀進給速度v和不同主軸轉速n 下的振動響應,試驗參數如表1所示,試驗時兩個傳感器在工件上的位置如圖2所示。振動信號分析儀前面板上有“傳感器1”和“傳感器2”兩個加速度信號接入通道,在測試銑削工件的振動響應時,將加速度傳感器接入這兩個通道即可。
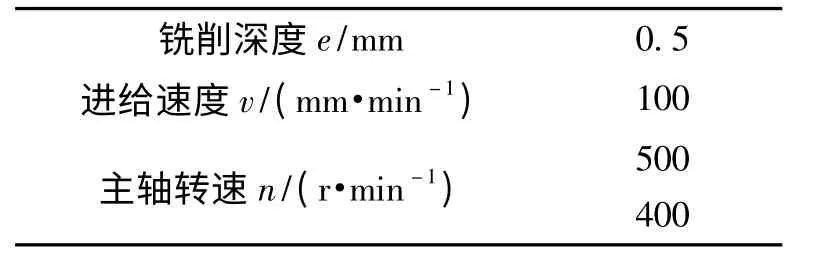
表1 銑削試驗參數

圖2 傳感器在工件上的位置
在進行測試時,振動測試儀的采樣頻率設定為30 000 Hz,每一次采樣的記錄時間為2.18 s。在一次完整的走刀銑削過程中,需在線記錄并存儲多個采樣文件。其中傳感器1 和傳感器2 拾取到的振動信號分別通過A 和B 兩個通道實時顯示在振動分析儀的界面上,由動態信號分析儀的頻譜分析功能模塊可得到采集信號的各種頻譜圖。由于自功率譜密度函數表示隨機振動的能量按頻率分布的度量[11],因此,對拾取到的振動信號采用自功率譜密度函數進行分析,試驗分析時記錄每個采樣文件的最大自功率譜密度值及其對應的頻率值。
3 試驗結果及分析
在一次完整走刀的銑削過程中,A 和B 兩個通道同時記錄兩個不同位置的振動信號,每次走刀可進行約10次的有效采樣。圖3給出了轉速為500 r·min-1時,其中一個采樣文件A、B 兩通道加速度信號的時域曲線。表2給出了該轉速下的一次完整走刀過程中A、B 兩通道所采信號的最大自功率譜密度值ρ,根據表2繪制最大自功率譜密度值ρ 隨采樣次數N的變化曲線,如圖4所示。
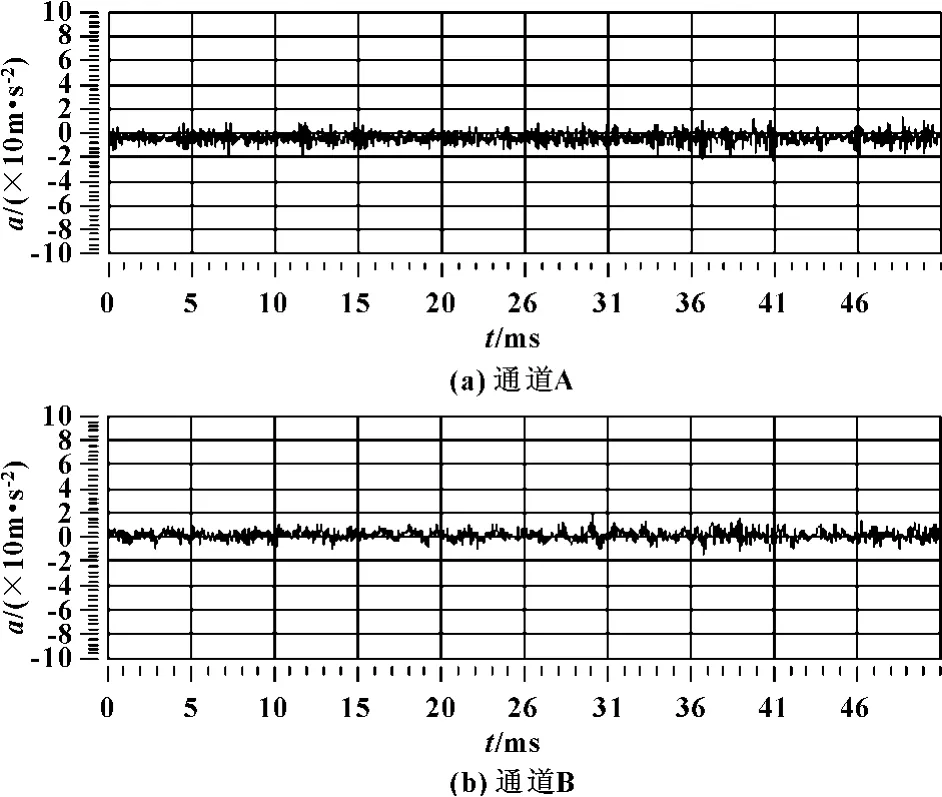
圖3 某采樣信號的時域曲線
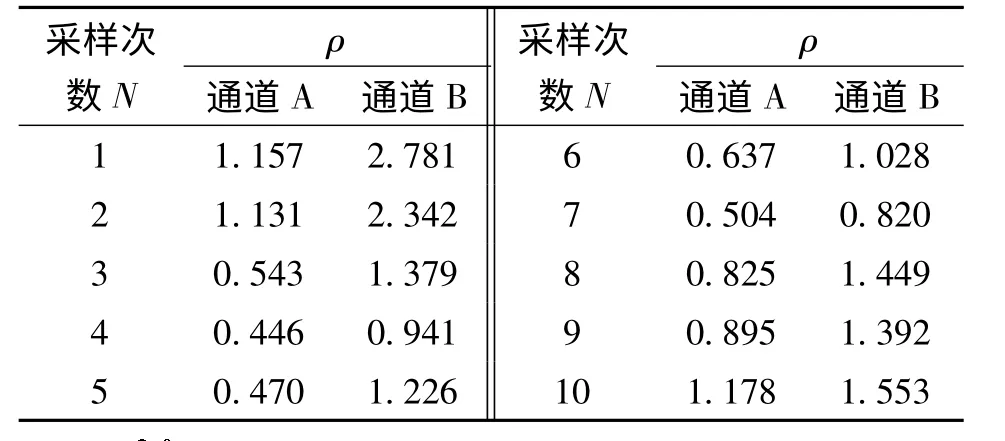
表2 n=500 r·min -1時A、B 兩通道信號的最大自功率譜密度值ρ 10 -4m2·s -3
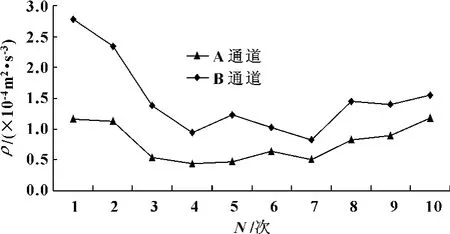
圖4 n=500 r·min -1時工件振動最大自功率譜密度值變化曲線
根據圖4,在一次完整走刀的銑削過程中,工件振動最大自功率譜密度值的變化規律為:當銑刀剛接觸工件時,其自功率譜密度值最大,隨后迅速減小;待銑刀完全與工件接觸后工件的振動相對平穩,其自功率譜密度值的波動范圍變小,在接近走刀的中間行程時自功率譜密度值最小;當銑刀即將離開工件時,自功率譜密度值開始增大,且趨于進入工件時的自功率譜密度值。在一次完整走刀的過程中,工件振動的最大自譜密度值約是最小值的3倍。
作為對比,圖5、圖6分別給出了主軸轉速為400 r·min-1時銑刀連續3次走刀,通道B 自功率譜密度最大值及其對應的振動頻率隨采樣次數的變化規律。圖4中通道B 自功率譜值的平均值為1.491×10-4m2·s-3,而圖5中連續3次走刀自功率譜值的平均值分別為0.834×10-4、0.817×10-4、0.829×10-4m2·s-3。可知:在其他銑削參數不變時,主軸轉速降低,自功率譜值也顯著降低,即工件所受強迫振動的能量也明顯減小。
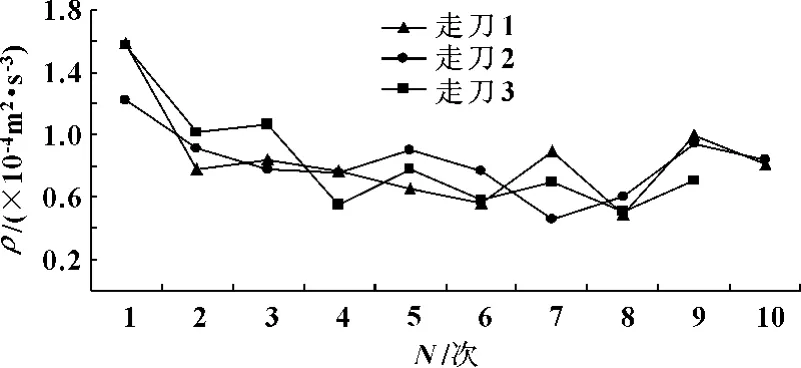
圖5 n=400 r·min -1時工件振動最大自功率譜密度值變化曲線

圖6 n=400 r·min -1工件的振動頻率
圖5、圖6中連續3次走刀自功率譜平均值的變化及頻率的變化都不顯著。雖然在銑削過程中隨著銑削的進行,工件材料減少,工件質量減小,但相對轉速而言,這種材料的減小對工件受迫振動的能量及頻率不會產生太顯著的影響。圖6表明:在轉速為400 r·min-1時,工件在自譜密度最大時并未出現高頻振動,頻率在580 Hz 上下波動;在最后即將離開工件時,存在著瞬態沖擊,頻率有所提高。此次試驗表明:轉速為400 r·min-1時產生的激振頻率都遠離了共振區,與固有頻率相差甚遠。
4 結束語
基于工件在數控銑削過程中的振動測試,得到了工件振動響應的時域及頻率曲線。研究表明:
(1)在一次完整走刀的銑削過程中,工件振動的自功率譜密度呈現一定的變化趨勢,最小值一般出現在銑削穩定時走刀行程的中間位置;
(2)隨著轉速的降低,工件振動的最大自功率譜密度值明顯減小;
(3)連續走刀時工件材料的減少對其受迫振動的能量及頻率的影響不明顯。
【1】潘科峰.淺析數控銑床機械結構及工作原理[J].工業設計,2011(9):131.
【2】區炳顯,王民,昝濤.機床振動掃頻系統開發與研究[J].機械設計與制造,2010(12):163-165.
【3】李康舉,劉永賢,馮保忠.多條件數控銑床切削振動控制[J].遼寧工程技術大學學報,2011(1):104-108.
【4】高成秀.基于振動信號的數控銑床刀具破損診斷方法[J].蘭州工業高等專科學校學報,2004(3):16-18.
【5】劉穩善,惠記莊,張天明.銑床振動和噪聲測試[J].長安大學學報:自然科學版,2004,24(6):80-83.
【6】劉業顏,鄭文.數控機床振動測試系統的研究及應用[J].機電工程技術,2010(2):23-25.
【7】金青,潘雪濤,申陽,等.基于Data Socket技術的遠程振動虛擬測試系統的設計[J].工況自動化,2008(5):40-43.
【8】趙華.虛擬儀器在機械振動測試平臺設計中的應用[J].煤炭機械,2012,33(1):17-20.
【9】唐一科,蔣劉義,陳國聰.機床振動測試分析系統開發[J].重慶科技學院學報,2011,13(2):113-116.
【10】李強,姚紅兵.基于LabVIEW的振動虛擬測試系統的設計[J].儀器儀表用戶,2009 (3):12-13.
【11】熊詩波,黃長藝.機械工程測試技術基礎[M].北京:機械工業出版社,2006.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00