基于有效值法的控制系統溫度聯鎖保護在紅鋼的應用
2013-03-20 07:18:08徐立榮
科技視界 2013年12期
徐立榮
(昆明鋼鐵集團 紅河鋼鐵有限公司,云南 蒙自661100)
隨著工業自動化發展及節能降耗需求愈來愈迫切,控制系統能否按照設計預期安全穩定的的運行以滿足正常生產的需要已經是每個控制系統技術人員的共同追求。而控制系統的斷線保護問題一直困擾著廣大的控制人員,由于設計和維護之間存在一定的鴻溝,要想徹底地解決控制系統斷線誤動作聯鎖事故的發生,必須是經過嚴格的設計編程及維護人員在實踐中的不斷完善才能讓控制系統更加優化以滿足連續安全穩定生產的根本要求。目前紅鋼大型設備較多,以高爐風機為例說明,如果高爐風機事故,動輒都是數十萬,甚至是上百萬的經濟損失,如何保證高爐風機的安全運行成為了高爐安全運行的重中之重,其他的大型設備也如此,比如轉爐風機、主抽風機、軋鋼精軋機、制氧空壓機等等。
1 常見控制系統斷線保護處理
PLC的CPU是整個控制系統軟硬件的核心,一般的控制器在完成基本數據信號處理時,具有靈活的報警處理和質量碼功能,雖然每個廠家生產的控制系統都有各自的質量碼,但總體上只是滿足基本的控制要求。通常是通過對過程點的傳感器和高低限的檢查,系統的測點在遇到斷線時都能第一時間反應出來,當現場儀表斷線時,質量碼置位以方便報警和讓用戶自動切除聯鎖,防止誤動作的發生。但是生產廠家考慮的只是基本的保護措施,現場使用的時候還要看具體情況,由用戶自己進行優化編程處理,比如接觸不良就是一個非常大的控制系統安全隱患。目前常規控制系統提供的斷線質量碼無法滿足現場大型設備的安全要求,這就要求我們要結合現場情況,對斷線保護法就行優化改造以達到滿足工業安全生產的需求。
2 新型斷線保護法
每個聯鎖控制點的數據采集,在設計初期,我們都是希望測量的值是在合理的范圍內的波動,甚至是希望不要出現波動,但實際情況遠非我們的設計初衷,尤其是設備及測量儀表老化后,比如接觸不良,設備突然收到外部信號的干擾等等,如何有效快速的分辨出信號的真假,既達到保證工聯鎖保護的有效動作,又要避免誤動作的跳機的發生就顯得非常重要,通過以上常規斷線保護方法的描述可以看出,常規斷線保護無法完成對接觸不良,甚至是時間較長的干擾信號的合理取舍,在事故分析過程中,往往把這些事故原因歸結為操作失誤,維護不到位等等,事實上,經過多次實驗測試就現場調試后發現,通過實驗及現場數據的合理采集處理,能有效避免聯鎖誤動作的發生。值得一提的是,有效值法需要的有效值不是靠憑空的來的,需要大量的實驗數據采集,還要結合具體設備進行測試后選擇這種辦法總結得出。
2.1 問題的提出
本文論述的設計依據是Pt100測量溫度時主要是利用電阻隨溫度的變化近似線性的變化來實現對溫度的測量,但在實際使用過程中會經常出現因維護不到位、設備老化、人為誤操作等影響電阻的大小間接影響溫度測量值導致事故的發生。在控制系統中,要解決這類型的外部干擾,如何界定電阻信號的真假顯得非常重要。課題就是利用實驗數據結合實際情況對控制系統溫度聯鎖點進行優化控制,控制系統優化后達到設計預期,完全滿足實際生產需要。其他常見的數據信號也可以采用類似的方式就行處理。下面進行簡單的介紹,由于設計到部分技術保密,不做詳細闡述。
2.1.1 測試總趨勢圖介紹

圖1

圖2
圖1是溫度變化總的趨勢圖,從圖中可以看出,分別用了兩個溫度測點,紅色的測點為溫度經過變送器后輸入控制系統,黑色測點為直接把測量電阻輸入控制系統。其中分兩次進行了升溫測試,一次是25-85℃(介質為水),一次是85-122℃(介質為油),兩次升溫過程是溫度測量的自然升溫,即高溫源恒定,讓測量探頭測溫自然變化。接觸不良測試進行多次測試,每種測量方式各進行一段時間測試。
2.1.2 常規升溫曲線介紹
圖2為常規升溫曲線圖,比上圖進行了稍微放大,并標注了具體時間,從圖上可以看出,兩種測量方式,溫度從投入高溫的測量介質水和油中后,溫度升高40攝氏度需要2-3分鐘不等。
2.1.3 兩種測量方式的接觸不良趨勢介紹
從圖3-圖4中可以看出,在探頭接線出現接觸不良時溫度的變化并不是直線上升的(不同于斷線),而是有1-4秒的變化過程,正是這個過程會給控制系統信號采集帶來災難性的后果。常規控制系統無法識別這種變化過程,只有人為干預才能避免事故的發生。
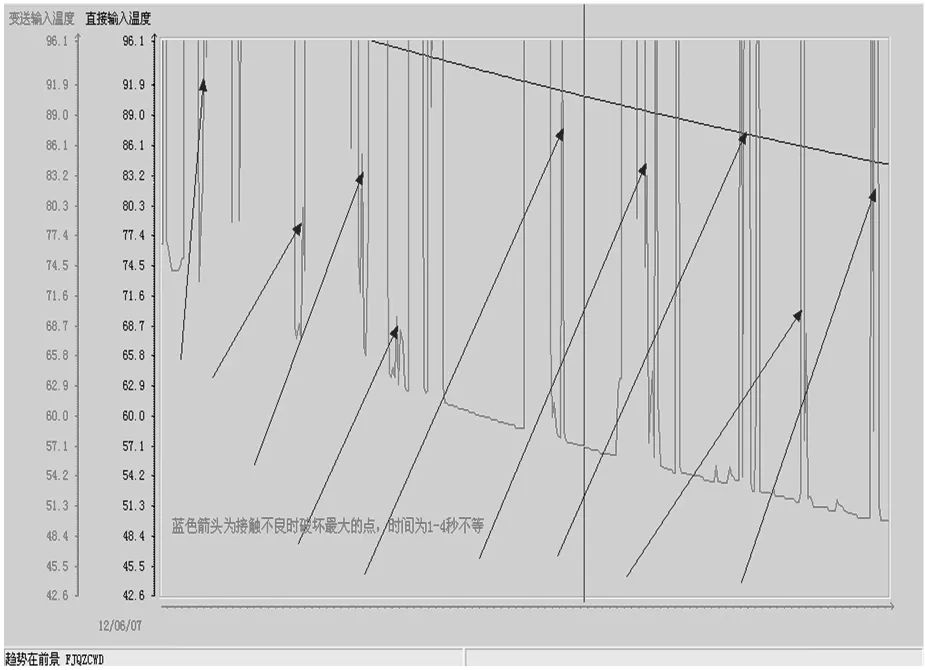
圖3
圖4

圖5
仔細看以上四個圖不難看出,溫度測量的正常溫度變化和接觸不良及測量探頭斷線都是有自己的鮮明特征的,最大的不同是不同設備之間會存在一定的差別,這就需要大量的實驗數據結合實際生產設備進行人為干預才能避免生產事故的發生。該方法主要是采用有效值法結合控制系統程序對測量點溫度采集進行合理取舍,自動判定數據的真實性,如果出現接觸不良或斷線時自動切除聯鎖并輸出聲光報警提醒技術人員及時處理。該方法已經經過大量實驗后投入到紅鋼動力能源廠主要風機控制系統中使用,效果明顯,達到了設計預期,完全滿足安全生產的需要。
2.2 控制原理圖(見圖5)
來自現場儀表的數據經過初步數據處理(常規數據處理)后提供上位機顯示報警使用及提供給有效數據處理模塊進行二次數據處理,二次數據處理模塊中需要進行有效值參數的設定(根據實驗數據結合現場數據綜合設定),處理后的數據再進行聯鎖動作的判斷,異常數據輸出報警的同時,再經過濾波處理后提供給二進制質量碼指令供控制系統聯鎖保護自動投入/切除聯鎖使用。
2.3 有效值法的效益分析
該控制系統優化方法適合各型控制系統,有良好的安全收益和社會效益。該控制系統溫度聯鎖優化方法經過嚴格實驗測試后投入1#2#3#高爐風機、1#2#3#主抽風機、1#2#3#轉爐風機,投入生產實踐一年多,使用效果明顯,沒有因溫度測點接觸不良導致控制系統聯鎖誤動作停機事故的發生。目前三大風機保守設置的有效值區間為50℃,相比實驗數據40℃稍微有所提高 (從保護設備角度考慮),延時時間1-5秒不等,優化后既能滿足保護生產設備安全需求,又能保證設備能正常聯鎖動作的要求,完全符合生產實際需要。3套高爐風機間接收益=120萬×15%×0.15%×365×3=29.56萬元,主抽風機、轉爐風機收益風險要偏少很多,間接收益=2萬×10%×0.1%×365×6=4380元。推廣使用后,將大大降低設備設備事故率,有效減少不必要的事故停機時間,減少不必要的成本支出,間接起到降本增效的目的,為公司的發展做了基礎貢獻。
3 結語
控制系統優化控制以達到更為理想化的控制是我們每個控制技術員的共同追求,如何有效的對控制系統中的各數據進行合理有效的取舍是一項非常重要的工作。有效值法能把錯誤信號、假信號、干擾信號、接觸不良信號有效濾除,既保證控制系統安全保護聯鎖的有效動作,又能保證不出現誤動作的發生,值得改進和推廣。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
工業設計(2016年12期)2016-04-16 02:52:00
