鋁鋰合金攪拌摩擦焊搭接接頭組織及力學性能
2013-03-13 10:33:02張丹丹曲文卿莊來杰楊模聰
航空材料學報 2013年2期
張丹丹, 曲文卿, 莊來杰, 楊模聰, 陳 潔, 孟 強, 柴 鵬
(1.北京航空航天大學機械工程及自動化學院,北京100191;2.上海飛機制造廠,上海200436;3.北京航空制造工程研究所中國攪拌摩擦焊中心,北京100024)
21世紀是國內外飛機制造技術飛速發展的時期,在眾多先進飛機制造技術中,攪拌摩擦焊(簡稱FSW)作為一種新型的固相連接技術,在連接飛機金屬材料(鋁合金、鈦合金)時具有焊接材料兼容性好、接頭性能高等特點。FSW過程節能環保、易于控制,應用于飛機制造具有明顯的技術和經濟優勢[1~3]。
鋁鋰合金具有低密度、高比強度、良好的低溫性能、耐腐蝕性能等優點,正逐步取代常規鋁合金系成為我國飛機壁板選擇采用的高性能結構材料。而采用傳統的熔焊技術連接鋁鋰合金時,鋰元素容易發生燒損、出現焊接氣孔和凝固裂紋等缺陷,從而制約了鋁鋰合金的工程應用。已將FSW技術應用于鋁鋰合金連接的研究表明,FSW技術能夠獲得良好的力學性能接頭[2,3]。
新型飛機機身制造時,需要大量的對接和搭接結構,特別是加強筋和蒙皮壁板之間的“工”形、“Z”形和“L”形搭接結構非常普遍。另外,采用FSW代替鉚接,具有減重和提高結構整體性能的優勢[1],同時搭接接頭因焊前準備和裝配簡單、能夠滿足多種形式構件的焊接需要,具有廣闊的應用前景[4~6]。
目前國內在攪拌摩擦焊(FSW)工藝方面的研究主要集中在焊接參數優化和對接接頭性能提高上,對于厚度為3mm的鋁合金板,當焊接速率為140~220mm/min,旋轉速率為 1400~1600r/min時,可獲得表面平整、力學性能優良的對接焊縫[5],汪洪峰等人[6]研究了攪拌摩擦焊工藝參數對7022鋁合金殘余應力及耐磨耐蝕性能的影響,徐效東等人[7]研究了鋁合金接頭組織,而對鋁鋰合金搭接接頭性能方面的工藝研究相對較少。已有研究表明:在FSW搭接接頭焊縫中,未焊合的搭接界面會發生垂直方向上的彎曲,而這種彎曲的搭接界面將降低接頭的承載能力,在一定程度上影響了FSW搭接接頭的推廣應用,具有重要的研究意義[8]。所以針對FSW搭接接頭的研究,如搭接接頭特征、接頭缺陷及優化焊接工藝等方面,無疑具有重要的學術價值和工程意義。
本工作深入分析鋁鋰合金FSW搭接接頭不同區域的微觀組織與界面成型性能、探索不同工藝參數和熱處理狀態對FSW搭接結構拉伸性能的影響,為FSW技術在飛機壁板關鍵結構件的工程應用提供數據基礎和技術支持。
1 實驗方法和材料
實驗母材選用2mm厚Al-Li-S4和2099鋁鋰合金軋制板材,化學成分見表1和表2。采用攪拌摩擦焊機FSW2-4CX-006焊接獲得“Z”形搭接接頭。焊前用鋼絲刷去除待焊表面的氧化膜,攪拌頭采用φ10mm的雙圓環軸肩和φ3.4mm的圓錐形攪拌針,攪拌針長度為2.5mm,其他工藝參數如表3所示。焊后進行人工時效處理,即150℃/20h,空冷。
拉伸試驗根據航標HB 5143—1996進行,采用WDW3050型試驗機測試,試樣為標準中板形試樣,每組試樣5件,求平均值。焊后沿垂直焊縫的方向截取試樣。采用Olympus B×51M規格光學顯微鏡和JSM-5800掃描電鏡觀察微觀組織和斷口形貌。

表1 實驗用Al-Li-S4鋁鋰合金的化學成分(質量分數/%)Table 1 Chemical compositions of Al-Li-S4 alloy(mass fraction/%)

表2 實驗用2099鋁鋰合金的化學成分(質量分數/%)Table 2 Chemical compositions of2099 Al-Li alloy(mass fraction/%)
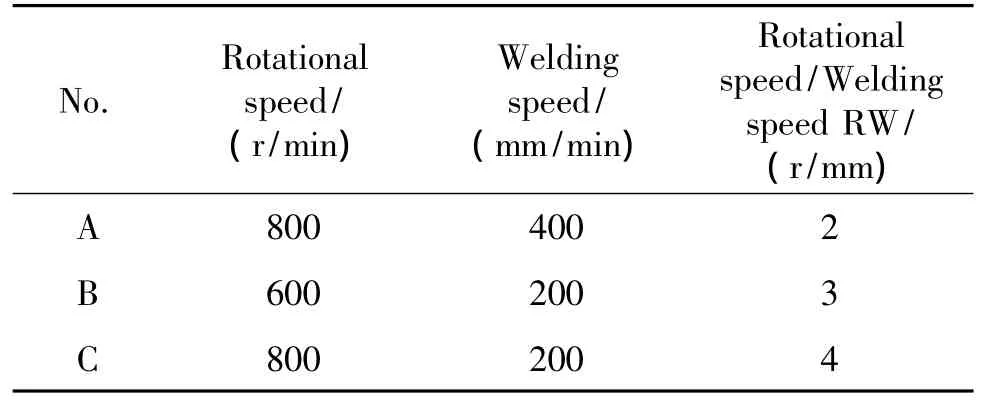
表3 不同焊接工藝工藝參數Table 3 Different FSW welding parameters
2 實驗結果與分析
2.1 搭接接頭微觀組織
圖1為Al-Li-S4鋁鋰合金母材焊前組織,可以看出為軋態組織,母材晶粒沿軋制方向呈板條狀分布,存在兩種不同的板條型組織。
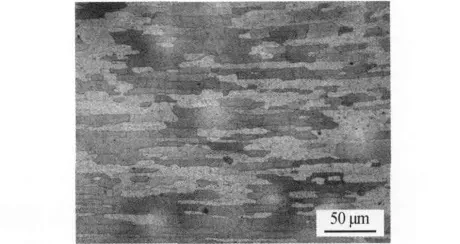
圖1 Al-Li-S4母材組織Fig.1 Microstructure of Al-Li-S4 alloy
圖2a給出了轉速為 800r/min、焊速為200mm/min條件下,Al-Li-S4/2099鋁鋰合金搭接接頭的微觀組織;圖中焊縫上部為2099鋁鋰合金,下部為Al-Li-S4合金,接頭的宏觀形貌呈現典型的FSW接頭微觀組織區域即焊核區(WNZ)、熱機影響區(TMAZ)和熱影響區(HAZ);由于受到攪拌針形狀的影響,上部軸肩影響區呈現梯形,下部焊核區為“洋蔥環”結構。
對比圖1和圖2b可知,由于焊核區受到攪拌頭強烈地攪拌作用和旋轉摩擦產生的局部高溫作用,組織發生動態再結晶,再結晶晶粒來不及長大就在機械攪拌的作用下發生破碎,形成細小均勻的等軸晶組織。合金原有的板條狀組織完全消失,焊核區晶粒比母材細小致密。
熱機影響區由于受到攪拌針的攪拌和焊接熱循環作用,局部區域組織發生回復反應,晶粒由母材向焊縫彎曲變形。同時前進側由于受到較大的摩擦剪切應力,組織發生彎曲變形的程度大于后退側(圖2c,d)。
由于攪拌頭特殊的旋轉和直線運動,前進側搭接界面金屬在垂直方向上發生彎曲變形,產生界面畸變,即“鉤狀”缺陷(圖2e)。有研究表明[5]:鉤狀缺陷常常出現在搭接接頭中,與所選焊接工藝參數、攪拌頭形狀尺寸等因素有關;鉤狀缺陷容易引起應力集中,導致裂紋的萌生及擴展,影響接頭的疲勞和拉伸性能。
另外在后退側,原始未熔合界面會隨著塑性材料的流動,遷移到焊縫內部形成新的遷移界面,造成“波浪狀”曲線缺陷,它在向焊核內部延伸2mm后消失(圖2f)。已有研究表明[8]:遷移界面越尖銳,最大應力集中值越大,同時遷移界面垂直遷移量越高,焊后受拉承載的有效板厚越小,將會降低接頭性能。
2.2 搭接接頭拉伸力學性能
表3給出不同轉速與焊速的組合,RW值越大代表熱輸入量越大。圖3給出在不同工藝參數下,焊態及人工時效狀態的搭接接頭力學性能,結果表明:當轉速為800r/min、焊速為200mm/min(RW= 4)時,搭接接頭的強塑性最佳,抗拉強度為467MPa,達到母材的94%。熱處理對攪拌摩擦焊接頭力學性能影響明顯,經過人工時效后,接頭強度提高了13%~18%,最高達到526MPa。此外,搭接接頭伸長率不佳,最高也僅有3.18%,不超過母材伸長率的25%,經人工時效后仍有所下降。
分析其原因,鋁鋰合金主要靠沉淀強化相來提高強度,鋰在鋁中的溶解度較高并隨溫度變化明顯,所以鋁鋰合金具有明顯的時效強化效應。在時效過程中以彌散質點形式析出的亞穩相對位錯運動有強烈的阻礙作用,因此經過時效處理后,接頭的強度會顯著提高,同時塑性降低[2]。
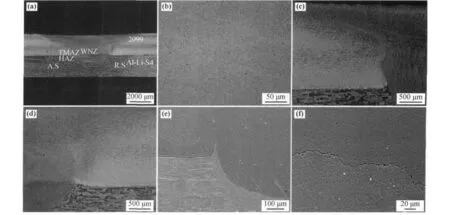
圖2 FSW搭接接頭微觀組織 (a)搭接接頭的宏觀形貌;(b)焊核區的等軸晶組織;(c)前進側熱機影響區; (d)后退側熱機影響區;(e)前進側背散射電鏡照片:"鉤狀"缺陷;(f)后退側背散射電鏡照片:遷移界面Fig.2 Microstructures of FSW overlap joints (a)overallmorphology of overlap joint; (b)fine isometric crystal structure of weld nugget;(c)TMAZ on advancing side; (d)TMAZ on retreating side;(e)EBSD photographs of the"hooking"defect on advancing side; (f)EBSD photographs of the"boundarymigration"on retreating side
2.3 搭接接頭拉伸斷口分析
搭接接頭的拉伸斷裂是從前進側的“鉤狀”缺陷起裂,沿HAZ擴展直至母材斷裂。“鉤狀”缺陷的尖端曲率較大,容易引起應力集中,成為起裂源,是接頭力學性能最薄弱的位置。
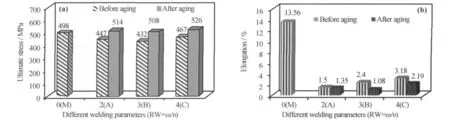
圖3 不同FSW工藝參數下的搭接接頭拉伸性能 (a)FSW工藝參數和人工時效對搭接接頭抗拉強度的影響; (b)FSW工藝參數和人工時效對搭接接頭伸長率的影響Fig.3 Tensile properties of Al-Lialloy overlap jointswith different FSW welding parameters (a)effect of welding parameters and artificial aging on the ultimate stress of overlap joints; (b)effect of welding parameters and artificial aging on the elongation of overlap joints
圖4顯示了FSW搭接接頭和Al-Li-S4母材的拉伸斷口形貌。圖4a給出了母材低倍斷口,是與拉伸方向呈45°的剪切斷口,斷口較粗糙。圖4b為搭接接頭的宏觀斷口,上方約0.5mm較白的區域為焊縫,焊縫斷口平整,說明塑性較母材有所降低。圖4c給出了Al-Li-S4母材微觀形貌特征:存在較多的等軸韌窩且撕裂棱明顯,韌窩是微孔長大的結果,說明母材發生了一定的塑性變形,判斷母材斷口為韌窩斷口。圖4d顯示搭接接頭的微觀形貌,等軸韌窩減少,沒有明顯的撕裂棱,同時韌窩里能看見較平的面,即圓圈部分所示,為典型的準解理特征,說明接頭脆性增加,可認為接頭斷口為準解理和韌窩混合斷口。
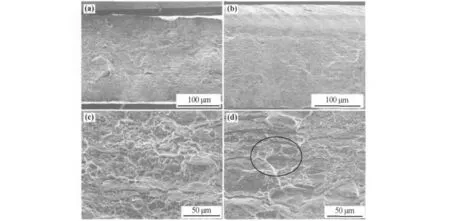
圖4 Al-Li-S4母材與搭接接頭拉伸斷口形貌 (a)Al-Li-S4母材拉伸斷口SEM形貌;(b)搭接接頭拉伸斷口SEM宏觀形貌;(c)Al-Li-S4母材拉伸斷口SEM微觀形貌;(d)接頭拉伸斷口SEM微觀形貌Fig.4 Microstructure of tensile fracture (a)overallmorphology of SEM tensile fracture surface of Al-Li-S4 basemetal;(b)overallmorphology of SEM tensile fracture surface of overlap joint;(c)microstructure of SEM tensile fracture of Al-Li-S4 basemetal;(d)microstructure of SEM tensile fracture of overlap joint
3 結論
(1)Al-Li-S4和2099鋁鋰合金搭接接頭的微觀組織特征是:上部軸肩影響區呈現梯形,焊核區呈現“洋蔥環”結構,焊核區由再結晶的等軸晶組織構成。前進側搭接界面位置出現“鉤狀”缺陷,對搭接接頭的力學性能產生不良影響。
(2)工藝參數和熱處理狀態對 Al-Li-S4/2099鋁鋰合金搭接接頭力學性能存在影響。搭接接頭的塑性較差,伸長率最高僅有3.18%,不超過母材伸長率的25%。在轉速為800r/min、焊速為200mm/ min(RW=4)條件下,接頭的強塑性最佳,抗拉強度達到467MPa,為母材的94%。經過人工時效后,接頭強度提高了13% ~18%,抗拉強度最高達到526MPa,而伸長率均有所下降。
(3)搭接接頭的拉伸斷口分析表明:接頭拉伸斷裂是從前進側的“鉤狀”缺陷起裂,“鉤狀”缺陷是接頭力學性能最薄弱的位置。Al-Li-S4鋁鋰合金母材的拉伸斷口為韌窩斷口,而接頭的拉伸斷口為準解理與韌窩復合斷口。
[1]欒國紅.飛機制造中的攪拌摩擦焊技術及其發展[J].航空制造技術,2009(20):26-31. (LUAN G H.Friction stir welding technology and its development in manufacturing of aircraft[J].Journal of Aeronautical Manufacturing Technology,2009(20):26-31.)
[2]王大勇,馮吉才,王攀峰.攪拌摩擦焊接鋁鋰合金接頭的微觀組織及力學性能[J].金屬學報,2004,40(5): 504-508. (WANGD Y,FENG JC,WANG PF.Microstructures and Mechanical properties of Al-Li alloy friction stir weld[J]. Journal of Acta Metallurgica Sinica,2004,40(5):504-508.)
[3]郭曉娟,李光,董春林,等.1420鋁鋰合金攪拌摩擦焊接力學性能[J].焊接學報,2009,30(4):45-48. (GUO X J,LIG,DONG C L,et al.Mechanical properties of 1420 aluminum lithiumalloy friction stir welding[J].Transactions of the China Welding Institution,2009,30(4):45-48.)
[4]郭曉娟,董春林,康舉,等.攪拌摩擦焊搭接界面缺陷初步研究[C]//第十五次全國焊接學術會議論文集. 2010,7.
[5]徐效東,楊新岐,吳鐵.鋁合金攪拌摩擦焊搭接接頭工藝及組織性能研究[J].熱加工工藝,2010,39(15): 125-129. (XU X D,YANG XQ,WU T.etal.Study onmicrostructure and properties of friction stir welded lap joints of aluminum alloy[J].Journal of Hot Working Technology,2010,39(15):125-129.)
[6]汪洪峰,左敦穩,邵定林,等.工藝參數對攪拌摩擦焊7022鋁合金殘余應力及耐磨耐蝕性能的影響[J],航空材料學報,2012,32(1):41-47. (WANG H F,ZUO D W,SHAO D L,et al.Effect of process parameters on residual stress and wear and corrosion resistance of7022 aluminium alloy by FSW[J].Journal of Aeronautical Materials,2012,32(1):41-47.)
[7]徐效東,楊新岐,周光,等.鋁合金2024-T4攪拌摩擦焊接接頭組織與性能分析[J].航空材料學報,2012,32 (3):51-56. (XU X D,YANG X Q,ZHOU G,et al.Analysis ofmicrostructures and fatigue properties of friction stir overlap welds in AA2024-T4 alloy[J].Journal of Aeronautical Materials,2012,32(3):51-56.)
[8]羅凱,邢麗,楊成剛.攪拌摩擦焊搭接接頭的研究現狀與展望[J].電焊機,2010,40(6):5-9. (LUO K,XING L,YANGCG.Present state and perspective on friction stir lap welding[J].Electric Welding Machine,2010,40(6):5-9.)
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
焊接(2015年9期)2015-07-18 11:03:53