三菱FX2N系列PLC對T68鏜床的改造
2013-02-28 02:30:22劉紅平
裝備制造技術 2013年2期
關鍵詞:按鈕
劉紅平
(長沙師范學校(專科),湖南 長沙 41000)
三菱FX2N系列PLC對T68鏜床的改造
劉紅平
(長沙師范學校(專科),湖南 長沙 41000)
介紹了利用三菱FX2N系列PLC對T68鏜床的改造,闡述了系統改造方案,同時根據T68鏜床的控制要求和特點,確定PLC的輸入輸出分配,在繼電器控制線路的基礎上,設計出梯形圖并進行現場調試。
PLC;鏜床;改造
鏜床是冷加工中使用比較普遍的設備,有臥式鏜床、坐標鏜床、金剛鏜床等。其中以臥式鏜床使用最普遍,其主要用于鏜孔、鉸孔、鉆孔、加工端面等,屬于精密機床,在加工時,將工件固定在工作臺上,由鏜桿或壓平旋盤上固定的刀具進行加工。T68鏜床是其中較為常見的一種,其原控制電路為繼電器控制,具有接觸觸點多,線路復雜,故障多,操作人員維修任務較大的缺陷,針對這些情況,我們用PLC控制改造其繼電器控制電路,克服了以上缺點,降低了設備故障率,提高了設備使用效率,運行效果良好。
1 確定改造方案
保持原鏜床的工藝加工方法不變,在保留主電路的原有元件的基礎上,不改變原控制系統電氣操作方法。電氣控制系統控制元件包括按鈕、行程開關、熱繼電器、接觸器,其作用與原電氣線路相同;同時,主軸和進給起動、制動、低速、高速和變速沖動的操作方法不變,將改造原繼電器控制中的硬件接線,改為PLC編程實現。
2 利用三菱FX2N系列PLC對T68鏜床的改造
T68鏜床通常具有下列運動:主運動及輔助運動。其中,主運動就是主軸和平旋盤的旋轉運動;輔助運動就是鏜桿的軸向移動,平旋盤刀架的徑向移動,主軸箱垂直移動及工作臺縱向、橫向移動,對刀要求快速方便,除機動進給外,還可手動進給和快速移動,坐標尺寸要求準確,還應有點動,以便于鏜床調整。
2.1 主電路
鏜床由主軸電機M1和進給電機M2拖動,其中,主軸電機M1為雙速電機,可以正反轉,高低速啟動運轉,還能反接制動及點動,進給電機M2可以正反向運轉。
2.2 T68鏜床PLC改造I/O分配
T68鏜床PLC改造I/O分配,如圖1所示。
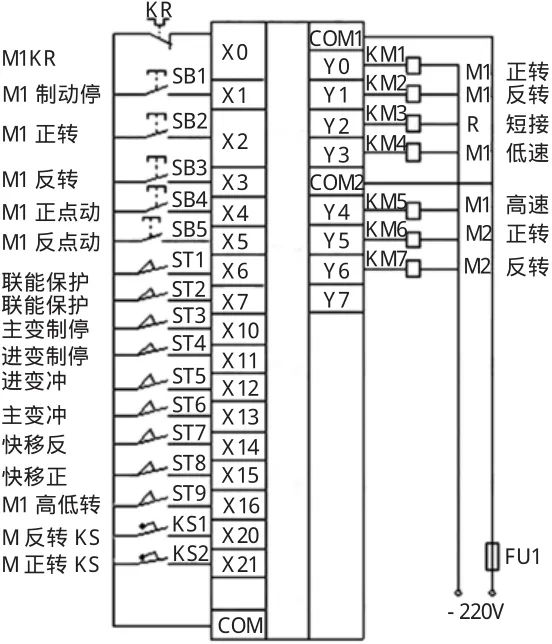
圖1 PLC改造I/O分配圖
2.3 T68鏜床PLC改造梯形圖
T68鏜床PLC改造梯形,如圖2所示。
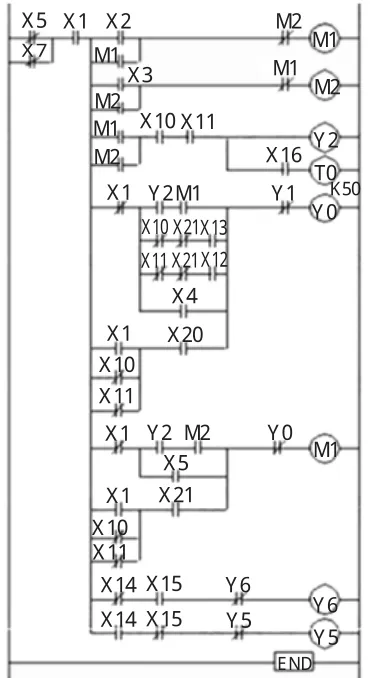
圖2 T68鏜床PLC改造梯形圖
3 改造后鏜床的PLC調試過程
3.1 主軸電動機M 1的控制
(1)主軸電動機M1的正、反轉控制
主軸電動機M1低速控制:將T68臥式鏜床高、低速手柄扳到“低速”擋位置,行程開關ST9斷開。
按下主軸電動機M1正轉啟動按鈕SB2,中間繼電器K1通電閉合,繼而接觸器KM3通電閉合;K1和KM3的常開觸點閉合,使接觸器KM1線圈通電閉合,KM1常開觸點接通接觸器KM4線圈電源,主軸電動機M1低速正轉。按下主軸電動機M1的停止按鈕SB1,主軸電動機M1反接制動停止。
按下主軸電動機M1的反轉啟動按鈕SB3,中間繼電器K2通電閉合,繼而接觸器KM3通電閉合;K2和KM3的常開觸點閉合,使接觸器KM2線圈通電閉合,KM2常開觸點接通接觸器KM4線圈電源,主軸電動機M1低速反轉。按下主軸電動機M1的停止按鈕SB1,主軸電動機M1反接制動停止。
主軸電動機M1高速控制:將T68臥式鏜床高、低速手柄扳到“低速”擋位置,ST9壓合。
按下主軸電動機M1正轉啟動按鈕SB2,中間繼電器K1通電閉合,繼而接觸器KM3、時間繼電器KT、接觸器KM1和KM4通電閉合,主軸電動機M1低速正轉啟動。經過一定的時間,時間繼電器KT動作,接觸器KM4失電釋放,接觸器KM5通電閉合,主軸電動機M1高速正轉運行。
接下主軸電動機M1的反轉啟動按鈕SB3,中間繼電器K2通電閉合,繼而接觸器KM3、時間繼電器KT、接觸器KM2和KM4通電閉合,主軸電動機M1接成低速反轉啟動。經過一定的時間,時間繼電器KT動作,接觸器KM4失電釋放,接觸器KM5通電閉合,主軸電動機M1高速反轉運行。
(2)主軸電動機M1制動停止控制
正轉制動控制:當主軸電動機M1高、低速正向啟動運行,其轉速達到120 r/min時,速度繼電器KS2正轉動作常開觸點閉合,為主軸電動機M1的制動作好了準備。按下主軸電動機M1停止按鈕SB1,接觸器KM1失電,接觸器KM2及KM4得電閉合,主軸電動機M1串電阻R反轉反接制動。當轉速下降至100 r/min時,KS2正轉動作常開觸點斷開,接觸器KM2、KM4斷電釋放,主軸電動機M1完成正轉反接制動控制。
反轉制動控制:當主軸電動機M1高、低速反轉啟動運轉,其轉速達到120 r/min時,速度繼電器KS1反轉動作常開觸點閉合,為停車反接制動作好了準備,其它的過程同正轉制動控制。
主軸電動機M1點動、變速控制:分別按下按鈕SB4或SB5,主軸電動機M1可正向或反向點動運轉。
當拉出主軸變速操作盤時,行程開關ST3復位,KM3失電釋放,使得KM1或KM2及KM4或KM5失電釋放,主軸電動機M1停轉。轉動主軸變速操作盤,調整轉速后,將操作盤壓回原位。若主軸變速齒輪不能很好嚙合,則將壓下行程開關ST6,主軸電動機M1作短時沖動,使主軸變速齒輪嚙合良好。
3.2 進給電動機M2的控制
(1)機床工作臺的縱向和橫向進給
將快速手柄扳至快速正向移動位置,行程開關ST8被壓下,常開觸點閉合,接觸器KM6線圈得電閉合,進給電動機M2啟動正轉,帶動各種進給正向快速移動;將快速手柄扳至反向位置時壓下行程開關ST7,接觸器KM7線圈得電閉合,進給電動機M2反向啟動運轉,帶動各種進給反向快速移動。
(2)進給變速控制
進給變速控制的控制過程與主軸變速控制過程基本相同,只不過拉出的變速手柄是進給變速操作手柄,將主軸變速控制中的行程開關ST3換成ST4,而進給變速沖動的行程開關為ST5。
4 結束語
將以上設計好的PLC程序輸入到FX2N-48MR主機后,連接好輸入輸出分配和主電路,按照以上的步驟進行調試,調試過程全部通過,完全滿足鏜床的控制要求。T68鏜床原繼電器電路經三菱FX2N系列PLC改造后,雖然一次性投資較大,但改造后的設備大大降低了運行的故障率,提高了設備運行的穩定性和效率,減輕了工人的勞動強度,降低了日常維護成本,并可避免因誤操作而引起的事故,改造后的設備經使用運行,結果表明效果非常好。
[1]陳遠齡.機床電氣自動控制[M].重慶:重慶大學出版社,2010.
[2]廖常初.PLC的編程方法與工程應用[M].重慶:重慶大學出版社,2011.
[3]賀哲榮.流行PLC實用程序及設計[M].西安:西安電子科技大學出版社,2010.
MitsubishiFX2N Series PLC Reform ing to T68 Boring Lathe
LIUHong-ping
(Changsha Normal College,Changsha 41000,China)
Introduces the fact that itmakes use of Mitsubishi FX2N series PLC to T68 boring lathe,and states the system reforming scheme,andmeantime,according to the its requirements and characteristic of T68 boring lathe,it confirms attribution of PLC input and PLC output.it designs out a ladder diagram and runs it that bases on the controlling circuit.
PLC;boring;reform
TM 571;TG53
B
1672-545X(2013)02-0037-02
2012-11-08
劉紅平(1972—),副教授、高級工程師,碩士,主要研究方向:計算機控制,電氣自動化。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00
